一种用于管道坡口的自动控制系统
文献发布时间:2023-06-19 09:55:50
技术领域
本发明属于全自动切割技术领域,具体涉及一种用于管道坡口的自动控制系统。
背景技术
管道坡口机是管道焊接前端面进行倒角坡口的专用工具,它有效解决了磨光机消磨、火焰切割等操作工艺不规范、坡面粗糙、工作效率低和工作噪音大等问题,具有操作简便、角度标准、切割表面光滑等优点。但是现有的坡口机自动控制系统多数为纯继电器和接触器组成的控制系统,其接线数量众多且走线错综复杂,这就导致在出现故障时,需要花费大量的人力和时间才能排除故障;与此同时,现有坡口机控制系统缺少类似运行超时自动停止等必要的电气保护功能,容易造成电气元器件损坏和液压站电机过热老化情况,浪费大量的元器件采购成本;除此之外,现有自动控制系统缺少一些人性化的功能,操作流程相对麻烦,效率不高,例如踩一下踏板,切刀就可以全行程工作一次完成坡口工作的功能,或是切刀在某种工况下可以自动脱离工作位,方便操作人员对切渣进行清理的功能,再或是在机器出现异常故障时,通过指示灯和蜂鸣器双重报警提醒操作人员的功能等。
发明内容
基于上述技术问题,本发明提供一种用于管道坡口的新型自动控制系统,该系统极大简化回路接线,减少接点数量,具有全面的电气保护功能,有效保护自动化元器件和液压站设施等不被损坏。
本发明采用如下技术方案:
一种用于管道坡口的自动控制系统,包括液压泵启动自复位按钮、液压泵停止自复位按钮、模式切换把手、带有过压过流和漏电保护的三相3P断路器、带有过流保护的三相3P断路器、带有过流保护的单相2P断路器、PLC控制器、液压泵启动接触器、切刀上升中间继电器、切刀下降中间继电器、切刀上升电磁阀、切刀下降电磁阀、带过流定值调节的热元件,所述带有过压过流和漏电保护的三相3P断路器与三相交流进线总电源及带有过流保护的三相3P断路器相连,所述带有过流保护的三相3P断路器与液压泵启动接触器相连,所述液压泵启动接触器与带过流定值调节的热元件相连,所述带过流定值调节的热元件与液压泵电机相连,所述带有过压过流和漏电保护的三相3P断路器输出下端取单相电源与零线组成交流220V控制电源与带有过流保护的单相2P断路器相连,带有过流保护的单相2P断路器与PLC控制器相连,所述带有过流保护的单相2P断路器与液压泵启动自复位按钮相连,液压泵启动自复位按钮与液压泵停止自复位按钮相连,液压泵停止自复位按钮与液压泵启动接触器线圈相连,液压泵启动接触器线圈与带过流定值调节的热元件辅助触点相连,带过流定值调节的热元件辅助触点与带有过流保护的单相2P断路器输出零线端相连组成回路,所述PLC控制器与切刀上升中间继电器线圈、切刀下降中间继电器线圈一端相连,所述带有过流保护的单相2P断路器输出火线端与切刀上升中间继电器、切刀下降中间继电器的辅助触点的一端相连,切刀上升中间继电器、切刀下降中间继电器的辅助触点的另一端与切刀上升电磁阀、切刀下降电磁阀线圈一端相连,切刀上升电磁阀、切刀下降电磁阀线圈另一端均与带有过流保护的单相2P断路器输出零线端相连组成回路。
进一步地,所述系统还包括除渣位置电感式接近开关、上限位置电感式接近开关、中间位置电感式接近开关、下限位置电感式接近开关、脚踏板自复位开关,所述除渣位置电感式接近开关、上限位置电感式接近开关、中间位置电感式接近开关、下限位置电感式接近开关的信号输出端分别与PLC控制器开关量输入端相连,除渣位置电感式接近开关、上限位置电感式接近开关、中间位置电感式接近开关、下限位置电感式接近开关的输入电源端与PLC控制器自产24V电源相连, PLC控制器自产24V电源正极与模式切换把手触点一端相连,模式切换把手触点另一端与PLC控制器开关量输入端相连, PLC控制器自产24V电源正极与脚踏板自复位开关触点一端相连,脚踏板自复位开关触点另一端与PLC控制器开关量输入端相连。
