一种镀锌钢板/卷的清洗涂镀联合机组及其生产方法
文献发布时间:2023-06-19 13:27:45
技术领域
本发明涉及镀锌钢板/卷的生产工艺技术,更具体地说,涉及一种镀锌钢板/卷的清洗涂镀联合机组及其生产方法。
背景技术
随着热轧工艺技术的发展,热轧产品质量不断提高,厚度逐渐减薄,尤其是薄板坯连铸造连轧(CSP)技术的逐渐成熟,近年来,国内陆续建成了多条CSP生产线,设计最薄轧制规格可达0.8mm。这客观上为热轧镀板提供了机械性能更好和规格更薄的热轧原料。目前,热轧镀锌板已经得到了广泛的采用。
目前,热轧镀锌板的生产方法是以热轧板为基板经过酸洗后直接镀锌,与传统镀锌板相比,由于少了冷轧这道工序而有着明显的价格优势,在建筑、汽车制造、钢板仓制造、铁路客车制造、高速公路护栏板、制造等行业有着良好的发展前景。
目前,国内外普遍采用的除鳞工艺是酸洗,通过化学反应溶解带钢表面氧化铁皮以到达除鳞的目的。但是酸洗由于采用化学腐蚀的方法,不可避免的对环境带来一定的污染,并且设备防腐有高要求;酸液排放或回收困难,处理成本高;同时酸洗容易造成除鳞不均匀,产生欠酸洗、过酸洗等缺陷,金属损失大。
因此,业内有采用其他技术来实现除鳞工艺的研究,等离子清洗就是其中的一个研究方面。等离子清洗不仅可以实现热轧板/卷的除鳞,还可以实现冷轧板/卷的表面清洁。
现有的镀锌技术一般是采用热浸锌、电镀两种方式,热浸锌的镀层较厚,而电镀的成本高,而且对环境的污染也较为严重。此外,传统涂镀技术较难进行合金的涂镀。因此,从上世纪80年代开始,日本及欧洲的钢厂开始研究采用真空气相沉积技术进行涂镀,这种涂镀方式,不仅涂镀效率高,镀层结合性好,而且生产成本低,对环境污染小。因此,采用真空镀很可能是将来的技术发展趋势。
而现在,等离子清洗与真空镀两项生产工艺是分开进行操作的,这样就不但延长了生产周期,也增加了生产成本。
发明内容
针对现有技术中存在的上述缺陷,本发明的目的是提供一种镀锌钢板/卷的清洗涂镀联合机组及其生产方法,将等离子除鳞与真空镀有效结合连续处理热轧带材的方式,用以处理热轧或者冷轧钢板/卷,以获得高表面质量的镀锌板/卷。
为实现上述目的,本发明采用如下技术方案:
一方面,一种镀锌钢板/卷的清洗涂镀联合机组,沿传动辊运送带钢的方向依次设置,包括开卷机,设于所述开卷机后道工序位置的矫直机,设于所述矫直机后道工序位置的真空室,设于所述真空室后道工序位置的卷取机;
所述真空室内依次设置有入口真空锁、等离子除鳞装置、二级入口真空锁、真空气相沉积装置和出口真空锁;
所述清洗涂镀联合机组还包括为所述真空气相沉积装置提供蒸发源的蒸发坩锅,所述蒸发坩锅设置于所述真空室内或所述真空室外。
较佳的,所述开卷机设有一个或两个。
较佳的,所述开卷机设有两个时,所述开卷机与所述矫直机之间设有焊机,所述出口真空锁与所述卷取机之间设有分卷剪。
另一方面,一种基于所述的清洗涂镀联合机组的生产方法,包括适用于一个所述开卷机的单卷生产和适用于两个所述开卷机的连续生产。
