一种新型三坐标全自动拆包机
文献发布时间:2023-06-19 19:27:02
技术领域
本发明涉及一种新型三坐标全自动拆包机,是为了实现西林瓶包材自动化运输与拆包,属于机电一体化领域。
背景技术
随着制药行业的不断发展,制药企业对产品自动化生产的要求越来越高,对全自动无人操作的要求不再是仅仅局限于灌装、冻干的核心无菌区域,对洗瓶机前道西林瓶自动拆包的需求也逐渐显露,但长久以来,洗瓶机前道的西林瓶拆包工序皆由人工完成,由于人的参与,给整个生产线带来很多不确定性因素,拆包速度过快、过慢或者失误,都会影响整条生产线的效率。目前西林瓶包材的普遍形式是:西林瓶包材的构成组成为盒盖、成矩阵排列的西林瓶与盒底用热收缩膜封装成一个整体。西林瓶切膜和废膜就是把封装成一个整体的西林瓶与盒底的热收缩膜切开。西林瓶切膜和废膜剔除普遍采用三个工位,包材的塑封膜的长边切割装置一个工位和包材的塑封膜两侧短边切割装置第二个工位,接下来废膜剔除第三个工位,长边割刀和短边切割采用几组驱动气缸直接驱动。由于采用多个工位,因此容易造成长边和短边之间的膜不能切断或者虽然膜切断了但会折叠成一团,剔除废膜的夹爪装置无法抓取剔除废膜,影响到西林瓶的抓取和放置,从而影响到整条洗、灌、烘、进出料、轧联动线的运行,而且对于整体的西林瓶完全由热封膜包装构成的包材,传统的西林瓶全自动拆包机是无法进行切膜拆包的。并且传统的西林瓶全自动拆包机零部件多,拆卸安装装维修清洁不便。但本发明新型三坐标全自动拆包机不仅将完全取代人工,能满足药厂需求,而且摒弃了其它类型的全自动拆包机占地面积大,适配性差(不能适应不同类型的包材)。本技术的目的在于克服现有技术中的缺点与不足,提供整体结构简单紧凑,占地面积小,组装方便,操作容易,实用安全可靠,且零部件较少有利于推广使用的新型西林瓶切膜废膜剔除装置。从而实现了西林瓶包材自动化运输与拆包,提高了作业精度与效率,降低人工体力劳动量及安全管理风险。最主要的是,由于本发明新型三坐标全自动拆包机的加成,使得制药企业向无人化的黑灯工厂又迈进了一步。
发明内容
为了克服上述现有技术的不足,本发明提供了一种新型三坐标全自动拆包机,以提高作业精度与效率,降低人工体力劳动量及安全管理风险。
本发明所采用的技术方案是一种新型三坐标全自动拆包机,包括:左侧三坐标机械手装置和包材加紧与撕膜装置,所述左侧三坐标机械手装置将所需拆包的西林瓶包材放置到预定位置,所述包材加紧与撕膜装置包括气缸安装平台、第一夹紧气缸和第一夹紧块,所述第一夹紧气缸通过所述第一夹紧块将所述西林瓶包材进行定位和加紧,所述第一夹紧气缸和所述第一夹紧块位于所述气缸安装平台上;所述包材加紧与撕膜装置还包括切膜刀,所述切膜刀对所述西林瓶包材进行拆包装;
所述左侧三坐标机械手装置的下方设有推送包材装置,所述推送包材装置一侧设有包材输送线,所述西林瓶包材经过所述包材输送线到达包材夹紧与撕膜装置进行拆包装,所述包材输送线上设有右侧三坐标机械手装置,用于将拆包后的所述西林瓶包材送回至所述包材输送线,完成拆包装。
优选地,所述左侧三坐标机械手装置包括左侧三坐标机械手真空吸盘工装和真空机,所述左侧三坐标机械手真空吸盘工装设置于所述做左侧三坐标机械手装置上,所述左侧三坐标机械手装置控制所述左侧三坐标机械手真空吸盘工装的升降,所述左侧三坐标机械手真空吸盘工装包括左侧海绵吸盘和抽真空管,所述抽真空管与所述真空机连接,所述左侧海绵吸盘通过所述抽真空管进行西林瓶包材的吸附。
