一种长径比为4的直筒型塑料内胆的滚塑加工方法
文献发布时间:2023-06-19 18:34:06
技术领域
本发明涉及气瓶内胆加工技术领域,尤其涉及一种长径比为4的直筒型塑料内胆的滚塑加工方法。
背景技术
随着科学技术的飞速发展,新能源汽车已经逐渐走入大众的视野,而车用高压气瓶作为汽车中一个重要的组成部分,共分为4种:Ⅰ型钢制气瓶,Ⅱ型钢制内胆纤维环向缠绕气瓶,Ⅲ型铝合金内胆纤维全缠绕气瓶和Ⅳ型塑料内胆纤维全缠绕气瓶。国外的Ⅳ型瓶技术已经发展了十几甚至几十年,而目前在国内还没有适用于Ⅳ型瓶的国家标准出台,发展仍处于起步阶段。
相比于其他几种高压气瓶,Ⅳ型瓶优势更明显。从技术上来讲,其采用非金属内胆,具有优异的抗氢脆腐蚀能力,相对金属内胆的III型瓶更具安全优势;从经济性上来讲,Ⅳ型储氢瓶制造成本低于III型瓶,而且其由于内胆为塑料,不易疲劳失效,使用寿命较长,进一步降低了消费成本。
Ⅳ型瓶内胆的材料选择有聚乙烯和聚酰胺两大类,成型方法通常有以下几种:注塑成型与焊接相结合,吹塑成型和滚塑成型。根据具体工艺路线,内胆材料的选择也会有所不同。滚塑是一种用于生产中空单件塑料制件的低压、高温制造方法。由于常压进行,并且使用粉末,所以能够制造出几乎无应力的制件。滚塑过程一般包括投料、加热、冷却、出料四部分。相比于其他成型方法,滚塑成型能够得到壁厚均匀的制件,并且没有材料浪费。通过调整加热冷却温度和时间和速率可以得到不同性能的制件,选用适当的主副轴转速比,也可以获得相对均匀的壁厚。
在《Practical Guide to Rotational Moulding》一书中曾提出对于一般的滚塑制品在滚塑过程中通过主轴和副轴的配合转动实现滚塑的一体成型,主轴和副轴转速通常采用4:1的转速比能够使滚塑制品的壁厚相对均匀。
维持恒定的主轴转速和副轴转速比为4:1的滚塑工艺并不适用于所有的滚塑制品,当滚塑制品为直筒型,且长径比约为4时,使用主轴转速和副轴转速为4:1的转速比并不能获得相对均匀的壁厚,而是呈拱形分布,对内胆的性能及缠绕气瓶的疲劳寿命产生影响。
发明内容
为解决现有技术的不足,本发明提出一种长径比为4的直筒型塑料内胆的滚塑加工方法及系统,主要针对长径比约为4时的直筒型滚塑制品,使该种滚塑制品能够获得较为均匀的壁厚。
为实现以上目的,本发明所采用的技术方案包括:
一种长径比为4的直筒型塑料内胆的滚塑加工方法,其特征在于,包括:
S1、挑选适合长径比为4的直筒型塑料内胆的滚塑模具;
S2、将金属阀座嵌入滚塑模具;
S3、向滚塑模具中加入20至24kg的聚乙烯塑料粉末,使聚乙烯塑料粉末能够均匀涂覆在滚塑模具的整个表面;
S4、对滚塑模具进行加热阶段,设置主轴转速为3至10rpm,主副轴转速比4.8:4,恒温150℃至170℃,持续时间15至30分钟;
S5、对加热后的滚塑模具进行熔融阶段,设置主轴转速为3至10rpm,主副轴转速比4.8:4,恒温190℃至220℃,持续时间25至40分钟;
S6、对熔融后的滚塑模具进行冷却阶段,设置主轴转速为3至10rpm,主副轴转速比4.8:4;
S7、冷却后,打开滚塑模具,取出长径比为4的直筒型塑料内胆。
进一步地,所述冷却阶段采用空气冷却和循环风冷却,空气冷却阶段冷却时间为60至90分钟,循环风冷却时间为60至90分钟。
