一种不同直径材料的连接方法及连接装置
文献发布时间:2023-06-19 13:48:08
技术领域
本发明属于建筑工程领域,涉及一种建筑材料连接技术,具体涉及一种不同直径材料的连接方法及连接装置,用于钢材之间或者钢材与其他材料之间的连接。
背景技术
目前用于建筑混凝土结构中,钢筋材料大多采用搭接绑扎和直螺纹套筒连接,搭接绑扎连接方式连接强度不足,采用至螺纹套筒连接时若操作人员未能将套筒准确的对正钢筋中线,在螺纹未完全咬正的情况下即采用板手旋拧,易导致钢筋无法拧到位,从而降低钢筋和直螺纹套筒之间的连接质量。因此实际上两种连接方式存在较多技术缺陷。专利CN106906957 A公开了一种复合式轴向冷挤压钢筋连接套筒及安装工具。复合式轴向冷挤压钢筋连接套筒,包括内套和外套,内套具有内套套筒部,内套套筒部为沿内套套筒部的长度方向贯穿的一个完整的筒形,内套套筒部的外表面的至少一端设有外锥形部,外锥形部的沿内套套筒部的长度方向的外端的直径小于外锥形部的沿内套套筒部的长度方向的内端的直径;外套具有外套套筒部,外套套筒部为沿外套套筒部的长度方向贯穿的筒形,外套套筒部的内表面的一端设有内锥形部,内锥形部的沿内套套筒部的长度方向的外端的直径大于内锥形部的沿内套套筒部的长度方向的内端的直径。该复合式轴向冷挤压钢筋连接套筒能够提高加工效率。该专利通过冷挤压套筒提供了非常可靠的连接强度和简单操作方式,大大提高了施工效率;但是该技术只适合于同种材料连接,对于不同材料,特别是直径不一样的材料,无法进行连接,比如热轧带肋钢筋与预应力混凝土用的预应力钢棒的连接,预应力钢棒的强度为1400MPa左右,热轧带肋钢筋强度为500MPa左右,这两种材料的强度有明显的区别,将两种材料连接在一起,为了保证能够承受的力度一样,热轧带肋钢筋直径必须大于预应力钢棒,然而直径不同采用上述专利技术无法使用,对于该种类型连接,现连接方式大多采用搭接绑扎的方式,受两个方面因素的影响连接结构存在安全隐患,具体为:一方面是施工质量问题,由于现场施工单位及人员的水平差异搭接绑扎的质量不可控,质量控制人为因素较大,给工程造成安全隐患,另一方面这种搭接绑扎方式浪费材料成本且施工所需时间较长,影响了工程的进度,这样不仅造成施工成本的浪费,同时影响了施工效率。还有较少的采用焊接方式连接,因材质不同,其焊接质量不可控,并且具有施工过程安全隐患的存在。所以急需一种连接技术能够连接不同材料种类,并且不受材料直径大小限制。
发明内容
本发明的目的在于提供一种用于不同直径材料的连接方法及连接装置,用于不同直径材料的连接,以解决现有连接技术中不同直径材料无法连接,且连接位置的抗拉强度、剪切力等不能满足结构、设计要求问题,在连接过程中对连接的质量要求更高的问题,可以适应不同种类材料连接,也能适应不同大小直径材料连接。
为了解决上述技术问题,本发明采用如下技术方案:
一种用于不同直径材料的连接装置,其特征在于:包括连接套筒、锁紧片和缩径套,所述连接套筒具有轴向贯穿的内孔,其一端为等径端,另一端为缩径端,所述等径端内径大于待连接的大直径材料外径,所述缩径端的内孔从中间至端部逐渐缩小形成用于连接小直径材料的锥形内孔,所述锁紧片设于被连接小直径材料与锥形内孔的孔壁之间;所述连接套筒的外径介于缩径套的大小内径之间;所述缩径套用于在外力作用下套在连接套筒上并沿轴向穿过,使连接套筒产生径向塑性形变,对于等径端,连接套筒的塑性形变直接挤压并咬合在大直径材料表面;对于缩径端,连接套筒的塑性形变通过锁紧片挤压并咬合在小直径材料表面;从而将大直径材料与小直径材料通过连接套筒连接在一起。
