粘合剂盒
文献发布时间:2023-06-19 12:21:13
优先权文件
本申请要求于2018年9月4日提交的名称为“粘合剂盒”的澳大利亚临时申请No.2018903273的优先权,其全部内容通过引用合并于此。
引用参照
在本申请中引用了以下出版物,并且其全部内容通过引用合并于此:
以Fastbrick IP Pty Ltd(快砖知识产权私人有限公司)名义申请的国际专利申请PCT/AU2017/050728(WO/2018/009978),名称为“粘合剂涂布器和包含它的物体放置头”;
以Fastbrick IP Pty Ltd(快砖知识产权私人有限公司)的名义申请的国际专利申请PCT/AU2017/050731(WO/2018/009981),名称为“包含在车辆中的砖块/块体铺设机”。
技术领域
本公开总体上涉及具有分配粘合剂的末端执行器的机械手、自动砖块铺设机、用于这种机器的砖块铺设和粘合剂涂布用头部组件以及用于向这种头部组件供给粘合剂的装置。
背景技术
国际专利申请No.PCT/AU2017/050728(WO/2018/009978)公开了一种砖块铺设和粘合剂涂布用头部(或铺设用头部),其被装配到安装在卡车上的铰接伸缩式可延伸的悬臂,从而形成自动砖块铺设机。铺设用头部包括将粘合剂涂布到砖块的粘合剂涂布器,并且包括铺设砖块的机械手。
卡车的框架支撑粘合剂容器和粘合剂泵。粘合剂泵以软管的形式将加压的粘合剂供给到流体输送装置,该软管沿着悬臂延伸到铺设用头部。
虽然可行,但是上述布置提出了许多技术挑战,这些挑战涉及在距框架上的粘合剂容器可变的但总是相当大的距离上将粘合剂泵送到铺设用头部,然后在操作后清洗粘合剂系统,以防止粘合剂在系统中固化并且造成堵塞。
然而,应当理解的是该问题不是自动砖块铺设机所独有的,而是将粘合剂分配到各种类型的工件上的机械手的末端执行器所共有的。
鉴于这种背景以及与之相关的问题和困难,研发了本发明。
本发明的其他目的和优点从以下结合附图的说明中将变得显而易见,在附图中,通过图示和示例,公开了本发明的至少一个实施方案。
发明内容
在广义上,本发明的一个方面旨在提供一种用于自动砖块铺设机的粘合剂盒,所述粘合剂盒包括用于粘合剂的囊袋、用于所述囊袋的壳体和用于控制粘合剂流动的至少一个阀组件,所述壳体包括穿过它的开孔,所述阀组件包括阀体,所述阀体的至少一部分延伸穿过所述开孔并进入所述壳体。
然而,应当理解的是,该盒不限于与粘合剂一起使用,并且可以发现包含其他流体的用途。需要避免污染的流体特别适用于该盒,例如来自人体的流体、静脉(IV)流体等。这样的流体也可以是从海洋业、太空探索或者工业、医学、军事或食品应用获得或用于它们的样品等。
然后,根据另一方面,提供了一种流体盒,所述流体盒包括用于流体的囊袋、用于所述囊袋的壳体和用于控制流体流动的至少一个阀组件,所述壳体包括穿过它的开孔,所述阀组件包括阀体,所述阀体的至少一部分延伸穿过所述开孔并进入所述壳体。
在一个实施方案中,所述阀体的该至少一部分还延伸穿过所述囊袋中的开孔。
在一个实施方案中,所述阀体包括在所述囊袋的内部设置有开口的第一阀端口、在所述壳体的外部设置有开口的第二端口、在第一端口和第二端口之间延伸的通道以及与所述通道和在所述壳体的外部的开口相交的第三端口。
在一个实施方案中,所述粘合剂盒还包括阀元件,所述阀元件包括穿过它以允许在所述阀体的第一端口和第二端口之间流动的通道和堵塞该通道的膜密封件,并且其中所述阀元件在堵塞第三端口的第一位置和打开第三端口的第二位置之间相对于所述阀体是可移动的。