较佳的,所述单卷生产包括以下步骤:
1)将钢卷置于所述开卷机上,完成穿带;
2)所述入口真空锁、所述出口真空锁压紧;
3)真空泵启动,所述真空室开始抽真空;
4)待所述真空室内的真空度达到设定值后,开启所述真空气相沉积装置的加热;
5)待所述真空气相沉积装置的温度达到设定值后,所述等离子除鳞装置处于准备阶段;
6)所述传动辊、所述等离子除鳞装置、所述真空气相沉积装置均启动;
7)所述带钢沿所述传动辊朝所述卷取机方向运行,直至一卷钢卷的表面清洗作业、涂镀作业完成。
较佳的,所述连续生产包括以下步骤:
S1、将第一卷钢卷置于一个所述开卷机上,完成穿带;
S2、所述入口真空锁、所述出口真空锁压紧;
S3、真空泵启动,所述真空室开始抽真空;
S4、待所述真空室内的真空度达到设定值后,开启所述真空气相沉积装置的加热;
S5、待所述真空气相沉积装置的温度达到设定值后,所述等离子除鳞装置处于准备阶段;
S6、所述传动辊、所述等离子除鳞装置、所述真空气相沉积装置均启动;
S7、所述带钢沿所述传动辊朝所述卷取机方向运行;
S8、将第二卷钢卷置于另一个所述开卷机上,待所述第一卷钢卷运行至带尾时,所述清洗涂镀联合机组降速;
S9、所述焊机将所述第二卷钢卷的带头和所述第一卷钢卷的带尾焊接起来,所述清洗涂镀联合机组升速;
S10、当所述第二卷钢卷的带头和所述第一卷钢卷的带尾之间的焊缝到达所述分卷剪位置时,所述分卷剪动作,实现分卷;
S11、再取第三卷钢卷置于一个所述开卷机上,重复S2至S9操作,实现连续生产过程。
较佳的,所述步骤1)和/或步骤S1中,完成穿带进一步包括:
将所述钢卷置于所述开卷机上后,所述钢卷的带钢头部由所述开卷机依次经过所述矫直机、所述入口真空锁、所述等离子除鳞装置、所述二级入口真空锁、所述真空气相沉积装置和所述出口真空锁后,到达所述卷取机,由所述卷取机咬紧所述钢卷的带钢头部。
较佳的,所述步骤4)和/或步骤S4中,所述真空室内的真空度设定值在10
较佳的,所述步骤5)和/或步骤S5中,所述真空气相沉积装置的温度设定值在800~1000℃之间。
较佳的,所述步骤6)和/或步骤S6中,所述等离子除鳞装置的真空度为10
本发明所提供的一种镀锌钢板/卷的清洗涂镀联合机组及其生产方法,可以高效、高质量地实现热轧或者冷轧带钢的涂镀。无三废排放,具有安全环保的优势。此外,可以实现几乎所有基材及镀材的涂镀,应用范围广。
附图说明
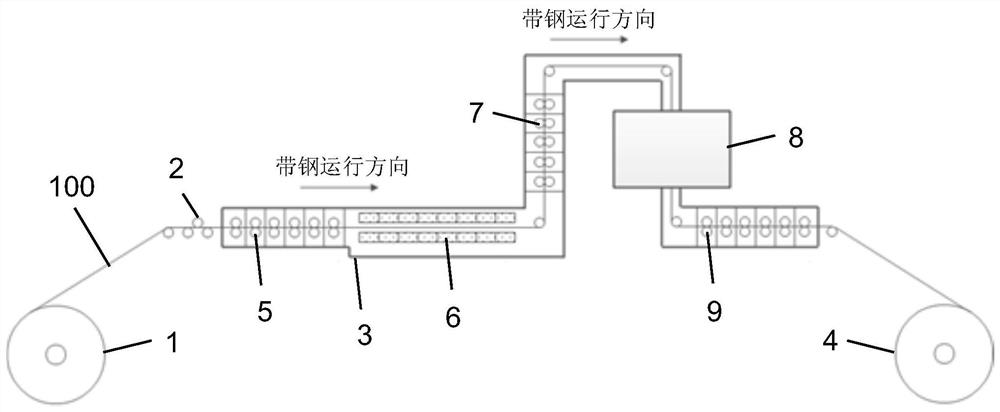
图1是本发明机组用于单卷生产时的布置示意图;
图2是本发明机组用于连续生产时的布置示意图;
图3是本发明机组中蒸发坩埚布置于真空室外时,用于单卷生产的布置示意图;
图4是本发明机组中蒸发坩埚布置于真空室外时,用于连续生产的布置示意图;
图5是本发明机组中蒸发坩埚布置于真空室内时,用于单卷生产的布置示意图;
图6是本发明机组中蒸发坩埚布置于真空室内时,用于连续生产的布置示意图。
具体实施方式
