一种棒材高速全自动激光打标机
文献发布时间:2023-06-19 13:51:08
技术领域
本发明涉及打标机技术领域,具体的,涉及一种棒材高速全自动激光打标机。
背景技术
打标机是一个广义的概念,它主要分为气动、激光、电腐蚀三大类型。气动:电脑控制,打印针在压缩空气作用下做高频冲击运动,从而在工件上打印出有一定深度的标记,标记特点:有较大深度;激光打标机是用激光束在各种不同的物质表面打上永久的标记,打标的效应是通过表层物质的蒸发露出深层物质,从而刻出精美的图案、商标和文字;电腐腐蚀主要打印固定不变的商标,就像盖章一样,但是打印内容变化不方便。
激光打标机是用激光束在各种不同的物质表面打上永久的标记。打标的效应是通过表层物质的蒸发露出深层物质,从而刻出精美的图案、商标和文字,激光打标机主要分为,CO2激光打标机,半导体激光打标机、光纤激光打标机和YAG激光打标机,激光打标机主要应用于一些要求更精细、精度更高的场合。应用于电子元器件、集成电路(IC)、电工电器、手机通讯、五金制品、工具配件、精密器械、眼镜钟表、首饰饰品、汽车配件、塑胶按键、建材、PVC管材。
而在圆柱状金属产品例如:钻头、口红打标过程中,棒材在进入运料空间内后,会在运料空间中运动,导致打标机在打标过程中无法准确的打到棒材上,而将运料空间变小后,棒材又不易从运料空间中送出,导致出现重复打标的现象,而这也是本行业的一个难题。
因此我们亟需一种方案解决上述问题。
发明内容
本发明提出一种棒材高速全自动激光打标机,解决了相关技术中打标过程中,棒材晃动导致打标不准确的问题。
本发明的技术方案如下:
一种棒材高速全自动激光打标机,包括,
机身,
转盘,所述转盘转动设置在所述机身上,
送料件,所述送料件沿所述转盘圆周方向均匀设置,相邻所述送料件组成送料空间,所述送料空间用于盛放棒材,
打标器,所述打标器设置在所述机身上,所述打标器位于所述转盘的上方,所述打标器的工作方向指向位于所述转盘最高点两侧任一侧的棒材。
作为进一步技术方案,所述打标器的工作方向竖直向下。
作为进一步技术方案,所述送料件的截面为梯形,所述送料件固定在所述转盘的一侧宽度大于另一侧。
作为进一步技术方案,还包括检测机构,所述检测机构设置在所述机身上,所述检测机构包括,
固定台,所述固定台设置在所述机身上,
从动轮,所述从动轮转动设置在所述固定台上,从动轮与所述转盘周面接触,
角度检测器,所述角度检测器设置在所述固定台上,所述角度检测器用于检测所述从动轮的角度,所述角度检测器的信号输出端与所述打标器的控制端连接。
作为进一步技术方案,所述检测机构还包括,
连接件,所述连接件一端转动设置在所述固定台上,所述角度检测器设置在所述连接件另一端,
弹性件,所述弹性件一端设置在所述固定台上,所述弹性件另一端设置在所述连接件上,所述弹性件提供所述连接件靠近所述转盘的作用力。
作为进一步技术方案,还包括入料机构,所述入料机构设置在所述机身上,所述入料机构位于所述转盘的入料端,所述入料机构包括,
入料板,所述入料板设置在所述机身上,所述入料板倾斜设置,所述入料板与所述转盘形成入料空间,所述入料板具有缓冲部,所述缓冲部与水平方向的夹角小于所述入料板与水平方向的夹角。
作为进一步技术方案,所述入料机构还包括挡板,所述挡板设置在所述机身上,所述挡板将所述入料空间分为上料空间和备料空间,所述挡板与所述入料板之间具有连接通道,所述连接通道用于连接所述上料空间和所述备料空间。
作为进一步技术方案,还包括出料槽,所述出料槽设置在所述机身上,所述出料槽位于所述转盘的出料端,所述出料槽底部具有第一弧形槽和第二弧形槽,第一弧形槽靠近所述转盘的出料端,所述第二弧形槽的底部低于所述第一弧形槽底部。