在一个实施方案中,所述阀组件包括在所述阀体与所述阀元件之间的密封件,以防止粘合剂进入其间。
在一个实施方案中,所述阀元件具有帮助其相对于所述阀体的定位的螺纹或倒钩。
在一个实施方案中,所述阀体是大致细长的、管状的和圆柱形的,并且包括在第一端的第一阀端口、在第二端的第二阀端口和在侧方的第三阀端口。
在一个实施方案中,所述阀元件包括大致细长的、管状的和圆柱形的主体,所述主体包括在第一端的限定活塞的部分、在第二端的管连接配件以及具有在各端之间的外螺纹的部分。
在一个实施方案中,所述阀体的第二端口由设置有内螺纹的颈圈限定,从而所述阀元件能够旋入和旋出所述阀体。
在一个实施方案中,塞子限定第一阀端口,并且所述塞子具有外螺纹。
在一个实施方案中,所述粘合剂盒还包括用于所述塞子的螺母,其中所述塞子和所述螺母都包括凸缘,在所述凸缘之间抓住所述囊袋的一部分,并且通过夹持在所述凸缘之间的至少一个垫圈来密封以防止粘合剂泄漏。
在一个实施方案中,第三阀端口具有用于接收管连接配件的内螺纹。
在一个实施方案中,所述阀体还包括围绕其外径延伸的凹槽,并且在使用中,所述凹槽接收用于帮助将所述阀组件固定到所述壳体的夹片。
在一个实施方案中,所述夹片减小所述阀组件与所述壳体之间的相对运动。
在一个实施方案中,所述粘合剂盒具有立方形状。
在一个实施方案中,所述壳体包括盒子。
在一个实施方案中,所述壳体由选自硬纸板、中空板、塑料或混合材料的材料制成。在一种形式中,所述壳体由波纹状的防水材料制成。例如,所述壳体也可以由具有塑料或蜡涂层的硬纸板制成。所述壳体可以涂覆有反射材料以提供绝缘,或者至少部分地被加热毯等覆盖。在其他形式中,所述壳体可以由具有集成的绝缘或加热的混合材料或复合材料制成。
在一个实施方案中,所述材料具有防水涂层。
在一个实施方案中,所述涂层是反射性的。
在一个实施方案中,所述囊袋由柔性铝复合箔制成。
在一个实施方案中,所述阀组件被构造成允许所述粘合剂盒的可控性粘合剂填充和从所述粘合剂盒分配。
在一个实施方案中,所述盒是单次使用的。
在一个实施方案中,所述粘合剂盒适于相对于自动砖块铺设机的砖块铺设和粘合剂涂布用头部可释放地固定,并且在固定时将所应用的粘合剂供给到砖块。
在另一种广义形式中,本发明的一个方面旨在提供一种组装上述粘合剂盒的方法,所述方法包括以下的步骤:相对于囊袋固定阀组件,然后将所述囊袋和所述阀组件的一部分放置在壳体的内部,然后相对于所述壳体固定所述阀组件。
在另一种广义形式中,本发明的一个方面旨在提供一种用粘合剂填充上述粘合剂盒的方法,所述方法包括以下的步骤:使用真空泵排空囊袋的空气,然后用粘合剂填充所述囊袋。
在一个实施方案中,所述方法包括以下的步骤:将所述阀元件移动到其打开第三端口的第二位置,然后经由第三端口施用真空泵以从所述囊袋排空空气。
在一个实施方案中,所述方法还包括以下的步骤:在排空前,用空气对所述囊袋充气并进行压力测试。这将确保所述囊袋适宜地形成,并且不会泄露流体。
在一个实施方案中,在排空后,所述方法还包括以下的步骤:经由第三端口将粘合剂泵送到所述盒中,然后将所述阀元件设定到其第一位置,在第一位置中所述阀元件关闭第三端口以密封所述盒中的粘合剂。