优选地,所述左侧三坐标机械手装置的下方设有括包材装运车夹紧定位机构和平板小车,所述包材装运车夹紧定位机构包括左右夹紧气缸和前后夹紧气缸;所述左右夹紧气缸设有左右夹紧夹板以限制所述平板小车的左右方向的活动,所述前后夹紧气缸包括转销和控制所述转销进行绕转运动的前后加紧连杆,所述转销和所述前后加紧连杆控制所述平板小车的前后运动;所述包材装运车夹紧定位机构限制所述平板小车的运动。
优选地,所述平板小车包括限位件,所述限位件设置于所述平板小车的四周,限制所述西林瓶包材的移动。
优选地,所述包材推送装置位于所述左侧三坐标机械手装置一侧,所述包材推送装置包括包材推送板和带动所述包材推送板运动的无杆气缸,所述左侧三坐标机械手装置抓取来的所述西林瓶包材,通过所述无杆气缸带动所述包材推送板将所述西林瓶包材推送至所述包材输送线。
优选地,所述包材夹紧与撕膜装置还包括顶角撕膜装置,所述顶角撕膜装置设置于所述气缸安装平台上,所述顶角撕膜装置包括顶角气缸和真空吸盘,所述真空吸盘与所述抽真空管连接,所述顶角气缸通过所述真空吸盘吸住所述西林瓶包材的膜,所述顶角撕膜转置设置于所述西林瓶包材的各个顶角处。
优选地,所述包材夹紧与撕膜装置还包括侧边撕膜装置,所述包材夹紧与撕膜装置设置于所述气缸安装平台上,所述侧边撕膜转置包括第二气缸和侧边真空吸盘,所述第二气缸的右端设有侧边滑块和侧边线性导轨,所述第二气缸可伸缩的控制所述侧边滑块的移动,所述侧边滑块沿着所述侧边线性导轨进行移动,所述侧边线性导轨的右边皆有侧边真空吸盘,所述侧边真空吸盘吸附所述西林瓶包材的侧边膜。
优选地,所述包材输送线上包括中间三坐标机械手装置,所述中间三坐标机械手装置控制所述包材加紧与撕膜装置进行空间移动。
优选地,所述包材输送线的右侧设有西林瓶输送线,所述右侧三坐标机械手装置将已完成拆包的所述西林瓶包材内部的西林瓶放置于所述西林瓶输送线上,所述西林瓶包材的壳体通过所述包材输送线输送至下游。
优选地,所述西林瓶输送线的右侧还设有大转盘,所述西林瓶通过大转盘到达洗瓶机进行瓶体清洗。
本发明的有益效果如下:
1、设计多个三坐标机械手装置,实现了西林瓶包材自动化运输与拆包,提高了作业精度与效率。
2、设计加紧包材与撕膜装置,实现西林瓶包材实现自动化撕膜,自动化固定,提高了工作精度,避免了人为误差。
附图说明
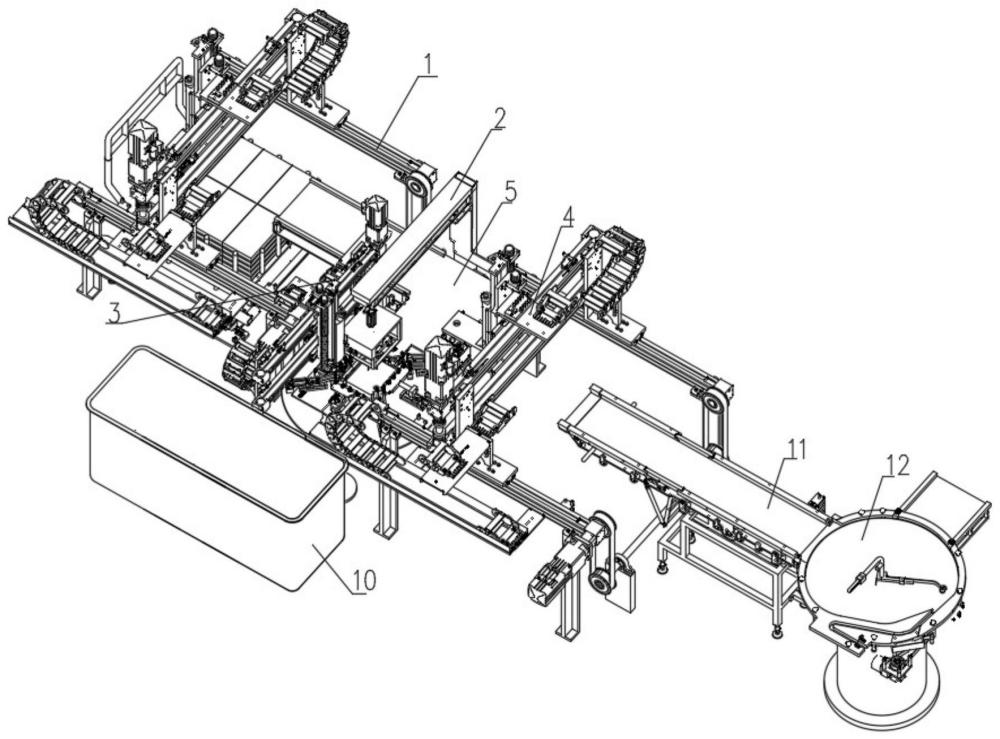
图1:为三座标机械手自动拆包机整体结构示意图
图2:为三座标机械手自动拆包机整体另个一角度结构示意图
图3:为左侧三坐标机械手吸包材结构示意图
图4:为左侧三坐标机械手真空吸盘工装示意图
图5:为左侧三坐标机械手真空吸盘工装半剖视图
图6:左侧三坐标机械手真空吸盘工装部分结构剖视图
图7:为包材装运车夹紧定位机构示意图
图8:包材装运车夹紧定位机构与平板小车配合示意图
图9:中间三坐标机械手结构示意图
图10:中间三坐标机械手另一角度结构示意图
图11:为中间三坐标机械手切膜刀与吸膜装置结构示意图
图12:为中间三坐标机械手切膜刀与吸膜装置另一角度结构示意图
图13:为中间三坐标机械手切膜刀与吸膜装置半剖视图
