一种正反双向变弧的玻璃钢化设备成型装置
文献发布时间:2024-01-17 01:27:33
技术领域
本发明涉及玻璃钢化设备领域,尤其涉及一种正反双向变弧的玻璃钢化设备成型装置。
背景技术
钢化玻璃属于预应力玻璃,具有硬度高、承载能力好、抗风压性强,耐寒暑性和冲击性优异等优点。玻璃钢化设备成型装置具有变弧功能,但现有的玻璃钢化设备通常只能进行单一的正向变弧或单一的反向变弧,因此在需要同时生产正弯玻璃和反弯玻璃时,就同时需要正向变弧设备和反向变弧设备,不仅增加了设备采购成本,还额外占用了生产场地。现有的玻璃钢化设备在进行变弧时,相邻的变弧单元之间的转动角度都是相同的固定值,因此正向变弧或反向变弧的转动角度都是固定的,导致玻璃钢化设备的变弧曲率为无法调节的等曲率等半径,既难以实现不等曲率变径,也无法对变弧曲率进行调节。现有的玻璃钢化设备中,相邻的变弧单元通过相互啮合的齿轮实现转动,也就是通过齿轮停转后的位置来限制变弧单元的转动角度,因此齿轮配合的间隙会造成弧度不精准,且长期使用后齿轮磨损也会使变弧精度降低。
发明内容
本发明的目的是提供一种正反双向变弧的玻璃钢化设备成型装置,实现精确、可调、可变曲率的正反双向变弧。
本发明为解决上述技术问题所采用的技术方案是:一种正反双向变弧的玻璃钢化设备成型装置,包括多个依次排列的变弧单元,相邻的两个变弧单元的顶侧均通过连接轴转动连接,所有连接轴均相互平行,以便于多个变弧单元配合进行变弧转动,所述变弧单元包括底板和两个相对设置的侧板,底板与两个侧板的底侧分别连接,连接轴同时插设在两个侧板的顶侧,两个侧板之间还安装有支撑座,支撑座上通过轴承转动安装有齿轮轴,齿轮轴的轴线与连接轴的轴线垂直,且位于同一个变弧单元顶侧的两条连接轴的轴线关于该变弧单元的齿轮轴的轴线对称设置;
两个侧板上分别开设有滑槽,滑槽的长度方向与齿轮轴的轴线平行,两个侧板之间设有滑动销轴和定位销轴,滑动销轴和定位销轴的轴线均与连接轴的轴线平行,且滑动销轴和定位销轴的轴线均与齿轮轴的轴线垂直相交,定位销轴位于滑槽和底板之间,定位销轴的两端分别与两个侧板连接,滑动销轴的两端分别插入两个侧板的滑槽内,以便于滑动销轴沿着滑槽的长度方向运动;
相邻的两个变弧单元之间均设有连杆,连杆的一端与定位销轴转动连接,连杆的另一端与相邻变弧单元的滑动销轴转动连接,通过连杆转动并带动滑动销轴沿着滑槽向下运动,能够使相邻的两个变弧单元的底侧相互远离以便于进行正向变弧转动;通过连杆转动并带动滑动销轴沿着滑槽向上运动,能够使相邻的两个变弧单元的底侧相互靠近以便于进行反向变弧转动;
齿轮轴的顶端安装有调弧齿轮,调弧齿轮位于支撑座的上方,支撑座的下方设有中心转轴,中心转轴的轴线与齿轮轴的轴线重合,中心转轴依次贯穿滑动销轴、定位销轴和底板,齿轮轴的底端插入中心转轴的轴向中心孔,齿轮轴和中心转轴通过键或花键连接,从而使齿轮轴和中心转轴能够同步转动,并使中心转轴能够相对于齿轮轴沿轴向运动,中心转轴的上半部的外螺纹与滑动销轴的螺纹孔配合连接,从而使中心转轴和滑动销轴能够沿轴向同步运动,并使齿轮轴能够带动中心转轴相对于滑动销轴运动;