在一个实施方案中,经由第一管线将所述粘合剂从粘合剂源泵送到所述盒中,第一管线经由阀门与第三端口连接,所述阀门也经由第二管线与所述真空泵连接,所述阀门可操作成选择性地打开和关闭通往第三端口的各管线。
在另一种广义形式中,本发明的一个方面旨在提供一种制备用于包括砖块铺设和粘合剂涂布用头部的自动砖块铺设机的上述粘合剂盒的方法,所述方法包括以下的步骤:将所述粘合剂盒固定到所述砖块铺设和粘合剂涂布用头部,并且将供给管线连接到所述粘合剂盒。
在一个实施方案中,所述方法还包括以下的步骤:将具有锐利尖端的粘合剂配件固定到所述供给管线,然后,首先将所述粘合剂配件经过所述阀元件、所述尖端往下插入到所述通道中,直到所述锐利尖端刺破所述膜密封件,从而使粘合剂从所述囊袋流入所述供给管线。
在另一种广义形式中,本发明的一个方面旨在提供一种用于包括粘合剂涂布系统的机械手的末端执行器,其中所述末端执行器适于可释放地保持粘合剂盒,所述粘合剂盒被构造成将粘合剂从其分配到物体。
在一个实施方案中,所述末端执行器包括用于自动砖块铺设机的砖块铺设和粘合剂涂布用头部组件或者其一部分。
在另一种广义形式中,本发明的一个方面旨在提供一种用于自动砖块铺设机的砖块铺设和粘合剂涂布用头部组件,其中所述头部组件适于可释放地保持粘合剂盒,所述粘合剂盒被构造成将粘合剂从其分配到砖块。
在一个实施方案中,通过包括用于保持所述盒的装置和用于从所述盒提取粘合剂的装置来适用所述砖块铺设和粘合剂涂布用头部。
这样将粘合剂源放置在靠近粘合剂被分配到砖块(或视情况而定的其他工件)上的位置。此外,通过可释放地保持粘合剂盒,粘合剂盒在耗尽时可以被更换,从而消除了清洗不可更换的粘合剂储器的需要。
在又一种广义形式中,本发明的一个方面旨在提供一种自动砖块铺设机,其包括上述的砖块铺设和粘合剂涂布用头部组件。
将被理解的是,本发明的广义形式及其各自的特征可以组合、可互换和/或独立地使用,并且对单独广义形式的引用并非旨在进行限制。
附图说明
将参照附图说明本发明的实施方案,在附图中:
图1是在缩回位置的包括伸缩式可延伸的悬臂的自动砖块铺设机的示意图;
图2是悬臂延伸的自动砖块铺设机的示意图;
图3是图1的自动砖块铺设机的铺设用头部组件的底侧立体图;
图4是图3的铺设用头部组件的上方立体图;
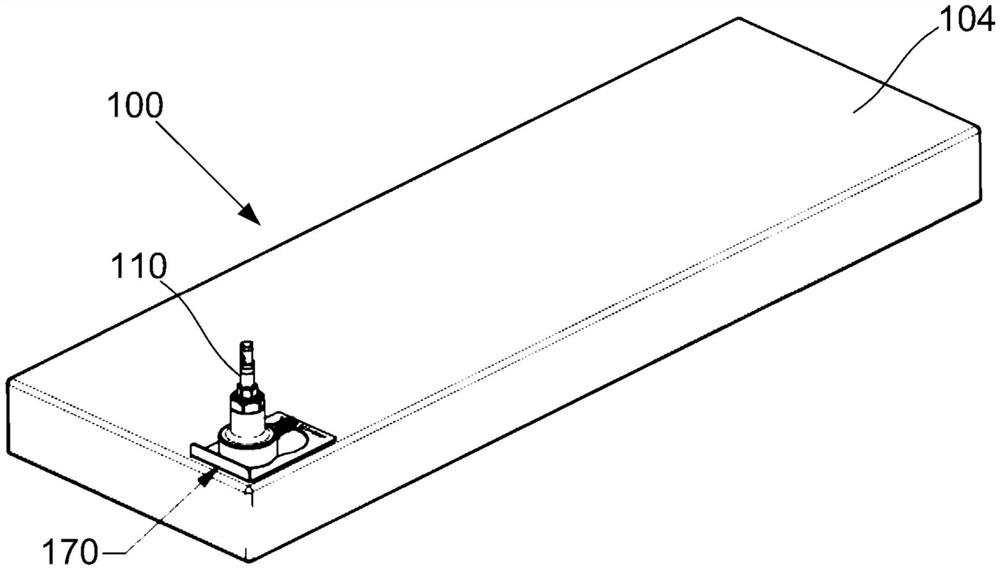
图5是由图1的自动砖块铺设机使用的粘合剂盒的立体图;
图6是图5的粘合剂盒的俯视图;
图7是图5的粘合剂盒的侧视图;
图8是图5的粘合剂盒的端视图;
图9是来自图5的粘合剂盒的阀组件的分解图;
图10是阀组件和粘合剂盒的剖切分解图;
图11至图14是贯穿粘合剂盒及其阀组件的断面图;和
图15是用于填充粘合剂盒的系统的示意图。
在以下说明中,相同的附图标记表示所有附图中相似或相应的部分。
具体实施方式
下面参照示出了自动砖块铺设机1的图1,这里将仅简捷地讨论与WO 2018/009978和WO 2018/009981中公开的机器的细节相似的机器1的细节。
机器1包括安装在卡车4上的铰接伸缩式可延伸的悬臂2和安装到悬臂2的端部的砖块铺设和粘合剂涂布用头部(铺设用头部)10。在图1中,示出了为了运输而缩回的悬臂2,并且在图2中,示出了在一种构造中延伸的悬臂2,并且准备好用于铺设砖块。
悬臂2由设置有内部梭子的一系列悬臂元件或撑杆6构成。由于这些梭子位于撑杆6的内部,因此它们在图1和图2中不可见。各个梭子装配有用于保持砖块的夹持器。梭子沿着悬臂2从卡车4移动砖块,并且将砖块从一个梭子传递到下一个梭子,然后到翻转组件8上。.