作为进一步技术方案,还包括油刷,所述油刷设置在所述机身上,所述油刷位于所述转盘的出料端,所述油刷的工作端与所述送料空间接触。
作为进一步技术方案,还包括除烟风筒,所述除烟风筒设置在所述机身上,所述除烟风筒的入口端位于所述打标器工作端所指向的所述送料空间处。
本发明的工作原理及有益效果为:
本发明中,一种棒材高速全自动激光打标机,包括机身、转盘、送料件和打标器,转盘转动设置在机身上,送料件沿转盘圆周方向均匀设置,相邻送料件组成送料空间,送料空间用于盛放棒材,打标器设置在机身上,打标器位于转盘的上方,打标器的工作方向位于转盘最高点两侧任一侧的棒材,
工作时,棒材从转盘的的两侧进入相邻送料件之间的送料空间,跟随转盘转动,当转动到转盘的下半部时,棒材受重力影响从送料空间内脱离,进入到出料槽内,当棒材在跟随转盘转动的过程中,棒材的因重力原因只会运动在上半部分,而在转盘除最顶端位置时,棒材均会因重力原因靠近送料空间内一侧的内壁,这些位置时,棒材处于最稳定状态,在转盘因电机带动过程中出现的震动会最小的影响棒材的位置,打标机的工作位置指向这些位置的棒材时,打标最为准确,
有益效果,通过设置打标机的工作方向的指向,使其指向除转盘最顶端位置时,打标机在打标过程中因棒材自身震动而影响的打标效果最少,使打标可以最稳定,而又因作用目标为棒材,因此打标位置位于棒材的圆周均可,因此只需减少棒材因震动的横向位移即可,使打标效果更好。
附图说明
下面结合附图和具体实施方式对本发明作进一步详细的说明。
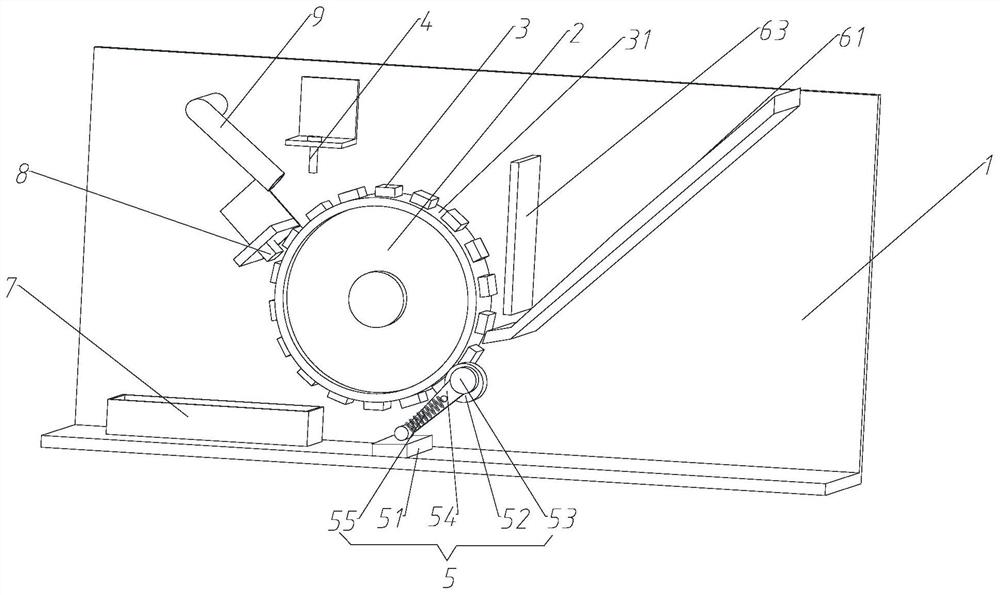
图1为本发明结构示意图;
图2为本发明结构主视图;
图3为本发明图2中A处局部放大图;
图4为本发明结构出料槽剖视图;
图中:1、机身,2、转盘,3、送料件,31、送料空间,4、打标器,5、检测机构,51、固定台,52、从动轮,53、角度检测器,54、连接件,55、弹性件,6、入料机构,61、入料板,62、入料空间,611、缓冲部,63、挡板,621、上料空间,622、连接通道,623、备料空间,7、出料槽,71、第一弧形槽,72、第二弧形槽,8、油刷,9、除烟风筒。
具体实施方式
下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都涉及本发明保护的范围。
如图1~图4所示,本实施例提出了一种棒材高速全自动激光打标机,包括,
机身1,
转盘2,所述转盘2转动设置在所述机身1上,
送料件3,所述送料件3沿所述转盘2圆周方向均匀设置,相邻所述送料件3组成送料空间31,所述送料空间31用于盛放棒材,
打标器4,所述打标器4设置在所述机身1上,所述打标器4位于所述转盘2的上方,所述打标器4的工作方向指向位于所述转盘2最高点两侧的棒材。
本实施例中,一种棒材高速全自动激光打标机,包括机身1、转盘2、送料件3和打标器4,转盘2转动设置在机身1上,送料件3沿转盘2圆周方向均匀设置,相邻送料件3组成送料空间31,送料空间31用于盛放棒材,打标器4设置在机身1上,打标器4位于转盘2的上方,打标器4的工作方向位于转盘2最高点两侧任一侧的棒材,
工作时,棒材从转盘2的的两侧进入相邻送料件3之间的送料空间31,跟随转盘2转动,当转动到转盘2的下半部时,棒材受重力影响从送料空间31内脱离,进入到出料槽7内,当棒材在跟随转盘2转动的过程中,棒材的因重力原因只会运动在上半部分,而在转盘2除最顶端位置时,棒材均会因重力原因靠近送料空间31内一侧的内壁,这些位置时,棒材处于最稳定状态,在转盘2因电机带动过程中出现的震动会最小的影响棒材的位置,打标机的工作位置指向这些位置的棒材时,打标最为准确,
通过设置打标机的工作方向的指向,使其指向除转盘2最顶端位置时,打标机在打标过程中因棒材自身震动而影响的打标效果最少,使打标可以最稳定,而又因作用目标为棒材,因此打标位置位于棒材的圆周均可,因此只需减少棒材因震动的横向位移即可,使打标效果更好。