本发明的有益效果为:
采用本发明所述一种长径比为4的直筒型塑料内胆的滚塑加工方法,提供一种滚塑工艺,主要针对长径比约为4时的直筒型滚塑制品,通过将主副轴转速比调整为4.8:4,使得该种滚塑制品能够获得较为均匀的壁厚,基本呈直线分布,壁厚差约为1mm,避免了滚塑制品各部分壁厚差异较大的问题。本方法针对于长径比约为4时的直筒型滚塑制品适用性更强,对内胆的性能及缠绕气瓶的疲劳寿命具有显著提升。
附图说明
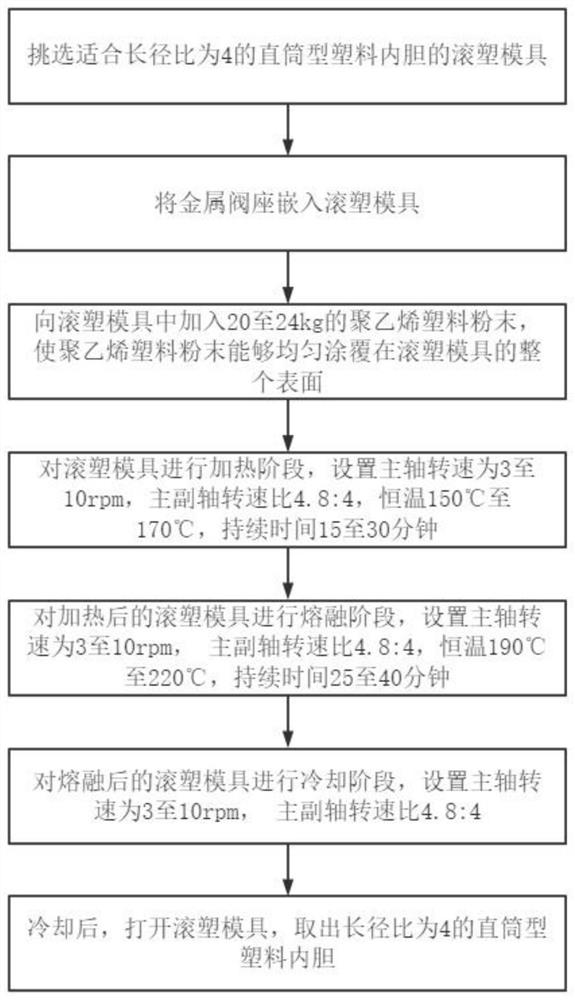
图1为本发明一种长径比为4的直筒型塑料内胆的滚塑加工方法流程示意图。
图2为本发明主轴和副轴转速比为4.8:4的测量壁厚图。
图3为主轴和副轴转速比为4:1的测量壁厚图。
具体实施方式
下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明保护的范围。
下面将参考附图并结合实施例来详细说明本发明。在本发明的描述中,需要理解的是,术语“中心”、“纵向”“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明创造和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明创造的限制。需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
在本发明的描述中,本发明中使用的术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接;可以是直接相连,也可以通过中间部件间接相连,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
如图1所示为本发明一种长径比为4的直筒型塑料内胆的滚塑加工方法流程示意图。
长径比是指对于柱形物体,其长度与直径的比值。
一种长径比为4的直筒型塑料内胆的滚塑加工方法,包括如下步骤:
S1、挑选适合长径比为4的直筒型塑料内胆的滚塑模具;
S2、将金属阀座嵌入滚塑模具;
S3、向滚塑模具中加入20至24kg的聚乙烯塑料粉末,使聚乙烯塑料粉末能够均匀涂覆在滚塑模具的整个表面;
S4、对滚塑模具进行加热阶段,设置主轴转速为3至10rpm,主副轴转速比4.8:4,恒温150℃至170℃,持续时间15至30分钟;
S5、对加热后的滚塑模具进行熔融阶段,设置主轴转速为3至10rpm,主副轴转速比4.8:4,恒温190℃至220℃,持续时间25至40分钟;
S6、对熔融后的滚塑模具进行冷却阶段,设置主轴转速为3至10rpm,主副轴转速比4.8:4;冷却阶段采用空气冷却和循环风冷却,空气冷却阶段冷却时间为60至90分钟,循环风冷却时间为60至90分钟;
S7、冷却后,打开滚塑模具,取出长径比为4的直筒型塑料内胆。
作为本申请的第一实施例,采用聚乙烯粉末进行滚塑。
聚乙烯热塑性粉末涂料也称聚乙烯粉末树脂涂料,是经高压聚乙烯(LDPE)为基料,添加多种功能助剂、颜色配制加工生产的防腐粉末涂料,涂膜层具有优异的耐化学性能,抗老化、抗冲击、耐弯曲、耐酸、耐盐雾腐蚀,并具有较好的表面装饰性能。一、聚乙烯热塑性粉末涂料也称聚乙烯粉末树脂涂料,是经高压聚乙烯(LDPE)为基料,添加多种功能助剂、颜色配制加工生产的防腐粉末涂料,涂膜层具有优异的耐化学性能,抗老化、抗冲击、耐弯曲、耐酸、耐盐雾腐蚀,并具有较好的表面装饰性能。