图14:为撕膜装置结构示意图
图15:为撕膜装置半剖视图
图16:为撕膜装置一种角度结构示意图
图17:为撕膜装置示意图另一角度结构示意图
图18:为侧边撕膜装置示意图
图19:为顶角撕膜装置示意图
图20:为左侧三坐标机械手吸西林瓶装置结构示意图
图21:为左侧三坐标机械手吸西林瓶装置另一角度结构示意图
图中各图号表示:
图1、图2中各图号表示:1、左侧三坐标机械手装置;2、推送包材装置;3、中间三坐标机械手装置;4、右侧三坐标机械手装置;5、包材输送线;10、废盒膜收集箱;11、西林瓶输送线;12、大转盘
图3中各图号表示:1、左侧三坐标机械手装置;2、推送包材装置;5、包材输送线;8、包材装运车夹紧定位机构;101、左侧三坐标机械手真空吸盘工装;102、左侧三坐标机械手前后驱动线性模组(X轴);103、左侧三坐标机械手左右驱动线性模组(Y轴);104、左侧三坐标机械手上下驱动线性模组(Z轴);105、线性模组(X轴)中间过渡驱动装置;201、无杆气缸;202、推送包材装置安装立柱;203、推送包材板;501、输送带;502、过渡平台;812、平板小车;814、西林瓶包材
图4、图5、图6各图号表示:1101、左侧固定主法兰;1102、缓冲块;1103、左侧海绵吸盘;1104、左侧下腔室板;1105、左侧上腔室板;1106、压缩空气管接头;1107、左侧视觉系统;1108、左侧视觉系统固定架;1109、左侧固定上板;1110、左侧缓冲弹簧;1111、左侧固定下板;1112、左侧精密减压阀;1113、左侧连接杆;1114、左侧相机固定板;1115、缓冲器固定座;1116、固定螺钉;1117、弹簧;1118、缓冲轴;
图7、图8中各图号表示:801、导向管;802、安装基板;803、化学螺栓;804、左右夹紧气缸;805、前后夹紧气缸;806、短连杆;807、前后夹紧连杆;808、转销;809、Y型接头销;810、左右夹紧板;811、光电开关;812、平板小车;813、限位件;814、西林瓶包材;815、第一Y型接头。
图9、图10中各图号表示:6、包材夹紧与撕膜装置;7、切膜刀与吸膜装置;301、中间三坐标机械手左右驱动线性模组(Y轴);302、中间三坐标机械手上下驱动线性模组(Z轴);303、中间三坐标机械手装置安装立柱;2、推送包材装置;5、包材输送线;201、无杆气缸;202、推送包材装置安装立柱;203、推送包材板;501、输送带;502、过渡平台
图11、图12、图13中各图号表示:701、中间海绵吸盘;702、中间下腔室板;703、中间上腔室板;704、吸盘装置升降气缸;705、真空吸管;706、中间固定主法兰;707、中间缓冲弹簧;708、中间连接杆;709、切膜刀;710、切膜刀固定架;711、压缩空气接头;712、中间固定上板。
图14、图15、图16、图17中各图号表示:601、气缸安装平台;602、支撑立柱;603、顶角撕膜装置;604、侧边撕膜装置;605、第一夹紧气缸;606、包材升降平台;607、升降气缸安装梁;608、第一滑块安装板;609、第一滑块;610、第一升降气缸;611、第一线性导轨;612、第一导轨安装板;613、第一夹紧块;614、插针装置