进一步地,所述连接套筒内壁为大量凸起或沟槽组成的粗糙面。
进一步地,所述连接套筒的等径端内壁被加工成内螺纹或者若干环形凹槽。
进一步地,所述锁紧片整体为锥形筒体,锥形筒体外壁设有与连接套筒缩径端匹配的锥度,锥形筒体中心设有直径略大于被连接小直径材料外径的连接轴孔。
进一步地,所述连接轴孔内壁被加工成内螺纹、轴向沟槽或者若干环形沟槽。
进一步地,作为锁紧片的锥形筒体在侧壁上开设有若干沿着轴的变形凹槽,或者所述锁紧片为由若干瓣扇形筒体拼接而成的锥形筒体,扇形筒体之间间隙为变形缝。
进一步地,所述锁紧片硬度大于连接套筒,锁紧片的变形为非塑性变形。
进一步地,所述连接套筒的缩径端内端部设有防止锁紧片滑脱的内凸台。
进一步地,所述连接套筒的等径端外端部设有便于与缩径套对准的引头倒角。
进一步地,所述连接套筒的等径端外径比缩径端外径大1-3mm,使得通过缩径套挤压后,连接套筒两端外径相同。
进一步地,所述连接套筒的长径比为4-16。
进一步地,所述大直径材料和小直径材料种类相同或者不同。
进一步地,所述大直径材料为热轧带肋钢筋,小直径材料为预应力混凝土钢棒。
本发明还提供一种不同直径材料连接方法,采用上述连接装置,包括以下步骤:
步骤1、先将锁紧片从等径端放入到缩径端内,将小直径材料从缩径端的端部穿入,从锁紧片内穿过后到达连接套筒的中部;
步骤2、将缩径套套在大直径材料上,然后将大直径材料的连接端置于连接套筒的等径端内,移动锁紧套,使其大内径端套在连接套筒上;
步骤3、将缩径套与外力装置相连,通过外力驱动缩径套沿着连接套筒轴向运动,使得缩径套的小内径端沿着连接套筒运动一遍,通过缩径套缩径挤压力径向挤压连接套筒,使得连接套筒产生塑性形变,连接套筒的等径端被挤压后产生塑性形变与大直径材料紧密结合,产生连接强度足够的静摩擦力;连接套筒的缩径端被挤压后产生塑性形变,并挤压内部的锁紧片,锁紧片变形后与小直径材料紧密结合,产生连接强度足够的静摩擦力;同时由于锁紧片的外壁和连接套筒均为锥形,当锁紧片相对于连接套筒具有滑脱位移或者趋势时,连接套筒内部能进一步对锁紧片施加径向的锁紧力,使得锁紧片进一步径向变形挤压小直径材料,产生自锁作用。
本发明有益效果如下:
本发明通过巧妙设计了锁紧片和连接套筒的连接结构,解决了不同直径大小材料无法连接的问题,本发明通过对锁紧片外壁和连接套筒内部锥度设计,对小直径材料提供了自锁功能,完美的解决了大小不同直径材料连接过程中,小直径材料往往连接强度不够的问题。本发明结构简单,稳定可靠,操作容易,适合现场施工,能够大大提高施工效率,节省施工材料。
附图说明
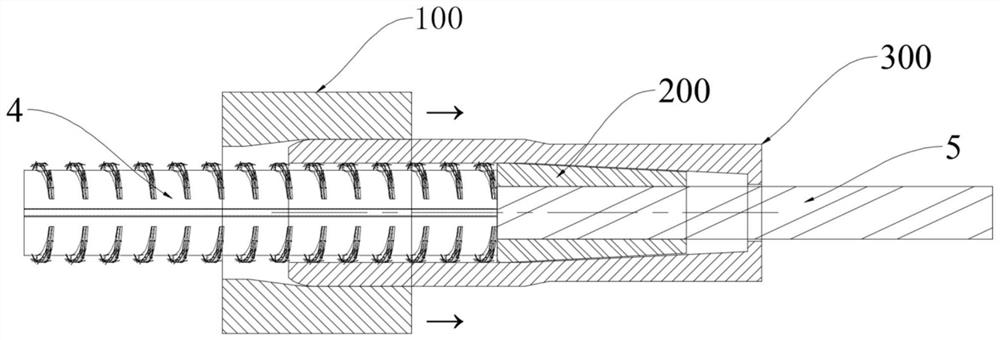
图1为本发明实施例1缩径套挤压前连接装置连接不同直径材料结构剖切示意图。
图2为本发明实施例1连接套筒剖切示意图。
图3为本发明实施例1缩径套剖切示意图。