进一步,所述打标器4的工作方向竖直向下。
本实施例中,打标器4的工作方向竖直向下,工作时,因打标器4的工作方向指向除最高点的任意位置,打标器4设置在转盘2除最高点的位置的上方,打标器4竖直防止,可以使打标器4从上而下对棒材进行打标,在打标过程中,打标器4会对棒材施加从而而下的作用力,使棒材跟送料空间31的底部作用,使棒材不易出现横向位移,影响打标效果,而在最高点两侧送料空间31内的棒材均会与送料空间31的底部与侧壁接触,对棒材施加竖直向上的作用力,也使棒材对侧壁和底部同时作用,使棒材更加稳定。
进一步,所述送料件3的截面为梯形,所述送料件3固定在所述转盘2的一侧宽度大于另一侧。
本实施例中,送料件3的截面为梯形,送料件3固定在转盘2的一侧宽度大于另一侧,工作时,将送料件3截面设置为梯形且顶部的长度小于底部的长度,使送料空间31为倒梯形,此时,当棒材运送至下半部时,棒材更易从送料空间31中脱离,进入出料槽7内,送料空间31为倒梯形,使棒材向下转动时,会出现脱离送料空间31的趋势,使其更容易依次进入出料槽7内,并且在打标过程中,棒材位于送料空间31内,使棒材受到送料空间31底部的支撑力增加,侧板对棒材的作用力减小,使棒材在打标过程中不易横向运动。
进一步,还包括检测机构5,所述检测机构5设置在所述机身1上,所述检测机构5包括,
固定台51,所述固定台51设置在所述机身1上,
从动轮52,所述从动轮52转动设置在所述固定台51上,从动轮52与所述转盘2周面接触,
角度检测器53,所述角度检测器53设置在所述固定台51上,所述角度检测器53用于检测所述从动轮52的角度,所述角度检测器53的信号输出端与所述打标器4的控制端连接。
本实施例中,还包括检测机构5,检测机构5设置在机身1上,检测机构5包括固定台51、从动轮52和角度检测器53,固定台51设置在机身1上,从动轮52转动设置在固定台51上,从动轮52与转盘2周面接触,角度检测器53设置在固定台51上,角度检测器53用于检测从动轮52的角度,角度检测器53的信号输出端与打标器4的控制端连接,工作时,转盘2转动带动从动轮52转动,角度检测器53检测从动轮52的转动角度,通过转动角度控制打标器4对棒材进行打标,使打标器4打标更加准确,增加打标效率。
进一步,所述检测机构5还包括,
连接件54,所述连接件54一端转动设置在所述固定台51上,所述角度检测器53设置在所述连接件54另一端,
弹性件55,所述弹性件55一端设置在所述固定台51上,所述弹性件55另一端设置在所述连接件54上,所述弹性件55提供所述连接件54靠近所述转盘2的作用力。
本实施例中,检测机构5还包括连接件54和弹性件55,连接件54一端转动设置在固定台51上,角度检测器53设置在连接件54另一端,弹性件55一端设置在固定台51上,弹性件55另一端设置在连接件54上,弹性件55提供连接件54靠近转盘2的作用力,工作时,从动轮52可以在连接件54一端上转动,在转盘2工作时,如发生偏移或震动使,会对从动轮52施加作用力,导致从动轮52无法恢复原位置,可能会无法跟随转盘2进行转动,而通过弹性件55对连接件54进行固定,可以使从动轮52偏移后,弹性件55通过连接件54带动转盘2恢复原位置,保证从动轮52可以和转盘2保持接触,防止从动轮52转动不准确,从而影响打标效果。
进一步,还包括入料机构6,所述入料机构6设置在所述机身1上,所述入料机构6位于所述转盘2的入料端,所述入料机构6包括,
入料板61,所述入料板61设置在所述机身1上,所述入料板61倾斜设置,所述入料板61与所述转盘2形成入料空间62,所述入料板61具有缓冲部611,所述缓冲部611与水平方向的夹角小于所述入料板61与水平方向的夹角。