中心转轴的下半部套设有螺纹套筒和调节套筒,螺纹套筒的外螺纹与底板的螺纹孔配合连接,调节套筒转动安装在底板上并沿轴向相对于底板定位,调节套筒和螺纹套筒通过键或花键连接,从而使调节套筒能够带动螺纹套筒沿轴向运动;
中心转轴的中部设有限位轴肩,螺纹套筒的顶端能够阻挡随着滑动销轴和中心转轴向下运动的限位轴肩,从而限制正向变弧的转动角度,中心转轴的底端拧设有限位螺母,底板或调节套筒的底端能够阻挡随着滑动销轴和中心转轴向上运动的限位螺母,从而限制反向变弧的转动角度。
优选的,所述侧板为T型平板,底板与两个侧板的底侧均固定连接。
优选的,所述中心转轴为空心轴,空心轴的内孔顶端设有与齿轮轴的底端相匹配的花键。
优选的,两个侧板上分别穿设有支座螺栓,支座螺栓拧入支撑座的螺纹孔。
优选的,螺纹套筒和调节套筒的轴线均与中心转轴的轴线重合,调节套筒的顶端插入螺纹套筒的轴向通孔,调节套筒的顶端设有与螺纹套筒的底端相匹配的花键。
根据上述技术方案,本发明的有益效果是:
1、本发明通过连杆转动时带动滑动销轴的上下运动,能够使相邻的两个变弧单元的底侧相互远离或靠近,就能分别进行正向变弧转动和反向变弧转动,而不再需要分别准备正向变弧设备和反向变弧设备,减少了设备采购成本和所占的生产场地。
2、正向变弧转动和反向变弧转动的角度分别与滑动销轴从展平状态所处的位置能够向下和向上运动的距离有关,具体为限位轴肩从展平位置开始的向下运动距离,以及限位螺母从展平位置开始的向上运动距离,而当设备保持在展平状态时,通过驱动调弧齿轮转动,就能使中心转轴相对于滑动销轴转动,并通过螺纹配合使中心转轴相对于滑动销轴进行轴向运动,就能改变限位轴肩与螺纹套筒的距离以及限位螺母与底板或调节套筒的距离,也就可以改变相邻变弧单元的变弧转动角度,从而实现对变弧曲率的调节,而且由于每个变弧单元都能单独调节,所以多个变弧单元的变弧转动角度可以为不同的,就能实现不等曲率变径。
3、本发明在变弧之后可以通过手动转动调节套筒带动螺纹套筒运动,也可以通过手动转动限位螺母使其沿轴向运动,就能通过手动调节的方式对变弧曲率实现微调,而且正反向变弧的微调相互独立,在正向和反向进行切换时就不用手动反复调节。
4、本发明不再通过相互啮合的齿轮实现变弧单元的转动,也就不再通过齿轮停转后的位置来限制变弧单元的转动角度,而是通过对限位轴肩和限位螺母的运动进行机械限位,就不会由于齿轮配合的间隙而造成弧度不精准,并且机械限位的方式在长期使用后也不会发生磨损,不会在长期使用后使变弧精度降低,能够保证变弧的精度,可以准确的生成目标曲率半径,大大提高了钢化玻璃的成型精度。
附图说明
图1为本发明处于展平状态的示意图,图中省略了旋滑轴位于滑槽内的部分;
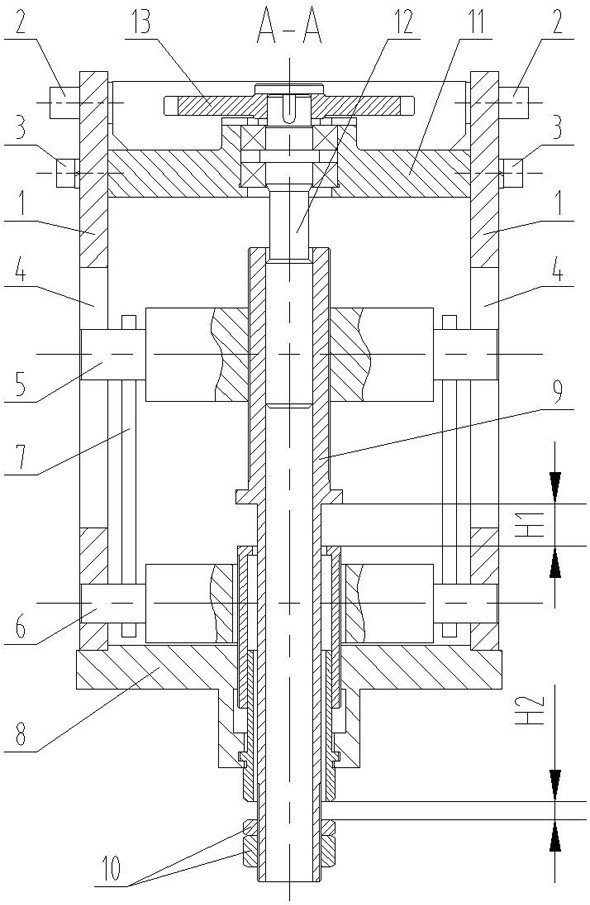
图2为图1中部的一个变弧单元沿A-A的剖视示意图;
