一种碳陶铝合金刹车盘及其制备方法
文献发布时间:2023-06-19 13:49:36
技术领域
本发明涉及一种碳陶铝合金刹车盘及其制备方法,属于制动设备技术领域。
背景技术
碳陶刹车盘是采用碳纤维增强碳化硅基复合材料制作而成的一种刹车盘,结合了碳纤维和多晶碳化硅这两者的物理特性,具有密度低、耐高温、摩擦性能高且稳定等优点,在汽车、高速列车、飞机等高能刹车领域具有广泛的应用前景。碳陶刹车盘最主要的缺点是生产过程复杂,时间周期长,成本高昂。
其中碳陶刹车盘除了环状的摩擦盘还有与之安装的合头,两者之间使用螺栓固定。合头是铸造之后再进行加工,加工部位包括与轮毂轴承的安装面、安装孔以及与碳陶摩擦盘的安装面、安装孔。
如果将合头与碳陶摩擦盘一起熔合铸造将省去合头与碳陶摩擦盘安装面和安装孔的加工程序以及对应的螺栓零件的组装工序,其制备方法也发生了改变。
发明内容
本发明要解决的技术问题是提供一种碳陶铝合金刹车盘及其制备方法,以解决背景技术中现有碳陶刹车在固定时,安装工序繁琐的问题,且降低生产成本。
为了解决上述技术问题,本发明的方案为:
一种碳陶铝合金刹车盘,包括碳陶摩擦盘及浇筑共熔在所述碳陶摩擦盘上的铝合金盘帽,所述碳陶摩擦盘上开设有若干通风槽和通风孔。
所述碳陶摩擦盘与铝合金盘帽相接的位置处设置有接头。
所述接头上表面的中间设置圆弧形状的凹槽,所述接头下表面的设置有向下的斜度,倾斜角度为12
所述通风槽的数量为20个,所述通风孔的数量为40个。
所述接头的数量为12个。
一种碳陶铝合金刹车盘的制备方法,包括以下步骤:
步骤一:将所述碳陶摩擦盘固定在工作台上;
步骤二:安装浇铸模具;
步骤三:将融化的铝合金溶液从浇铸模具的浇注口注入,此时,再将其放入到加热炉内继续加热,升温至600-800℃,待其融合后,取出等待冷却即得碳陶铝合金制动盘;
步骤四:将冷却后的碳陶铝合金制动盘进行精加工即可。
与现有技术相比,本发明的有益效果为:
本发明提供了一种碳陶铝合金刹车盘,将碳陶摩擦盘和盘帽连接使用浇铸共熔的连接方式,若干通风槽和通风孔的设置,主要是便于散热,且本发明的碳陶铝合金刹车盘采用专门的制备方法,将其浇铸共熔为一体,此连接方式有降低零件数量,减少加工安装工序,降低成本等优势。
附图说明
图1为本发明的碳陶铝合金刹车盘整体结构示意图;
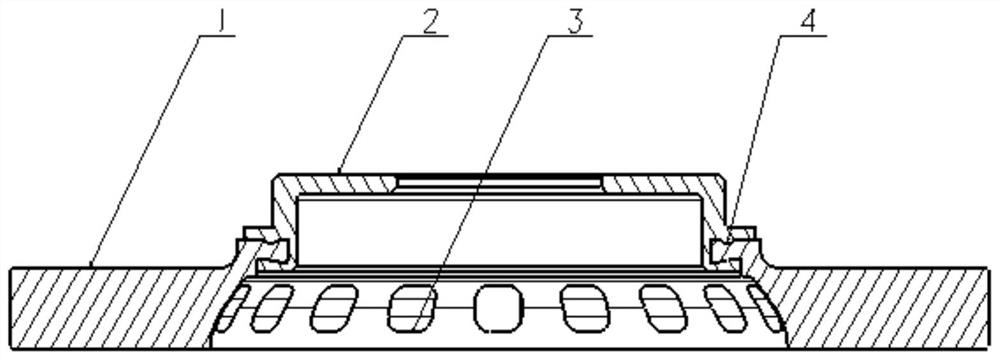
图2为本发明的碳陶铝合金刹车盘整体截面示意图;
图3为本发明的碳陶铝合金刹车盘的接头结构示意图;
图4为本发明的碳陶铝合金刹车盘的铝合金盘帽截面示意图。
具体实施方式
下面结合附图对本发明的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本发明,但并不构成对本发明的限定。此外,下面所描述的本发明各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
参照图1-4,本发明的一种碳陶铝合金刹车盘,包括碳陶摩擦盘1及浇铸共熔在所述碳陶摩擦盘1上的铝合金盘帽2,所述碳陶摩擦盘1上开设有若干通风槽3和通风孔5。
所述碳陶摩擦盘1与铝合金盘帽2相接的位置处设置有接头4。所述接头4 上表面的中间设置圆弧形状的接头槽6,所述接头4下表面的设置有向下的斜度,倾斜角度为12
所述通风槽3的数量为20个,所述通风孔5的数量为40个。
所述接头4的数量为12个。
一种碳陶铝合金刹车盘的制备方法,包括以下步骤:
步骤一:将所述碳陶摩擦盘1固定在工作台上;
步骤二:安装浇铸模具;
步骤三:将融化的铝合金溶液从浇铸模具的浇注口注入,此时,再将其放入到加热炉内继续加热,升温至600-800℃,待其融合后,取出等待冷却即得碳陶铝合金制动盘;
步骤四:将冷却后的碳陶铝合金制动盘进行精加工即可;加工内容包括盘帽与轮毂轴承的安装面、安装孔,以及去除浇铸残留的毛刺。
以上结合附图对本发明的实施方式作了详细说明,但本发明不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本发明原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本发明的保护范围内。
- 一种碳陶刹车材料的制备方法和一种碳陶刹车盘的制备方法
- 一种碳陶铝合金刹车盘及其制备方法