翻转组件8位于悬臂2的最远端撑杆6的远端。翻转组件8包括带有钳爪的夹持器以夹持砖块,然后平移并旋转砖块以使其移动通过粘合剂涂布器组件,然后将砖块送出以传输到从铺设用头部10悬出的铺设臂12。
下面参照图3和图4,铺设用头部10包括具有一对臂16的U形夹形状的主体14,U形夹14通过这对臂可枢轴地安装。通常,在操作中,铺设用头部10保持在垂直竖立的方向上。
铺设臂12包括机械臂18,该机械臂经由回转驱动而可枢转地安装到U形夹14,并且其端部装配有包括一对钳爪的夹持器形式的末端执行器20,用于操纵砖块和铺设它们。
铺设用头部10还包括粘合剂涂布系统。该粘合剂涂布系统包括可更换的粘合剂盒100、从盒100延伸到粘合剂涂布器组件19的粘合剂供给管线以及用于将粘合剂输送到粘合剂涂布器组件19的至少一个粘合剂泵30。
粘合剂涂布器组件19从悬臂2的最后一个撑杆悬出,并且在一个示例中安装到翻转组件8上。
U形夹14的臂16中的一者在其向外的表面上具有用于粘合剂盒100的安装位置。在一个示例中,一系列的引导扣环32从臂16延伸并且限定尺寸适于容纳粘合剂盒100的凹部。一些扣环32相对成对地布置,使得绑带34可以在这些扣环32之间以及在粘合剂盒100之上穿过,从而相对于臂16和因而的铺设用头部10来固定粘合剂盒100。绑带34可以采取任何合适的形式,并且在一个示例中是在臂16上的相对成对的扣环32之间延伸的蹦极绳或冲击绳。
盒100具有与臂16的尺寸紧密匹配的长度和宽度。与宽度相比,盒的厚度较小,从而最小化其从臂16向外延伸的程度,并因此露出。在所示的实施方案的情况下,盒100具有大约15升至20升的容量,这对于平均尺寸的砖房的建造应该是足够的。然而,应当理解的是,取决于建筑物的尺寸,容量可以更高并且在一些示例中可以是15升至40升。
可以看出,粘合剂泵30定位成与粘合剂盒100的安装位置相邻,以便最大化粘合剂供给的响应性。
可替换的可能装置(铺设用头部10可以经由它来保持盒)可以包括夹持盒100周围的电动的可释放的夹持器,或者铺设用头部10可以包括多个扭转锁销,并且盒100可以包括用于接收这些销的销座。
参照图5至图8,可以看出,在所示的实施方案的情况下,粘合剂盒100具有立方形状并且在其壁中包括阀组件110。
下面参照图9和图10,可以看出,粘合剂盒100包括用于粘合剂的囊袋102、用于囊袋的壳体104和用于控制粘合剂流动的阀组件110,壳体104包括穿过它的开孔106,阀组件110包括阀体112,所述阀体的至少一部分延伸穿过开孔106并进入壳体104。阀体11的该至少一部分还延伸穿过囊袋102中的开孔103。
壳体104赋予盒100以形状,并且为囊袋102提供保护而防止撕裂和刺穿。
在所示的实施方案的情况下,壳体104包括中空板(corflute)的盒子,但是可以使用具有足够刚度的任何材料。特别地,优选波纹状的防水材料。在一些示例中,可以使用诸如具有塑料或蜡涂层的硬纸板等混合或复合材料。在一些示例中,壳体104可以涂覆有反射材料以绝缘,或者可以将绝缘或加热集成到壳体104中。在其他示例中,可以使用具有防水涂层的硬纸板。通常,诸如硬纸板和中空板等低成本材料比诸如金属片或复合材料等更昂贵的材料优选。
囊袋102包括具有热封接缝的铝复合箔的袋子,其尺寸设定为在充满粘合剂时基本上填充壳体104。