下面结合附图和实施例进一步说明本发明的技术方案。
本发明所提供的一种镀锌钢板/卷的清洗涂镀联合机组,沿传动辊运送带钢100的方向依次设置,当适用于单卷生产时,请结合图1所示,本发明机组包括开卷机1,安装于开卷机1后道工序位置的矫直机2,安装于矫直机2后道工序位置的真空室3,安装于真空室3后道工序位置的卷取机4。
在真空室3内沿带钢100运行方向依次设置有入口真空锁5、等离子除鳞装置6、二级入口真空锁7、真空气相沉积装置8和出口真空锁9。
本发明清洗涂镀联合机组还包括为真空气相沉积装置8提供蒸发源的蒸发坩锅801,蒸发坩锅801设置于真空室3内或真空室3外。
热轧或冷轧钢卷置于开卷机1上后,经过矫直机2的矫直,使带钢100表面较为平整,接着,带钢100进入入口真空锁5,逐级进入真空环境,到了等离子除鳞装置6进行清洗,经过等离子除鳞装置6内上下两个电极之间的空间,带钢100的上下表面接受等离子放电,鳞皮或者油污被高效去除,且表面被活化,满足真空沉积的表面要求,可以采用PVD(物理气相沉积)或者CVD(化学气相沉积)的方式进行真空沉积。由于真空气相沉积装置8所要求的真空度比等离子除鳞装置6所要求的真空度高(等离子除鳞装置6的压力是10
当适用于连续生产时,请结合图2所示,本发明机组包括开卷机1、10,安装于开卷机1、10后道工序位置的焊机11,安装于焊机11后道工序位置的矫直机2,安装于矫直机2后道工序位置的真空室3,安装于真空室3后道工序位置的分卷剪12,安装于分卷剪12后道工序位置的卷取机4。
在真空室3内沿带钢100运行方向依次设置有入口真空锁5、等离子除鳞装置6、二级入口真空锁7、真空气相沉积装置8和出口真空锁9。
为真空气相沉积装置8提供蒸发源的蒸发坩埚801可以安装于真空室3内,也可以安装于真空室3外。
热轧或冷轧第一卷钢卷和第二卷钢卷分别置于开卷机1、10上后,经过矫直机2的矫直,使带钢100表面较为平整,接着,第一卷钢卷的带钢100进入入口真空锁5,逐级进入真空环境,到了等离子除鳞装置6进行清洗,经过等离子除鳞装置6内上下两个电极之间的空间,带钢100的上下表面接受等离子放电,鳞皮或者油污被高效去除,且表面被活化,满足真空沉积的表面要求,可以采用PVD(物理气相沉积)或者CVD(化学气相沉积)的方式进行真空沉积(根据所要镀的材料决定选择的沉积方式)。由于真空气相沉积装置8所要求的真空度比等离子除鳞装置6所要求的真空度高(等离子除鳞装置6的压力是10
值得一提的是,本发明机组中真空气相沉积装置8所用真空沉积的材料几乎没有限制,可以是Zn、Al、Mg、Zn-Mg、Al-Mg、Zn-Al-Mg等金属或者合金之一,还可以是含Mn、Cr、Sn、N i、Wu等高熔点金属的合金材料。
本发明还提供了一种基于镀锌钢板/卷的清洗涂镀联合机组的操作方法,包括适用于一个开卷机1的单卷生产和适用于两个开卷机1、10的连续生产。
以来料为热轧带钢100,厚度为3mm,宽度为1500mm,采用本发明方法的单卷生产进行镀锌,具体如下:
1)将钢卷置于开卷机1上后,钢卷的带钢100头部由开卷机1依次经过矫直机2、入口真空锁3、等离子除鳞装置6、二级入口真空锁7、真空气相沉积装置8和出口真空锁9后,到达卷取机4,由卷取机4咬紧钢卷的带钢100头部,完成穿带;
2)入口真空锁3、二级入口真空锁7和出口真空锁9的压辊压下,真空泵启动,真空室3开始抽真空;
3)待真空室3内的真空度达到设定值10
4)待蒸发坩埚801的温度达到设定值800~1000℃的要求后,等离子除鳞装置6处于准备阶段(如掺入惰性气体、加热带钢100等);
5)传动辊启动、等离子除鳞装置6启动、蒸发坩埚801启动、带钢冷却装置启动;
6)带钢100沿传动辊朝卷取机4方向运行,直至一卷钢卷4的表面清洗作业、涂镀作业完成。
再以来料为热轧带钢100,厚度为3mm,宽度为1500mm,采用本发明方法的连续生产进行镀锌,具体如下:
S1、将钢卷置于开卷机1上后,钢卷的带钢100头部由开卷机1依次经过矫直机2、入口真空锁3、等离子除鳞装置6、二级入口真空锁7、真空气相沉积装置8和出口真空锁9后,到达卷取机4,由卷取机4咬紧钢卷的带钢100头部,完成穿带;
S2、入口真空锁3、二级入口真空锁7和出口真空锁9的压辊压下,真空泵启动,真空室3开始抽真空;
S3、待真空室内的真空度达到设定值10
S4、待蒸发坩埚801的温度达到设定值800~1000℃的要求后,等离子除鳞装置6处于准备阶段(如掺入惰性气体、加热带钢100等);
S5、传动辊启动、等离子除鳞装置6启动、蒸发坩埚801启动、带钢冷却装置启动;
S6、带钢100沿传动辊朝卷取机4方向运行;
S7、将第二卷钢卷置于开卷机10上,待第一卷钢卷运行至带尾时,本发明机组开始降速;
S8、焊机11将第二卷钢卷的带头和第一卷钢卷的带尾焊接起来,本发明机组再升速;
S9、当第二卷钢卷的带头和第一卷钢卷的带尾之间的焊缝到达分卷剪12位置时,分卷剪12动作,实现分卷;
S10、再取第三卷钢卷置于一个开卷机1上,重复S2至S9操作,实现连续生产过程。
由于Zn是低熔点技术,可以采用热蒸发方式形成蒸汽,并喷射到带钢100表面沉积。以感应加热或者电阻加热的方式加热蒸发坩埚801内的Zn,蒸发坩埚801可以有两种布置方式,即位于真空室3内或者真空室3外。如图3所示的蒸发坩埚801布置于真空室3外,且用于单卷生产时;如图4所示的蒸发坩埚801布置于真空室3外,且用于连续生产时;如图5所示的蒸发坩埚801布置于真空室内时,且用于单卷生产时;如图6所示的蒸发坩埚801布置于真空室内时,且用于连续生产时。
本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本发明,而并非用作为对本发明的限定,只要在本发明的实质精神范围内,对以上所述实施例的变化、变型都将落在本发明的权利要求书范围内。
- 一种镀锌钢板/卷的清洗涂镀联合机组及其生产方法
- 一种涂镀机组带钢表面的清洗方法