图3为图2上部的放大图;
图4为图2下部的放大图;
图5为本发明处于正向变弧状态的示意图;
图6为图5中部的一个变弧单元沿B-B的剖视示意图;
图7为本发明处于反向变弧状态的示意图;
图8为图7中部的一个变弧单元沿C-C的剖视示意图。
图中标记:1、侧板,2、连接轴,3、支座螺栓,4、滑槽,5、滑动销轴,6、定位销轴,7、连杆,8、底板,9、中心转轴,10、限位螺母,11、支撑座,12、齿轮轴,13、调弧齿轮,14、限位轴肩,15、螺纹套筒,16、调节套筒。
具体实施方式
参见附图,具体实施方式如下:
如图1所示,一种正反双向变弧的玻璃钢化设备成型装置,包括七个依次排列的变弧单元,相邻的两个变弧单元的顶侧均通过连接轴2转动连接,所有连接轴2均相互平行,多个变弧单元就能配合进行变弧转动,图5即为七个变弧单元配合转动至正向变弧状态,图7即为九个变弧单元配合转动至反向变弧状态。
如图1-4所示,变弧单元包括底板8和两个相对设置的侧板1,侧板1为T型平板,底板8与两个侧板1的底侧均固定连接,连接轴2同时插设在两个侧板1的顶侧,两个侧板1之间还设有支撑座11, 两个侧板1上分别穿设有支座螺栓3,支座螺栓3拧入支撑座11的螺纹孔,支撑座11上通过一对轴承转动安装有齿轮轴12,齿轮轴12的轴线与连接轴2的轴线垂直,且位于同一个变弧单元顶侧的两条连接轴2的轴线关于该变弧单元的齿轮轴12的轴线对称设置。
如图1-4所示,两个侧板1上分别开设有滑槽4,滑槽4的长度方向与齿轮轴12的轴线平行,两个侧板1之间设有滑动销轴5和定位销轴6,滑动销轴5和定位销轴6的轴线均与连接轴2的轴线平行,且滑动销轴5和定位销轴6的轴线均与齿轮轴12的轴线垂直相交,定位销轴6位于滑槽4和底板8之间,定位销轴6的两端分别与两个侧板1连接,滑动销轴5的两端分别插入两个侧板1的滑槽4内,滑动销轴5的端部与滑槽4的宽度相匹配,使滑动销轴5能够沿着滑槽4的长度方向运动。
如图1所示,相邻的两个变弧单元之间均设有连杆7,连杆7的一端与定位销轴6转动连接,连杆7的另一端与相邻变弧单元的滑动销轴5转动连接,如图2所示,定位销轴6和滑动销轴5沿轴向的两端分别设有连杆7,连杆7的轴线与定位销轴6和滑动销轴5的轴线垂直。在进行变弧时,通过连杆7转动并带动滑动销轴5沿着滑槽4向下运动,就能够使相邻的两个变弧单元的底侧相互远离,此时相邻的两个变弧单元就会进行正向变弧转动,反之通过连杆7转动并带动滑动销轴5沿着滑槽4向上运动,就能够使相邻的两个变弧单元的底侧相互靠近,此时相邻的两个变弧单元就会进行反向变弧转动。
如图2、3所示,齿轮轴12的顶端安装有调弧齿轮13,调弧齿轮13位于支撑座11的上方,支撑座11的下方设有中心转轴9,中心转轴9的轴线与齿轮轴12的轴线重合,中心转轴9依次贯穿滑动销轴5、定位销轴6和底板8,中心转轴9为空心轴,空心轴的内孔顶端设有与齿轮轴12的底端相匹配的花键,齿轮轴12的底端插入中心转轴9的轴向中心孔。