参照图10,可以看出,阀体112包括在壳体104的内部设置有开口的第一阀端口114、在壳体104的外部设置有开口的第二端口116、在第一端口114和第二端口116之间延伸的通道118以及与通道118和在壳体104的外部的开口相交的第三端口120。
阀组件110还包括阀元件130。阀元件130包括穿过它以允许在阀体112的第一端口114和第二端口116之间流动的通道132和堵塞通道132的膜密封件134a。在使用中,阀元件130在堵塞第三端口120的第一位置(参照图12)和打开第三端口120的第二位置(参照图11)之间相对于阀体112是可移动的。
阀体112是大致细长的、管状的和圆柱形的,并且包括在第一端的第一阀端口114。阀体112包括限定第一阀端口114的塞子114a。塞子114a具有外螺纹。
阀组件110还包括用于塞子114a的螺母150。塞子114a和螺母150都包括凸缘(塞子凸缘115和螺母凸缘151),在凸缘之间抓住囊袋102的一部分,并且通过夹持在凸缘115和151与囊袋102的壁的两侧之间的内垫圈152和外垫圈154来密封以防止粘合剂泄漏。
阀元件130包括大致细长的、管状的和圆柱形的主体,所述主体包括在第一端的限定活塞134的部分、在第二端的管连接配件136以及具有在各端之间的外螺纹的部分138。诸如O形环140等环形密封件位于活塞134的外径上的凹槽141中。
阀体112的第二端口116由设置有内螺纹的颈圈116a限定,从而阀元件130能够旋入和旋出阀体112。在第一端口和第二端口之间延伸的通道118包括内肩部119,在该内肩部处通道118过渡到塞子114a,并且该内肩部将用作阀元件130的活塞134的停止件。
穿过阀体112的侧壁并垂直于通道118延伸的钻孔120a限定第三端口120。钻孔120a具有经由其接收Nitto型公插头形式的管连接配件160的内螺纹。
阀体112还包括围绕其外径延伸的凹槽172。在使用中,该凹槽接收帮助将阀组件110固定到壳体104的夹片170。夹片170包括具有穿过它的带槽开孔174的刚性板。开孔174的一端大于阀体112的直径,并且另一端的尺寸使得夹片170的围绕开孔174的边缘位于阀体112上的凹槽172中。当管子被连接到阀组件110上时,所述夹片减小阀组件110与壳体104之间的相对运动,并且防止阀组件110被推入壳体104中。
在一个示例中,阀体112和阀元件均由塑料材料模制而成。优选地,其是可回收的塑料材料。
通过首先将阀组件110固定到囊袋102上来组装粘合剂盒100。这是使用塞子114a、螺母150以及垫圈152和154完成的。由于螺母150和垫圈152和154必须装配在囊袋102的内部,因此在囊袋中需要有开口,在将螺母150和垫圈152和154装配到塞子114a之后,该开口可以被热密封。
然后,经由盒子中的在插入后可以封闭和密封的开口将囊袋102连同阀体112的直至凸缘115的部分一起插入壳体104中。然后将夹片170经由开孔174的扩大端穿过阀体112,并且横向滑动,直到开孔174的另一个尺寸匹配端位于凹槽172中,从而抓住壳体104的围绕凸缘115和夹片170之间的孔106的边缘。
用粘合剂填充粘合剂盒100的方法包括以下的步骤:使用真空泵排空囊袋102的空气,然后用粘合剂填充。期望的是先排空空气,因为它会与粘合剂反应。
