改进的散装材料处理系统和方法
文献发布时间:2023-06-19 19:18:24
技术领域
本发明涉及联运装置,例如船运集装箱(container)。特别地,本发明涉及用于运送散装材料(bulk material)的装置和与这种装置相关的运送系统。
背景技术
虽然使用船运集装箱运送货物是众所周知且广泛的集成系统,但是散装材料的运送缺乏相同的集成水平。
当考虑“最后一英里”的运送时,被改造成容纳散装材料的集装箱倾向于改造成船运集装箱。最近,出现了新的建造的散装材料集装箱,其被模拟在这种改进的船运集装箱上。与传统系统相比,散装材料集装箱缺少“碾碎(ground up)”设计历史。这通过“最后一英里”运送最明显突出,其中物料可以从基于船的集装箱转移到基于陆地的运送。
最近,已经开发出旋转式集装箱摊铺机(spreader),以接合和运送散装材料集装箱,然后旋转以清空所述集装箱。虽然比先前的方案更实用,但是它们仍然是缺乏优化这种过程的特征的适用系统。
发明内容
在第一方面,本发明提供一种散装材料处理系统,包括:散装材料摊铺机,其设置成接合并旋转散装材料集装箱;引导件,所述引导件安装到所述摊铺机,使得在所述集装箱旋转时,所述集装箱内的散装材料被设置成流过所述引导件;其中,所述引导件包括用于接收所述散装材料的入口和供所述散装材料流动通过的出口。
因此,通过为散装材料处理系统提供引导件,物料可更有效地倾倒,这可允许“最后一英里”运送系统中的较小开口以接收散装材料。
在第二方面,本发明提供一种散装材料处理系统,包括:散装材料摊铺机,其设置成接合并旋转散装材料集装箱;安装在所述摊铺机上的侧支撑件,所述侧支撑件设置成支撑所述散装材料集装箱;其中,所述侧支撑件包括接触板,所述接触板设置成选择性地从所述侧支撑件的本体延伸并且接触所述散装材料集装箱的壁。
在第三方面,本发明提供了一种卸载散装材料集装箱的方法,该方法包括以下步骤:将散装材料集装箱与散装材料摊铺机接合;旋转所述散装材料集装箱以便将散装材料引导到引导件的入口中;引导所述散装材料通过所述引导件,等等;卸载散装材料集装箱。
在一个实施方式中,进一步的步骤可以包括使用相对于由出口限定的平面倾斜的板将散装材料从引导件的入口偏置到引导件的出口。
在第四方面,本发明提供了一种卸载散装材料集装箱的方法,该方法包括以下步骤:将散装材料集装箱与散装材料摊铺机接合;从侧支撑件的主体延伸接触板;接触所述散装材料集装箱的壁;同时旋转和支撑散装材料集装箱等;卸载散装材料集装箱。
附图说明
参照示出本发明的可能设置的附图来进一步描述本发明将是方便的。本发明的其它设置是可能的,因此,附图的特殊性不应被理解为取代本发明的前述描述的一般性。
图1A和1B是根据本发明一个实施方式的散装材料摊铺机的各种视图;
图1C至1E是根据图1A和1B的实施方式的具有散装材料集装箱的散装材料摊铺机的各种视图;