图4为本发明实施例1锁紧片横切示意图。
图5为本发明实施例1锁紧片轴向剖切示意图。
图6为本发明实施例1缩径套挤压后连接装置连接不同直径材料结构剖切示意图。
图7为本发明2锁紧片横切示意图。
图8为本发明实施例2锁紧片轴向剖切示意图。
100-缩径套,101-小内径端,102-大内径端,200-锁紧片,201-扇形筒体,202-变形缝,203-内螺纹,204-变形凹槽,205-锥形筒体,206-连接轴孔,300-连接套筒,301-等径端,302-缩径端,303-内螺纹,304-引头倒角,305-内凸台,4-热轧带肋钢筋,5-预应力混凝土钢棒。
具体实施方式
下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例用于说明本发明,但不能用来限制本发明的范围。
在本发明的描述中,需要说明的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
实施例1:如图1至图6所示,本发明提供一种用于不同直径材料的连接装置,大直径材料为热轧带肋钢筋4,小直径材料为预应力混凝土钢棒5,连接装置用于将热轧带肋钢筋4和预应力混凝土钢棒5连接在一起,并且还要满足预应力混凝土钢棒5的张拉要求。连接装置包括连接套筒300、锁紧片200和缩径套100,所述连接套筒300具有轴向贯穿的内孔,其一端为内径不变的等径端301,另一端为内径缩小的缩径端302,所述等径端301内径大于待连接的热轧带肋钢筋4外径,所述缩径端302的内孔从中间至端部逐渐缩小,形成锥形内孔,所述锥形内孔用于连接预应力混凝土钢棒5,所述锁紧片200设于预应力混凝土钢棒5与缩径端302的锥形内孔的孔壁之间;所述缩径套100用于在外力作用下套在连接套筒300上并沿轴向穿过,使连接套筒300产生径向塑性形变,对于等径端301,连接套筒300的塑性形变直接挤压并咬合在热轧带肋钢筋4表面,将连接套筒300压热轧带肋钢筋4连接在一起;对于缩径端302,连接套筒300的塑性形变挤压锁紧片200,锁紧片200挤压咬合在预应力混凝土钢棒5表面产生静摩擦力,将连接套筒300与预应力混凝土钢棒5连接在一起。如图3所示,缩径套100中部设有通孔,前端为大内径端102,后端为小内径端101,大小内径端之间采用平滑过渡;所述连接套筒300的外径大于缩径套100的小内径端101的内径且小于锁紧套的大内径端102的内径;所述锁紧片200为由若干瓣扇形筒体201拼接而成的锥形筒体205,也可以看做将锥形筒体205切割成若干扇形部分,然后再次组装在一起形成,扇形筒体201之间间隙为变形缝202。
使用时,如图1所示,先将锁紧片200从等径端301放入到缩径端302内,然后将预应力混凝土钢棒5从缩径端302的端部穿入,从锁紧片200内穿过后到达连接套筒300的中部,然后将缩径套100套在热轧带肋钢筋4上,然后将热轧带肋钢筋4的连接端置于连接套筒300的等径端301内;之后将缩径套100与外力装置相连,比如液压设备相连(或者可以采用专利CN 209261059 U所公开的操作装置),通过液压设备驱动缩径套100沿着连接套筒300轴向运动,图1中箭头为缩径套100运动方向,当缩径套100通过等径端301时,将连接套筒300径向挤压,使得连接套筒300塑性变形,连接套筒300的等径端301的内表面变形切入热轧带肋钢筋4的肋部,与热轧带肋钢筋4紧密咬合,从而能够将热轧带肋钢筋4嵌入到等径端301的连接套筒300内,而不会发生相对的滑动。