首先将金属阀座嵌入滚塑模具,向模具中倒入足够重量的塑粉,然后将模具封闭完好。
设置主轴和副轴转速比为4.8:4。对塑粉进行加热、熔融、冷却等过程后,开模将塑料制品取出。
对内胆壁厚进行测量,内胆壁厚基本呈直线型分布,前端平均壁厚为6.43mm,后端平均壁厚为6.37mm,中间段平均壁厚为6.33mm。最大壁厚6.91mm,最小壁厚5.95mm,差值为0.96mm,整体壁厚较为均匀,得到如图2所示主轴和副轴转速比为4.8:4的测量壁厚图。
为了突出本发明一种长径比为4的直筒型塑料内胆的滚塑加工方法中将主轴和副轴转速比设置为4.8:4带来的有益效果,如下进行根据《Practical Guide to RotationalMoulding》一书中曾提出对于一般的滚塑制品在滚塑过程中通过主轴和副轴的配合转动实现滚塑的一体成型,主轴和副轴转速通常采用4:1的转速比进行实验。
选择同一个模具,重复上述操作步骤,将主轴和副轴转速比设置为4:1。对塑粉进行加热、熔融、冷却等过程后,开模将塑料制品取出。对内胆壁厚进行测量,发现内胆壁厚呈拱形分布,前端平均壁厚为5.62mm,后端平均壁厚为5.64mm,中间段平均壁厚为6.77mm。最大壁厚7.24mm,最小壁厚4.94mm,差值为2.3mm,整体壁厚不均匀,降低了疲劳寿命。获取如图3所示主轴和副轴转速比为4:1的测量壁厚图。
通过图2主轴和副轴转速比为4.8:4的测量壁厚图和图3所示主轴和副轴转速比为4:1的测量壁厚图进行对比显示。针对长径比约为4时的直筒型滚塑制品,通过将主副轴转速比调整为4.8:4,使得该种滚塑制品能够获得较为均匀的壁厚,基本呈直线分布,壁厚差约为1mm,避免了滚塑制品各部分壁厚差异较大的问题。本方法针对于长径比约为4时的直筒型滚塑制品适用性更强,对内胆的性能及缠绕气瓶的疲劳寿命具有显著提升。
作为本申请的第二实施例,主副轴转速比也可等比变化,设置主副轴转速比为1.2:1。
作为本申请的第三实施例,主副轴转速比也可等比变化,设置主副轴转速比为2.4:2。
作为本申请的第四实施例,主副轴转速比也可等比变化,设置主副轴转速比为3.6:3。
除非另作定义,此处使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。本发明专利发明说明书以及权利要求书中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。同样,“一个”或者“一”等类似词语也不表示数量限制,而是表示存在至少一个。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。
以上所述仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换等都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求书的保护范围为准。
- 一种基于直筒型真空精炼装置控制超低碳钢中夹杂物的方法
- 一种塑料外壳与金属内胆滚塑一体成型工艺
- 一种塑料外壳与金属内胆滚塑一体成型工艺