图2A和2B是根据本发明的两个实施方式的散装材料摊铺机的正视图;
图2C是根据本发明的另一实施方式的用于散装材料摊铺机的引导件的正视图;
图3A至3F是根据本发明的另一个实施方式的用于从散装材料集装箱卸载散装材料的方法的顺序正视图;
图4A和4B是根据本发明的另一实施方式的散装材料摊铺机的平面图。
具体实施方式
本发明包括各种特征,这些特征可以被一起或分开考虑,这些特征涉及更好地管理散装材料,特别是在将散装材料转移到“最后一英里”的运送系统(例如轨道车)期间。
与船舱相比具有较小开口的轨道车需要更精确地倾倒散装材料。由于是颗粒状的,该物料起到流体的作用,因此需要引导件来为所述较小开口提供足够的精度。
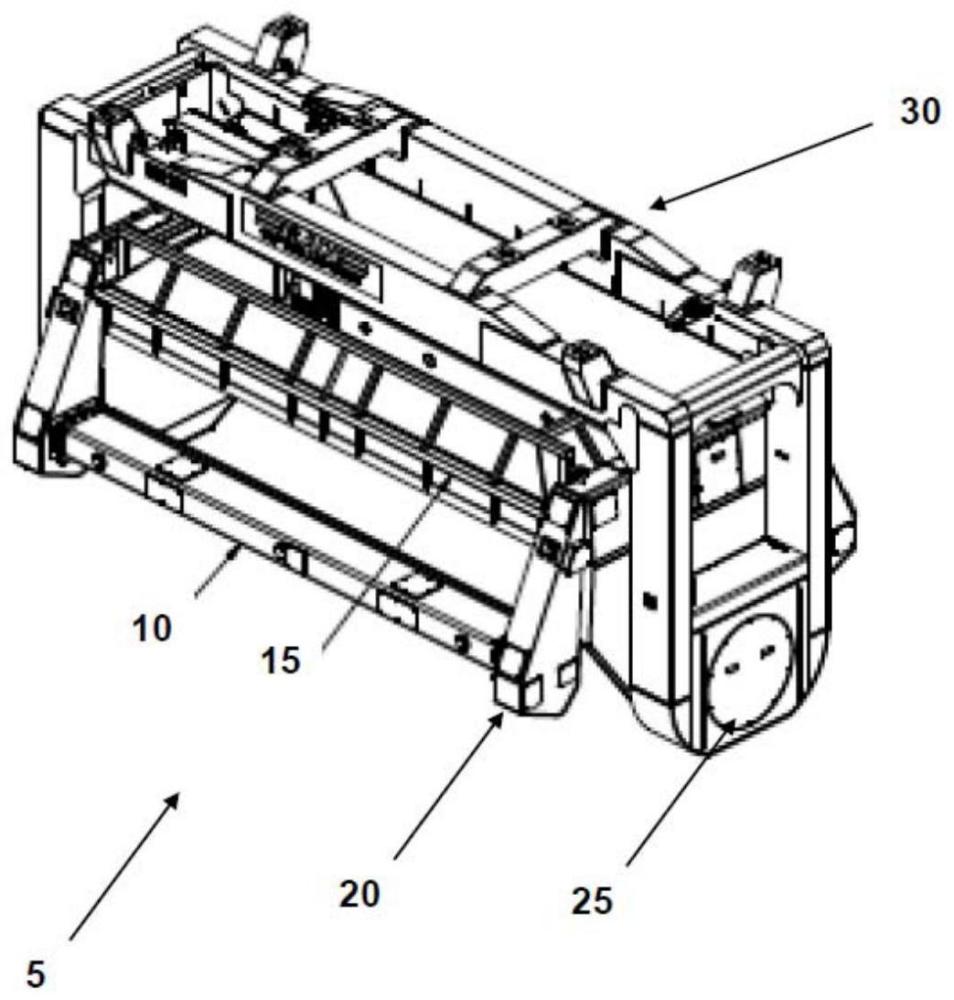
图1A至1E示出了根据本发明一个实施方式的散装材料摊铺机5。引导件15采用安装到摊铺机上的倾倒型托架的形式。
如图2A和2B所示,随着集装箱逐渐旋转,散装材料35将从集装箱中倾倒55。没有引导件50,效果将类似于瀑布,其中无限制的物料以不可预测的方式向外流动。对于船的货舱,开口是如此宽以致于不受控制的物料将蔓延,但不超出货舱的限制。例如,对于轨道车,其中轨道车“货舱”可以是另一个散装材料集装箱60,为了有效且高效地控制物料进入较窄的开口62,引导件50引导物料的流动,从而提供较窄的物料散布。
图2B示出了另一实施方式,其中,挡板(screen)65安装到或靠近引导件50,从而阻挡任何外来物料扩散70到轨道车货舱的开口62之外。因此,在一个实施方式中,挡板65可以用作被抛进空隙75中超出轨道车货舱范围的屏蔽阻挡物料。在另一实施方式中,挡板65可以更靠近地安装,并且因此消除空隙75,并且因此用于在物料流入轨道车时引导物料。选择挡板类型之间的益处将取决于应用。图2B的挡板可能需要能够抵抗来自飞石的高冲击的物料,而后一种应用的挡板(其可以与散装材料持续接触)可能更适合于高耐磨物料。挡板表面硬度的选择将是应用、挡板位置和散装材料类型的函数。
以倾斜分布为例,在没有引导件的情况下,物料的散布超出轨道车货舱的部分可占总物料的高达25%。利用引导件50,该部分可以在0%至10%的范围内下降。对于挡板65,损失的物料基本上为零。
在一些情况下,常规系统可通过减慢旋转速度或甚至限制集装箱内的散装材料的体积来限制这种物料损失。当考虑到在单次运行中涉及数百吨的物料时,通过较慢的周转时间或运送较少的物料而引起的货币损失可表示收入的显著减少。因此,除了引导件提供的明显的操作收益之外,与现有技术系统相比,可以计算实际的货币收益。
图2C示出了散装材料58流过其中的引导件51的示例。散装材料被接收在入口59中,随后通过出口54流出,在上限,板52提供了引导物料通过出口54的上边界,在一个实施方式中,入口的面积可以大于出口的面积,以减小当物料流过出口时排出物料的面积。或者,入口可以具有与出口相等的面积。引导件内的凹槽64容纳物料,该物料被倾斜板66朝向出口54偏置,所述倾斜板向由出口限定的平面53倾斜。因此,引导件的上限52和下限66限制了离开出口54的物料流,并因此提供了精确的、受控的流56,该流可被引导到由“最后一英里”运送系统提供的狭窄开口类型中。