当缩径套100通过缩径端302时,将连接套筒300径向挤压,使得连接套筒300塑性变形,连接套筒300的变形挤压内部的锁紧片200,使得锁紧片200由轴向力转化成径向力使得锁紧片整体咬合到预应力混凝土钢棒5的表面,从而能够将预应力混凝土钢棒5嵌入到缩径端302的锁紧片200内,而不会发生相对的滑动;同时由于锁紧片200的外壁和连接套筒300均为锥形,当锁紧片200相对于连接套筒300具有滑脱位移或者趋势时,连接套筒300内部能进一步对锁紧片200施加径向的锁紧力,使得锁紧片200进一步径向变形挤压预应力混凝土钢棒5,因此无论预应力混凝土钢棒5外表面是否有肋部,锁紧片200都能牢牢的将预应力混凝土钢棒5箍住,产生足够大的摩擦力,使得预应力混凝土钢棒5与锁紧片200连接为一体,而锁紧片200通过锥形设计又能与连接套筒300紧密连接在一起,因此可以完全保证连接强度满足预应力混凝土钢棒5的张拉所需强度。
另外由于热轧带肋钢筋4和预应力混凝土钢棒5端部接触在一起,实际上在连接套筒300的缩径端302发生径向塑性变形时,由于径向挤压作用和锥形设置,锁紧片200会向连接套筒300中间进行微小移动,使得热轧带肋钢筋4和预应力混凝土钢棒5端部产生一定接触力,这个接触力的反作用力会使得锁紧片200与连接套筒300的锥形孔之间进一步锁死,从而大幅度提高连接强度。
实施例2,如图7和图8所示,其他与实施例1相同,区别在于,所述锁紧片200是由锥形筒体205在内壁开设若干沿着轴的变形凹槽204形成,变形凹槽204没有严重径向挖通,所以锁紧片200整体上还是锥形筒体205,挖到部分为锁紧片200的径向压缩变形提供了空间。
需要说明的是,本发明连接套筒300内壁可以为平面或者大量凸起或凹槽组成的粗糙面,具体形态不做限制,连接套筒300变形时,粗糙面能产生足够大的静摩擦力将连接套筒300与热轧带肋钢筋4连接在一起。
需要说明的是,连接套筒300的材料一般不做要求,能够满足强度要求并且能够进行塑性形变即可,具体较忧的可以采用20号或者45号刚。
实施例3,其他部分与实施例1相同,如图2、5所示,区别在于:所述连接套筒300的等径端301内壁被加工成内螺纹303或者若干环形凹槽;整体的锥形筒体205内壁被加工成内螺纹203或者若干环形凹槽,锥形筒体205外壁设有与连接套筒300的缩径端302匹配的锥度,锥形筒体205中心设有直径略大于预应力混凝土钢棒5外径的连接轴孔206。通过内螺纹设置增加了咬合能力,提高了连接强度,降低了驱动缩径套的驱动力。
使用时,当缩径套100通过等径端301时,将连接套筒300径向挤压,使得连接套筒300塑性变形,连接套筒300的等径端301的内螺纹303切入热轧带肋钢筋4的肋部,内螺纹303与热轧带肋钢筋4紧密咬合,从而能够将热轧带肋钢筋4嵌入到等径端301的连接套筒300内,而不会发生相对的滑动。当缩径套100通过缩径端302时,将连接套筒300径向挤压,使得连接套筒300塑性变形,连接套筒300的变形挤压内部的锁紧片200,锁紧片200塑性变形后,使得锁紧片200内壁的内螺纹203切入预应力混凝土钢棒5的肋部,内螺纹203与预应力混凝土钢棒5紧密咬合,从而能够将预应力混凝土钢棒5嵌入到缩径端302的锁紧片200内,而不会发生相对的滑动。