进一步地,所述系统还包括运行指示灯、故障指示灯、报警蜂鸣器,所述运行指示灯、故障指示灯、报警蜂鸣器与PLC控制器开关量输出端相连。
进一步地,所述带有过压过流和漏电保护的三相3P断路器输出下端取单相电源与零线组成交流220V控制电源与带有过流保护的单相2P断路器相连。
本发明的优点与效果为:
1、有效保证设备安全稳定运行。
2、增加了设备的电气保护功能,有效保障人员和设备的安全。
3、操作简单易上手,切实降低人工操作成本,有效提高管道坡口工作效率。
4、使用PLC控制器作为控制核心,极大简化控制回路的复杂性,有效降低设备故障率,节省大量维修成本。
5、增加了设备上电初始化和方便操作人员处理切割渣子的功能,方便清理切渣,满足切割设备在各种工况下的运行要求。
附图说明
图1为管道坡口自动控制系统逻辑流程图;
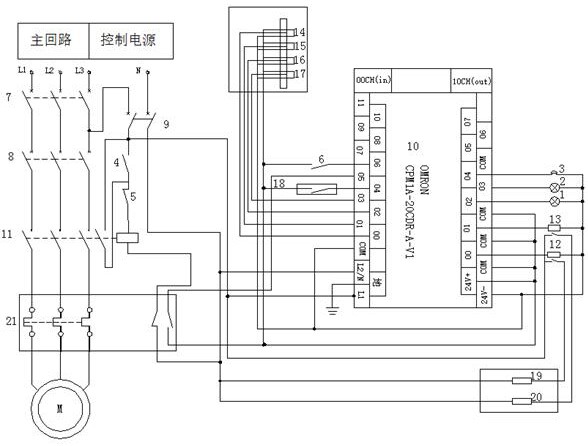
图2为管道坡口自动控制系统原理接线图;
图3为管道坡口自动控制系统程序梯形图。
图4为管道坡口自动控制系统PLC控制器点量表。
图中:1.运行指示灯、2.故障指示灯、3.报警蜂鸣器、4.液压泵启动自复位按钮、5.液压泵停止自复位按钮、6.模式切换把手、7.带有过压过流和漏电保护的三相3P断路器、8.带有过流保护的三相3P断路器、9.带有过流保护的单相2P断路器、10. PLC控制器、11.液压泵启动接触器、12.切刀上升中间继电器、13.切刀下降中间继电器、14. 除渣位电感式接近开关、15. 上限位电感式接近开关、16. 中间位电感式接近开关、17. 下限位电感式接近开关、18.脚踏板自复位开关、19.切刀上升电磁阀、20.切刀下降电磁阀、21.带过流定值调节的热元件。
具体实施方式
下面结合附图及实施例对本发明作进一步解释。
如图1—图4所示,本发明为一种用于管道坡口的新型自动控制系统包括:带有过压过流保护的三相3P断路器(进线总电源)、带有过流保护的三相3P断路器(液压泵电源)、带有过流保护的单相2P断路器(控制回路电源)、可调过流定值的液压泵电机热元件、可编程逻辑PLC控制器、电感式接近开关(上限位)、电感式接近开关(中间位)、电感式接近开关(下限位)、电感式接近开关(除渣位)、液压泵启动自复位按钮、液压泵停止自复位按钮、脚踏板自复位开关、模式切换把手(正常工作模式/切刀升起除渣模式)、液压泵启动接触器、切刀上升中间继电器、切刀下降中间继电器、运行指示灯、故障指示灯、报警蜂鸣器、切刀上升电磁阀、切刀下降电磁阀。
所述带有过压过流和漏电保护的三相3P断路器(进线总电源),作用是防止总电源输入端电压异常对控制系统产生影响,同时作为液压泵和控制回路电源开关的后备保护使用,除此之外,还能有效规避因设备漏电给操作和检修人员带来安全风险。
所述带有过流保护的三相3P断路器(液压泵电源),作用是在液压泵电机三相绕组绝缘下降、发生短路或接地时,迅速断开电源,保护电机的同时缩小影响范围。
所述带有过流保护的单相2P断路器(控制回路电源),作用是在控制回路出现短路或者接地等异常时,可以迅速断开电源,保护自动化元器件的同时缩小影响范围。
所述可调过流定值的液压泵电机热元件,作用是在电机绕组发生过流时,可以迅速断开电源,保护电机,这种可调定值的热元件可以适配多种型号电机。
所述可编程逻辑PLC控制器,是整套自动控制系统的核心,通过编写程序,实现各状态量信息的采集和各种指令的下发。
所述电感式接近开关(上限位),是切刀正常工作时运行的最高位置,即切刀的上限位。
所述电感式接近开关(中间位),是切刀正常工作时运行的中间位置,即切刀上电初始化的位置。
所述电感式接近开关(下限位),是切刀正常工作时运行的最低位置,即切刀的下限位。
所述电感式接近开关(除渣位),是切刀升起除渣位置。