图3A至3F示出了旋转其中具有散装材料80的集装箱84的顺序过程。当散装材料摊铺机旋转集装箱84时,散装材料80的流体行为将物料移向引导件95。以上述方式,引导物料以提供受控的物料流100,以便允许物料流到新集装箱85的开口90中,在这种流体状态下的物料沉降105,直到散状集装箱84的内容物被清空。然后,散装材料摊铺机向后旋转(未示出)并移动以接合新的集装箱。
回到图1A至1E,散装材料摊铺机5包括侧支撑件10,其被设置为在位于空隙35内时夹持散装材料集装箱40的侧面,侧支撑件可以通过托架20很好地定位在空隙35的外部,所有托架被设置为由电机25旋转。
散装材料摊铺机5可包括仅一侧的一个侧支撑件(其中,旋转限制为180度返回),或者两个侧支撑件(图1C示出了侧支撑件10A和10B)。在这种结构中,旋转是在任一侧旋转180°或旋转360°。
在一些现有技术的系统中,侧支撑件可以是固定的,因此集装箱必须以很小的公差装配在所述侧支撑件之间。这不可避免地导致在侧支撑件和集装箱之间的一定程度的间隙,从而在将集装箱联接到摊铺机的接合部(例如扭锁)上施加旋转应力。
在其它系统中,侧支撑件可旋转到适当位置。然而,这种旋转需要用于摆臂的长杠杆臂,导致缺少用于支撑集装箱的施加力和/或导致更重的机构以适应强度和施加的力问题。
如图4A和4B所示,散装材料摊铺机110的一个实施方式的侧支撑件115可以设置在摊铺机110的两侧,但是在其他实施方式中,侧支撑件可以仅在一侧。
在图4A和4B的实施方式中,侧支撑件由压头125选择性地致动,所述压头从侧支撑件115的主体117向外突出接触板120。接触板120与集装箱的壁135正向接触,并因此施加所需的力以在旋转期间稳定集装箱。所述柱塞可以被液压地、气动地或机械地齿轮传动地致动。
通过使接触板朝向集装箱突出,当集装箱首先被接合时,存在足够的间隙以装配在摊铺机的空隙内,从而减轻了对损害公差和空间的需要。当集装箱就位时,接触板可以由接近开关触发。或者,一旦每个扭锁正确接合,它们可以自动启动。在另一实施方式中,接触板可以手动接合。此外,传感器可以被设置为预定值以检测与集装箱的接触。这样,可以处理不同宽度的集装箱。
在进一步的实施方式中,由接触板施加的力可以半自主或自主地改变所施加的力。在旋转期间,系统可以通过测量旋转或直接通过液压系统内的测压元件或压力传感器来检测集装箱需要更大的施加力。然后,系统将根据需要增加通过接触板施加的力。
- 散装材料锁、用于散装材料锁的闭合件以及用于散装材料锁的闭合件的封闭体的罩
- 散装填充材料和用于生产散装填充材料的方法