图18中各图号表示:6041、第二气缸;6042、侧边转轴座安装块;6043、侧边线性导轨安装板;6044、侧边线性导轨;6045、第二滑块;6046、第二滑块固定座;6047、固定杆;6048、吸嘴安装座;6049、第二真空吸盘;6050、真空吸盘接管;6051、第二转轴座;6052、第二Y型接头
图19中各图号表示:6031、顶角气缸;6032、顶角转轴座安装块;6033、顶角线性导轨安装板;6034、顶角线性导轨;6035、第三滑块;6036、第三滑块固定座;6037、连杆;6038、下转轴安装座;6039、Y型转轴座;6060、下转轴;6061、上转轴;6062、吸管夹紧座;6063、第三真空吸盘;6064、吸管;6065、连杆前销轴;6066、连杆后销轴;6067、第三转轴座;6068、第三Y型接头
图20、图21中各图号表示:4、右侧三坐标机械手装置;11、西林瓶输送线;12、大转盘;
具体实施方式:
下面结合附图及实施例对本发明进一步说明:
如图1和图2所示,一种新型三坐标全自动拆包机,包括左侧三坐标机械手装置和包材加紧与撕膜装置6,左侧三坐标机械手装置1将所需拆包的西林瓶包材814放置到预定位置,包材加紧与撕膜装置1包括气缸安装平台601、第一夹紧气缸605和第一夹紧块613,第一夹紧气缸605通过第一夹紧块613将西林瓶包材814进行定位和加紧,第一夹紧气缸605和第一夹紧块613位于气缸安装平台601上;包材加紧与撕膜装置6还包括切膜刀709,切膜刀709对西林瓶包材814进行拆包装;
左侧三坐标机械手装置1的下方设有推送包材装置2,推送包材装置2一侧设有包材输送线5,西林瓶包材814经过包材输送线5到达包材夹紧与撕膜装置6进行拆包装,包材输送线5上设有右侧三坐标机械手装置4,用于将拆包后的西林瓶包材814送回至包材输送线5,完成拆包装。
如图3、图4、图5、图6、图7、图8的构成和动作流程说明:平板小车812进入包材装运车夹紧定位机构8时,人工将装满西林瓶包材814的平板小车812沿导向管801推到平板小车812夹紧定位机构正确位置定位。此时光电开关811感应到小车已到达正确位置,然后左右夹紧气缸804通过左右夹紧板810在左右方向夹紧气缸,同时前后夹紧气缸805,通过第一Y型接头815、Y型接头销809推动短连杆806,并使前后夹紧连杆807绕转销808向内转动勾住平板小车812的后部,使小车准确牢固定位。反之,就松开,可以拉出已卸完西林瓶包材814的平板小车812。上述所有零部件均安装在安装基板802上面,并通过化学螺栓803与地面固定。限位件813防止西林瓶包材814移位,即使左侧三坐标机械手真空吸盘工装101碰到限位件813,也不会影响正常工作。
如图4、图5、图6中各部件联接:左侧固定主法兰1101上端固接在左侧三坐标机械手装置1的左侧三坐标机械手上下驱动线性模组(Z轴)104固定座联接,保证左侧三坐标机械手装置1上面的左侧三坐标机械手真空吸盘工装101随左侧三坐标机械手前后驱动线性模组(X轴)102和左侧三坐标机械手左右驱动线性模组(Y轴)103以及左侧三坐标机械手上下驱动线性模组(Z轴)104的移动而做同步精确的复合移动;同时左侧固定主法兰1101下端固接左侧固定上板1109;并按照图示分别联接下列零部件缓冲块1102;左侧海绵吸盘1103;左侧下腔室板1104;左侧上腔室板1105;压缩空气管接头1106;左侧视觉系统1107;左侧视觉系统固定架1108;左侧固定上板1109;左侧缓冲弹簧1110;左侧固定下板1111;左侧精密减压阀1112;左侧连接杆1113;左侧相机固定板1114;缓冲器固定座1115;固定螺钉1116;弹簧1117;缓冲轴1118;