所述液压泵启动自复位按钮,作用是启动液压泵开始工作。
所述液压泵停止自复位按钮,作用是是液压泵停止工作。
所述脚踏板自复位开关,即在液压站正常工作条件下,同时切刀在中间位置,当踩一下踏板,坡口切刀会自动全行程(中限位—下限位—中限位—上限位—中限位)运行一次。
所述模式切换把手(正常工作模式/切刀升起除渣模式),作用是在两种模式间进行切换,当切换到切刀升起除渣模式时,切刀无论在任何位置都会自动升起至除渣位;当切换至正常工作模式时,切刀自动复归到中限位位置。
所述液压泵启动接触器,作用是将三相电源自动送给液压泵电机,使其运转。
所述切刀上升中间继电器,作用是将可编程PLC控制器的切刀上升的输出指令经过转换送给切刀上升电磁阀,目的是防止电磁阀线圈绝缘下降或短路时造成PLC接点烧毁。
所述切刀下降中间继电器,作用是将可编程PLC控制器的切刀下降的输出指令经过转换送给切刀下降电磁阀,目的是防止电磁阀线圈绝缘下降或短路时造成PLC接点烧毁。
所述运行指示灯,即在液压泵运行时点亮。
所述故障指示灯,即在系统出现过流、过压、切刀上电初始化失败、切刀卡阻、电磁阀长时间带电等故障时点亮。
所述报警蜂鸣器,与故障灯点亮动作条件一致,当系统故障时,会出现20秒的蜂鸣声。
所述切刀上升电磁阀,即执行切刀上升输送油压的元件。
所述切刀下降电磁阀,即执行切刀下降输送油压的元件。
三相交流进线总电源与带有过压过流和漏电保护的三相3P断路器7输入上端相连,带有过压过流和漏电保护的三相3P断路器7输出下端与带有过流保护的三相3P断路器8输入上端相连,带有过流保护的三相3P断路器8输出下端与液压泵启动接触器11输入上端相连,液压泵启动接触器11输出下端与带过流定值调节的热元件21输入上端相连,带过流定值调节的热元件21输出下端直接与液压泵电机相连,在带有过压过流和漏电保护的三相3P断路器7输出下端取单相电源与零线组成交流220V控制电源与带有过流保护的单相2P断路器9输入上端相连,带有过流保护的单相2P断路器9输出下端与可编程逻辑PLC控制器10的输入电源端相连,带有过流保护的单相2P断路器9输出火线端与液压泵启动自复位按钮4常开触点一端相连,液压泵启动自复位按钮4常开触点另一端与液压泵停止自复位按钮5常闭触点一端相连,液压泵停止自复位按钮5常闭触点另一端与液压泵启动接触器11线圈的一端相连,液压泵启动接触器11线圈的另一端与带过流定值调节的热元件21的常闭辅助触点一端相连,带过流定值调节的热元件21的常闭辅助触点另一端与带有过流保护的单相2P断路器9输出零线端相连组成回路,除渣位置电感式接近开关14、上限位置电感式接近开关15、中间位置电感式接近开关16、下限位置电感式接近开关17的信号输出端分别与可编程逻辑PLC控制器10开关量输入端相连,除渣位置电感式接近开关14、上限位置电感式接近开关15、中间位置电感式接近开关16、下限位置电感式接近开关17的输入电源端与可编程逻辑PLC控制器10自产24V电源相连,可编程逻辑PLC控制器10自产24V电源正极与模式切换把手6触点一端相连,模式切换把手6触点另一端与可编程逻辑PLC控制器10开关量输入端相连,可编程逻辑PLC控制器10自产24V电源正极与脚踏板自复位开关18触点一端相连,脚踏板自复位开关18触点另一端与可编程逻辑PLC控制器10开关量输入端相连,可编程逻辑PLC控制器10开关量输出端分别与运行指示灯1、故障指示灯2、报警蜂鸣器3、切刀上升中间继电器12线圈、切刀下降中间继电器13线圈一端相连,运行指示灯1、故障指示灯2、报警蜂鸣器3、切刀上升中间继电器12线圈、切刀下降中间继电器13线圈另一端与可编程逻辑PLC控制器10自产24V电源负极相连构成回路,带有过流保护的单相2P断路器9输出火线端与切刀上升中间继电器12、切刀下降中间继电器13的辅助触点的一端相连,切刀上升中间继电器12、切刀下降中间继电器13的辅助触点的另一端与切刀上升电磁阀19、切刀下降电磁阀20线圈一端相连,切刀上升电磁阀19、切刀下降电磁阀20线圈另一端均与带有过流保护的单相2P断路器9输出零线端相连组成回路。