如图2所示,为了便于安装连接和安全保障,所述连接套筒300的缩径端302内端部设有防止锁紧片200滑脱的内凸台305。
如图2所示,为了在节约材料和提供锁紧力之间平衡,所述连接套筒300的缩径端302内孔缩小锥面倾斜角度为3-15度。
如图2所示,所述连接套筒300的等径端301外端部设有便于与缩径套100对准的引头倒角304,倾斜角度为10-30度,设置引头倒角304大大降低了连接套筒300与缩径套100的对准要求,无需刻意高精度对准,通过引头倒角304能自动引导对准。
如图2所示,所述连接套筒300的等径端301外径比缩径端302外径大1-3mm,使得通过缩径套100挤压后,连接套筒300两端外径相同,达到更好的外观效果,之所以如此,是因为对于大直径材料,连接套筒300的径向变形量比较大才能达到较好的箍紧效果,对于小直径材料,较小的变形量就能达到较好的箍紧效果。
如图2所示,所述连接套筒300的长径比为4-16,也就是说一般情况下,对于连接套筒300,等径端301和缩径端302的长径比均为2-4,一般来说2:1的长径比使得连接套筒300和连接材料之间产生的静摩擦力足以满足要求,当然等径端301和缩径端302长度可以根据需要进行调整,比如对于表面相对光滑的连接材料,需要提高长径比,对于连接端,长径比可以达到4-8;对于表面比较粗糙或者表面肋部比较突出的,可以适当降低连接端的长径比,降低连接装置体积,节省材料,也降低挤压的外界动力。
需要说明的是,对于不同的不同直径材料连接,本发明给出了大直径材料为热轧带肋钢筋4,小直径材料为预应力混凝土钢棒5的举例说明,实际上不限于这两种材料,不同直径的材料类型可以相同或者不同,不做具体限制。比如不同材质的机械连接:钢筋与玻璃纤维筋,预应力钢筋与钢筋,碳纤维与钢筋,钢绞线与钢筋。相同材质的机械连接:钢筋与钢筋,预应力钢筋与预应力钢筋,玻璃纤维筋与玻璃纤维筋,碳纤维材料与碳纤维材料,防腐环氧树脂钢筋的连接,复合钢筋与复合钢筋的连接等。
对于钢筋材料,一般表面都存在螺纹或者凸起肋部,因此,连接套筒300产生塑性变形后很容易与钢筋材料表面的螺纹或者凸起肋部咬合,产生咬合力,从而将连接套筒300与连接材料牢固连接在一起。对于其他材料,只要是表面超光滑,当然对于表面超光滑可以采用机械打磨加工手段变成粗糙表面,连接套筒300产生塑性变形后的粗糙面与连接材料之间就能产生足够的静摩擦力,以达到连接强度要求。
以上实施方式仅用于说明本发明,而非对本发明的限制。尽管参照实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,对本发明的技术方案进行各种组合、修改或者等同替换,都不脱离本发明技术方案的精神和范围,均应涵盖在本发明的权利要求范围当中。
- 一种不同直径材料的连接方法及连接装置
- 一种新型不同直径的电力管连接装置