开始吸取盒盖时,固定在固定架1108上面的左侧视觉系统探知西林瓶包材814的具体位置,左侧三坐标机械手装置1通过左侧三坐标机械手前后驱动线性模组(X轴)102和左侧三坐标机械手左右驱动线性模组(Y轴)103以及左侧三坐标机械手上下驱动线性模组(Z轴)104的移动而做同步精确的复合移动;带动左侧三坐标机械手装置1上面的左侧三坐标机械手真空吸盘工装101到达正确位置,并使左侧海绵吸盘1103吸盘紧贴盒盖上表面,然后真空泵启动,开始通过左侧精密减压阀1112和真空管接头抽真空,使由左侧下腔室板1104和左侧上腔室板1105组成的腔室处于真空状态。表面开满孔(孔眼与左侧下腔室板1104的孔眼一一对应)左侧海绵吸盘1103粘结在左侧下腔室板1104的下表面上,吸取盒盖时,左侧海绵吸盘1103紧贴住盒盖的上表面,通过真空紧紧吸住盒盖。同时缓冲块1102通过缓冲轴1118向上顶起弹簧1117,固定螺钉1116压住弹簧,使弹簧产生形变,确保缓冲块1102也紧紧抵住盒盖上表面。左侧三坐标机械手装置1带动左侧三坐标机械手真空吸盘工装101到达正确位置后,真空切断,真空吸力消失,缓冲块1102向外弹出,同时压缩空气管接头1106也接通,压缩空气通过缓冲块1102上面的孔眼冲出,弹簧力和压缩空气的冲力确保盒盖不会继续粘附在左侧海绵吸盘1103的表面(否则会影响到下一个动作的展开),此时确保把废盒盖通过滑槽放到废盒膜收集箱10的容器内。
开始吸取放置在平板小车812上面的西林瓶包材814时,(平板小车812在小车夹紧定位机构的位置上)。开始吸取西林瓶包材814(上面盒盖上一动作已先吸走)时,固定在固定架1108上面的左侧视觉系统探知西林瓶包材814的具体位置,左侧三坐标机械手装置1通过左侧三坐标机械手前后驱动线性模组(X轴)102和左侧三坐标机械手左右驱动线性模组(Y轴)103以及左侧三坐标机械手上下驱动线性模组(Z轴)104的移动而做同步精确的复合移动,带动左侧三坐标机械手装置1上面的左侧三坐标机械手真空吸盘工装101到达正确位置,并使左侧海绵吸盘1103吸盘紧贴西林瓶包材814薄膜的上表面,然后真空泵启动,开始通过左侧精密减压阀1112和开始抽真空,使由左侧下腔室板1104和左侧上腔室板1105组成的腔室处于真空状态。表面开满孔(孔眼与左侧下腔室板1104的孔眼一一对应)左侧海绵吸盘1103粘结在左侧下腔室板1104的下表面上,吸取西林瓶包材814时,左侧海绵吸盘1103紧贴住西林瓶包材814薄膜的上表面,通过真空紧紧吸住西林瓶包材814。同时缓冲块1102通过缓冲轴1118向上顶起弹簧1117,固定螺钉1116压住弹簧,使弹簧产生形变,确保缓冲块1102也紧紧抵住西林瓶包材814薄膜的上表面。