本实施例中,还包括入料机构6,入料机构6设置在机身1上,入料机构6位于转盘2的入料段,入料机构6包括入料板61,入料板61设置在机身1上,入料板61倾斜设置,入料板61与转盘2形成入料空间62,入料板61具有缓冲部611,缓冲部611与水平方向的夹角小于入料板61与书水平方向的夹角,工作时,将棒材放入入料板61上,棒材受重力影响,从入料板61上滚下直至与转盘2接触,棒材在转盘2转动过程中,会跟随转盘2进行一定运动,运动过程中与送料件3顶部接触,当进入送料空间31后,会跟随转盘2上的送料空间31继续运动,从而实现自动上料,而入料板61靠近转盘2的一端设置缓冲部611,可以使棒材落入入料板61的底端时,具有一定缓冲作用,减少棒材与送料件3顶部的作用力,即棒材受到的横向作用力,从而减少摩擦力,防止棒材在进料过程中,影响转盘2的转动,也可实现有序上料。
进一步,所述入料机构6还包括挡板63,所述挡板63设置在所述机身1上,所述挡板63将所述入料空间62分为上料空间621621和备料空间623,所述挡板63与所述入料板61之间具有连接通道622,所述连接通道622用于连接所述上料空间621621和所述备料空间623。
本实施例中,入料机构6还包括挡板63,挡板63设置在机身1上,挡板63将入料空间62分为上料空间621和备料空间623,挡板63与入料板61之间具有连接通道622,连接通道622用于连接上料空间621和备料空间623,工作时,设置挡板63可以使一部分棒材对挡板63施加作用力,从而减少棒材之间相互作用力的叠加,减少位于最底部棒材与转盘2之间的作用力,从而影响上料当上料空间621内的棒材进入送料空间31跟随转盘2转动后,备料空间623内的棒材会通过连接通道622进入上料空间621内,从而实现连续的上料。
进一步,还包括出料槽7,所述出料槽7设置在所述机身1上,所述出料槽7位于所述转盘2的出料端,所述出料槽7底部具有第一弧形槽71和第二弧形槽72,第一弧形槽71靠近所述转盘2的出料端,所述第二弧形槽72的底部低于所述第一弧形槽71底部。
本实施例中,还包括出料槽7,出料槽7设置在机身1上,出料槽7位于转盘2的出料端,出料槽7底部具有第一弧形槽71和第二弧形槽72,第一弧形槽71靠近转盘2的出料端,第二弧形槽72的底部低于第一弧形槽71的底部,工作时,当棒材从转盘2上的送料空间31脱落后会进入出料槽7的第一弧形槽71内,设置弧形槽可以使棒材在第一弧形槽71内相互作用,从而实现稳定的放置,当第一弧形槽71内放满后,棒材会从第一弧形槽71进入第二弧形槽72内,使棒材放置更加稳定。
进一步,还包括油刷8,所述油刷8设置在所述机身1上,所述油刷8位于所述转盘2的出料端,所述油刷8的工作端与所述送料空间31内的棒材接触。
本实施例中,还包括油刷8,油刷8设置在机身1上,油刷8位于转盘2的出料端,油刷8的工作端与送料空间31内的棒材接触,工作时,当加工件为金属棒材时,当棒材打标完毕后,跟随转盘2向下转动时,油刷8会对送料空间31的棒材表面刷上油,防止棒材生锈。
进一步,还包括除烟风筒9,所述除烟风筒9设置在所述机身1上,所述除烟风筒9的入口端位于所述打标器4工作端所指向的所述送料空间31处。
本实施例中,还包括除烟风筒9,除烟风筒9设置在机身1上,除烟风筒9的入口端位于打标器4工作端所指向的送料空间31处,除烟风筒9用于对在打标器4打标过程中,棒材处会产生烟雾,烟雾若无法被及时排出,会发出烧焦味道,影响操作人员的健康。
以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种棒材高速全自动激光打标机
- 一种金属棒材激光打标机