首先在电源回路上装设三个不同型号的断路器7、8、9和热元件21,实现了设备过压过流和漏电保护功能,这种冗余配置断路器的方法可以有效保证设备和人员的安全;然后使用可编程PLC控制器10作为整套系统的控制核心,将模式切换把手6的状态、热元件21的状态、脚踏板18的开关状态、电感式PNP型接近开关14、15、16、17的状态作为控制器的输入条件,接入PLC控制器10的开入模块里面;接着是逻辑的设计和程序的编写,根据不同工况和不同条件,PLC控制器10开出不同动作,具体逻辑如图3梯形图所示,在初次上电液压泵运行后,不管切刀在任何位置,切刀都应执行初始化回中命令,为下一步坡口工作做好准备,当模式切换把手6切至正常工作模式时,此时脚踩一下踏板,切刀将从中间位置向下运动,即让切刀下降中间继电器13得电,其辅助触点控制切刀下降电磁阀20动作,当到达下限位17后返回运动至上限位15,即使切刀上升中间继电器12得电,其辅助触点控制切刀上升电磁阀19动作,最终下降至中间位置16停止,完成一次全行程动作;当模式切换把手6切至切刀升起除渣模式时,无论切刀在任何位置都会自动升起至接近开关(除渣位)14,当完成除渣工作把切换把手6再次切换至正常工作模式时,切刀会自动初始化回中;最后就是增加必要的电气、机械保护逻辑和报警提醒功能,有效防止设备损坏,当切刀上电初始化回中过程中或是完成一次全行程切割后,若切刀从动作开始8秒钟仍未回到中间位16,并停止开出切刀上升和下降的命令,与此同时,点亮故障灯2和驱动蜂鸣器3鸣叫,提醒操作人员进行检查,故障灯在故障消除后方能熄灭,否则常亮,蜂鸣器在出现故障20秒内鸣叫,超出20秒后停止鸣叫。通过这些功能,可以有效避免电机超负荷运转和电磁阀长时间带电造成的设备伤害。
实施例1
公司检修一部修配班拥有一台坡口机,其电气控制系统采用纯接触器控制方式,回路构成和接线错综复杂,机器操作流程复杂,缺少液压站电机和电磁阀的保护功能,设备故障频发,电磁阀线圈经常损坏,除此之外,控制系统无运行状态和故障指示,人机交互极其不友好。
针对此种情况,发明人决定将此项发明技术率先应用到这台坡口机上,首先将原来旧的控制系统接线全部拆除,最终自动化元器件只留下执行切刀上升和下降的电磁阀;然后按照图2—图4的配置方式完成自动控制系统柜元器件的安装和接线;接着将组装好的控制柜带到现场与不在控制柜的自动化元器件进行连线,即将4个位置的接近开关输出信号和脚踏板开关信号分别接入可编程PLC控制器的开关量的输入端,将切刀上升中间继电器、切刀下降中间继电器的辅助触点的一端与切刀上升电磁阀、切刀下降电磁阀线圈一端相连,切刀上升电磁阀、切刀下降电磁阀线圈另一端均与带有过流保护的单相2P断路器输出零线端相连组成回路,除此之外,再将带过流定值调节的热元件输出下端直接与液压泵电机相连,这样这套自动控制系统就无缝应用到这台坡口机上;最后是试验,经过现场试验,坡口机能够顺利完成坡口工作,且坡口效率相比改造前大幅提升,坡口端面光滑、整齐,满足坡口要求。新增的切刀升起除渣模式非常好用,极大方便操作人员对切渣的清理工作。通过手动调低油压,模拟切刀回中超时故障,整套系统停止运行,动作结果满足设计要求,除此之外,模拟所有故障信号,故障灯和蜂鸣器均能正常工作。此套自动控制系统自投入使用已有5个月的时间,在面对集中性管道坡口工作后,机器仍未出现过一次故障,机器运转的稳定可靠性得到大幅提升。
- 一种用于管道坡口的自动控制系统
- 一种用于金属管道坡口加工的高效坡口机