左侧三坐标机械手装置1通过左侧三坐标机械手前后驱动线性模组(X轴)102和左侧三坐标机械手左右驱动线性模组(Y轴)103以及左侧三坐标机械手上下驱动线性模组(Z轴)104的移动而做同步精确的复合移动,带动左侧三坐标机械手装置1上面的左侧三坐标机械手真空吸盘工装101到达包材输送线5正上方的正确位置,的真空切断,真空吸力消失,缓冲块1102向外弹出,同时压缩空气管接头1106也接通,压缩空气通过缓冲块1102上面的孔眼冲出,弹簧力和压缩空气的冲力确保西林瓶包材814不会继续粘附在左侧海绵吸盘1103的表面(否则会影响到下一个动作的展开),西林瓶包材814正确的放置在包材输送线5的中间,并输送到过渡平台502处,由推送包材装置2推送西林瓶包材814到包材夹紧与撕膜装置6内,定位并开始拆膜和撕膜的下一动作的展开。左侧三坐标机械手装置1通过左侧三坐标机械手前后驱动线性模组(X轴)102和左侧三坐标机械手左右驱动线性模组(Y轴)103以及左侧三坐标机械手上下驱动线性模组(Z轴)104的移动而做同步精确的复合移动;带动左侧三坐标机械手装置1上面的左侧三坐标机械手真空吸盘工装101到达再次吸取西林瓶包材814的正确位置处,开始吸取西林瓶包材814,周而复始,直到平板小车812的西林瓶包材814取完为止。
如图9、图10、图11、图12、图13、图14、图15、图16、图17、图18、图19的构成和动作流程说明:西林瓶包材814被正确的放置在包材输送线5的中间后;输送带501把西林瓶包材814输送到过渡平台502处,由无杆气缸201、推送包材装置安装立柱202、推送包材板203所组成的推送包材装置2通过过渡平台502推送西林瓶包材814到包材夹紧与撕膜装置6内。定位并开始拆膜和撕膜的下一动作的展开。
在图14、图15、图16、图17中:支撑立柱602、包材升降平台606、升降气缸安装梁607、第一滑块安装板608、滑块609、第一升降气缸610、第一线性导轨611、第一导轨安装板612这些零部件构成了包材升降平台606的上下升降的顺利进行。当推送包材装置2把西林瓶包材814通过过渡平台502推送到包材夹紧与撕膜装置6内时,需要通过第一升降气缸610把包材升降平台606举升到与过渡平台502一样的高度,然后载着西林瓶包材814下降到与气缸安装平台601相距的正确位置。接下来要切膜时,必须要把西林瓶包材814(上面盒盖上一动作已先吸走)紧固在包材升降平台606上面,接下来安装在气缸安装平台601上面的两边第一夹紧气缸605驱动第一夹紧块613,伸出顶紧西林瓶包材814,插针装置614上面的左插针和右插针分别从松开缩回状态到伸出状态,紧紧插入包材底盒内,这样西林瓶包材814和包材底盒被紧紧固定,不会移动位置,准备正式开始切膜。
正式开始切膜:此时顶角撕膜装置603的顶角气缸6031和侧边撕膜装置604的第二气缸6041分别处于缩回状态。
由图11、图12、图13的零部件组成了切膜和吸膜装置:
固定在切膜刀与吸膜装置7切膜刀固定架710上面的中间视觉系统探知西林瓶包材814的具体位置,中间三坐标机械手装置3通过中间三坐标机械手左右驱动线性模组(Y轴)301和中间三坐标机械手上下驱动线性模组(Z轴)302的移动而做同步精确的复合移动,带动中间三坐标机械手装置3上面的中间三坐标机械手切膜刀与吸膜装置7到达西林瓶包材814的正确位置处,中间三坐标机械手上下驱动线性模组(Z轴)302驱动与之固定的切膜刀与吸膜装置7向下运行正确距离,固定在切膜刀固定架710上面的八组切刀709在正确位置切开西林瓶包材814的包装膜。