由于齿轮轴12和中心转轴9通过花键连接,因此齿轮轴12和中心转轴9能够同步转动,并且中心转轴9能够相对于齿轮轴12沿轴向运动。中心转轴9的上半部的外螺纹与滑动销轴5的螺纹孔配合连接,因此中心转轴9和滑动销轴5能够沿轴向同步运动,并且当滑动销轴5和连杆7固定不动而齿轮轴12转动时,能够带动中心转轴9相对于滑动销轴5进行上下运动。
如图4所示,中心转轴9的下半部套设有螺纹套筒15和调节套筒16,螺纹套筒15和调节套筒16的轴线均与中心转轴9的轴线重合,螺纹套筒15的外螺纹与底板8的螺纹孔配合连接,调节套筒16转动安装在底板8上并沿轴向相对于底板8定位,调节套筒16的顶端插入螺纹套筒15的轴向通孔,调节套筒16的顶端设有与螺纹套筒15的底端相匹配的花键,由于调节套筒16和螺纹套筒15通过花键连接,调节套筒16和螺纹套筒15就能同步转动,并带动螺纹套筒15沿轴向运动。
如图2-4所示,中心转轴9的中部设有限位轴肩14,螺纹套筒15的顶端能够阻挡随着滑动销轴5和中心转轴9向下运动的限位轴肩14,中心转轴9的底端拧设有限位螺母10,调节套筒16的底端能够阻挡随着滑动销轴5和中心转轴9向上运动的限位螺母10。本实施例中采用了成对设置的两个限位螺母10,防止限位螺母10在中心转轴9上出现松动。
正向变弧转动和反向变弧转动的角度分别与滑动销轴5从展平状态所处的位置能够向下和向上运动的距离有关,具体为限位轴肩14从展平位置开始的向下运动距离H1,即滑动销轴5和中心转轴9从图2的位置向下运动到图6的H1=0位置所需的距离,以及限位螺母10从展平位置开始的向上运动距离H2,即滑动销轴5和中心转轴9从图2的位置向上运动到图8的H2=0位置所需的距离。
当设备保持在图1的展平状态时,通过驱动调弧齿轮13转动,就能使中心转轴9相对于滑动销轴5转动,并通过螺纹配合使中心转轴9相对于滑动销轴5进行轴向运动,就能改变H1和H2的大小,也就可以改变相邻变弧单元的变弧转动角度,从而实现对变弧曲率的调节,而且由于每个变弧单元都能单独调节,所以多个变弧单元的变弧转动角度可以为不同的,就能实现不等曲率变径。
在变弧之后可以进一步通过手动转动调节套筒16带动螺纹套筒运动15并对H1进行微调,从而通过手动调节的方式对正向变弧曲率实现微调,也可以进一步通过手动转动限位螺母10使其沿轴向运动并对H2进行微调,从而通过手动调节的方式对反向变弧曲率实现微调,而且正反向变弧的微调相互独立,在正向和反向进行切换时就不用手动反复调节,调节后通过对限位轴肩14和限位螺母10进行机械限位,能够保证变弧的精度,在长期使用后也不会发生磨损,可以准确的生成目标曲率半径。
- 一种玻璃钢管道立体式网化缠绕成型方法及其玻璃钢管道
- 一种自平衡正反双向连续循环作业装置
- 一种用于多弧离子镀设备圆形平面多弧靶装置
- 一种半气室氩弧熔铸铜绞线电极头成型装置和方法
- 一种玻璃钢化炉弯段左右变弧不关联的变弧装置
- 一种中大型弯玻璃钢化设备变弧机构