图15示出了用于填充粘合剂盒100的系统200的示意图。填充系统200包括真空泵202,其可以通过空气管线204经由阀门206连接到阀组件110。填充系统200还包括粘合剂源208,其也可以通过粘合剂管线210经由阀门206连接到阀组件110。阀门206是T形阀,其构造为选择性地打开或关闭通往阀组件110的相应管线。
更准确地,该方法包括以下的步骤:将阀元件130设定到其如图11所示的第二位置,在第二位置中所述阀元件打开第三端口120,第二端口116被在阀元件130的活塞134端上的膜密封件134a堵塞,然后经由第三端口120施用真空泵202以首先对囊袋充气并进行压力测试,并且如果通过压力测试,则排空囊袋102的空气。然后,使用阀门206关闭空气管线204。
然后,经由第三端口120将粘合剂泵送到盒100的抽空的囊袋102中,直到囊袋102充满。然后,使用阀门206关闭粘合剂管线210。然后,该方法还包括以下的步骤:将阀元件130设定到其如图12所示的第一位置(通过向内旋拧),在第一位置中所述阀元件关闭第三端口120,并且经由膜密封件134a密封囊袋102。
配件136和160可以装配有盖帽直到盒100将被使用。这些盖帽将提供一定的保护以防止损坏,并且防止灰尘和碎屑进入。
当将充满的粘合剂盒100装配到铺设用头部10时,首先如上所述将其固定到铺设用头部10。
取下盖帽,然后经由鲁尔(Luer)锁紧螺纹或其他典型的管连接配件将具有锐利尖端182的尖钉形的粘合剂配件(例如,尖钉)180装配到供给管线。首先,尖钉180的尺寸适于经过阀元件130、尖端182往下插入到通道132中,如图13所示,直到锐利尖端182刺破膜密封件134a,如图14所示,从而使尖钉180与粘合剂接触。在锐利尖端182的相对端,尖钉180包括向外的肩部184。肩部184将使阀元件130的配件136停止,以防止尖钉180丢失在盒100中。
然后,可以准备使用铺设用头部10的粘合剂供给系统。
可以设想的是,尖钉180将与盒100一起提供,并且诸如通过少许粘合剂、胶带或易碎系绳的方式附接。
尖钉可以由多种材料制成,包括塑料或不锈钢,并且可以在其底部包括密封件以防止粘合剂从喷嘴的外侧周围溢出。在某些应用中,尖钉也可以自动激活以刺穿膜密封件并开始分配。
然后,有利地,本公开在其要供给的粘合剂分配头部组件上设置可更换的粘合剂盒。这将大大简化粘合剂系统的清洁和清洗。此外,本公开提供了用于填充和装配粘合剂盒的方法,该方法使污染以及空气、灰尘和其他碎屑的进入最小化,并且提供了精确的剂量。
这些粘合剂盒是可更换的、意图是单次使用的并且可以快速更换以减少停工时间。
在整个说明书和所附的权利要求书中,除非上下文另有要求,否则词语“包括”、“包含”及其变形将被理解为旨在包括所述的整数或整数组,但不排除任何其他整数或整数组。
在本说明书中对任何现有技术的引用不是并且不应被视为对构成公知常识的部分的这类现有技术的任何形式的揭示的承认。
本领域技术人员将理解的是,本发明的使用不限于所述的特定应用。关于本文所述或所描绘的特定元件和/或特征,本发明也不受其优选实施方案的限制。将被理解的是,本发明不限于所公开的实施方案,而且在不脱离所述的发明和所附的权利要求书限定范围的情况下能够进行多种重新排列、变形和替换。
- 粘合剂前体组合物、两部分粘合剂试剂盒以及制备粘合剂组合物的方法
- 粘合剂、添加交联剂的粘合剂制造用试剂盒、粘合片、粘合片的制造方法、及图像显示装置