吸盘装置升降气缸704下移,带动中间固定主法兰706下端固接中间固定上板712。并按照图示分别联接下列零部件中间海绵吸盘701、中间下腔室板702、中间上腔室板703、真空吸管705、中间缓冲弹簧707、中间连接杆708、压缩空气管接头711;
并使中间海绵吸盘701吸盘紧贴已割开的西林瓶包材814薄膜的上表面,然后真空泵启动,开始通过精密减压阀和真空管705开始抽真空,使由中间下腔室板702和中间上腔室板703组成的腔室处于真空状态。表面开满孔(孔眼与中间下腔室板702的孔眼一一对应)中间海绵吸盘701粘结在中间下腔室板702的下表面上,吸取已割开西林瓶包材814薄膜的上表面时,中间海绵吸盘701紧贴住西林瓶包材814薄膜的上表面,通过真空紧紧吸住西林瓶包材814。同时缓冲块通过缓冲轴向上顶起弹簧707,固定螺钉压住弹簧,使弹簧产生形变,确保缓冲块也紧紧抵住已割开的西林瓶包材814薄膜的上表面。
吸住已割开的上表面膜后,吸盘装置升降气缸704上移,同时中间三坐标机械手装置3通过中间三坐标机械手左右驱动线性模组(Y轴)301和中间三坐标机械手上下驱动线性模组(Z轴)302的移动而做同步精确的复合移动,带动中间三坐标机械手装置3上面的中间三坐标机械手切膜刀与吸膜装置7吸住废上表面膜移送到废盒膜收集箱10上方的合适位置,真空吸管705的真空切断,真空吸力消失,缓冲块向外弹出,同时压缩空气管接头711也接通,压缩空气通过缓冲块上面的孔眼冲出,弹簧力和压缩空气的冲力确保已割开的西林瓶包材814上表面膜不会继续粘附在中间海绵吸盘701的表面(否则会影响到下一个动作的展开)。安装在气缸安装平台601上面的两边第一夹紧气缸605反向驱动第一夹紧块613,缩回松开西林瓶包材814,包材夹紧与撕膜装置后面设有与左侧三坐标机械手装置一样的右侧三坐标机械手装置4,在这里直接借用左侧三坐标机械手装置进行代替描述,左侧三坐标机械手装置1上面的左侧三坐标机械手真空吸盘工装101吸走已无废上膜覆盖的整盘西林瓶后,接下来切膜刀与吸膜装置7回到原来位置,继续吸上表面膜的动作程序,吸住底膜,同时侧边撕膜装置604和顶角撕膜装置603切断真空,松开分别吸住的底膜四上边和四上角。切膜刀与吸膜装置7吸住底模,开始吸住废膜上表面的同样动作程序,移送到废盒膜收集箱10上方的合适位置,把废底膜放入其中。
由图18、图19的零部件组成顶角撕膜装置603和侧边撕膜装置604分别完成撕膜的工序动作:
在图18中:第二气缸6041、侧边转轴座安装块6042、侧边线性导轨安装板6043、线性导轨6044、第二滑块6045、第二滑块固定做6046、固定杆6047、吸嘴安装座6048、第二真空吸盘6049、真空吸盘接管6050、第二转轴座6051、第二Y型接头6052这些零部件构成了侧边撕膜装置604。
侧边转轴座安装块6042和侧边线性导轨安装板6043分别固定在气缸安装平台601上面,线性导轨6044用螺栓固定在侧边线性导轨安装板6043上面,第二滑块固定做6046用螺栓与第二滑块6045固定,第二滑块6045安装在线性导轨6044上面,第二气缸6041的尾部通过销轴铰接在第二转轴座6051上面,第二转轴座6051和侧边转轴座安装块6042用螺栓联接,端部通过第二Y型接头6052和配套的销轴与第二滑块固定做6046铰接,这样气缸前后运动时可以带动第二滑块固定做6046和与第二滑块固定做6046联接的固定杆6047、吸嘴安装座6048、第二真空吸盘6049、真空吸盘接管6050这些零件做前后移动。当处于真空状态的第二真空吸盘6049在气缸的前推下吸住已切开的膜,然后接下来安装在气缸安装平台601上面的四组侧边撕膜装置604分别吸住各边的膜,随第二气缸6041缩回动作把膜撕开。
在图19中:顶角气缸6031;顶角转轴座安装块6032;顶角线性导轨安装板6033;线性导轨6034;第三滑块6035;第三滑块固定座6036;连杆6037;下转轴安装座6038;Y型转轴座6039;下转轴6060;上转轴6061;吸管夹紧座6062;第三真空吸盘6063;吸管6064;连杆前销轴6065;连杆后销轴6066;第三转轴座6067;第三Y型接头6068这些零部件构成了顶角撕膜装置603。
顶角转轴座安装块6032和顶角线性导轨安装板6033分别固定在气缸安装平台601上面,线性导轨6034用螺栓固定在顶角线性导轨安装板6033上面,第三滑块固定座6036用螺栓与第三滑块6035固定,第三滑块6035安装在线性导轨6034上面,顶角气缸6031的尾部通过销轴铰接在第二转轴座6051上面,第三转轴座6067和顶角转轴座安装块6032用螺栓联接,端部通过第三Y型接头6068和配套的销轴与第三滑块固定座6036铰接,这样气缸前后运动时可以带动第三滑块固定座6036,连杆6037一端与第三滑块固定座6036通过连杆后销轴6066铰接,另一端通过连杆前销轴6065与吸管夹紧座6062铰接。这样当第三滑块固定座6036前后移动时,连杆6037带动吸管夹紧座6062和与之固定的第三真空吸盘6063、吸管6064分别绕铰接在Y型转轴座6039的上转轴6061以及下转轴6060旋转,Y型转轴座6039通过下转轴6060铰接在下转轴安装座6038上,下转轴安装座6038用螺栓固定在气缸安装平台601上面。这样气缸前后运动时可以带动第三滑块固定座6036和与第三滑块固定座6036铰接的连杆6037、吸管夹紧座6062、第三真空吸盘6063、吸管6064这些零部件分别绕下转轴6060和上转轴6061做来回摆动。当处于真空状态的第三真空吸盘6063在气缸的前推下吸住已切开的膜,然后接下来安装在气缸安装平台601上面的顶角撕膜装置603分别吸住各角部的膜,随顶角气缸6031缩回动作把膜撕开。
这样,当包装膜被切开后,吸盘装置升降气缸704上下升降吸上表面膜移动、顶角撕膜装置603的顶角气缸6031、侧边撕膜装置604的第二气缸6041分别从缩回状态到伸展状态然后再到缩回状态,先吸住膜然后开始撕膜,吸上表面膜和撕膜同步进行。吸废底膜前,必须等左侧三坐标机械手装置1上面的左侧三坐标机械手真空吸盘工装101把整盘西林瓶吸走之后,然后侧边撕膜装置604和顶角撕膜装置603必须切断真空,松开分别吸住的底膜四上边和四上角。
图20、图21的构成和动作流程说明:左侧三坐标机械手装置1;西林瓶输送线11;大转盘12;左侧三坐标机械手前后驱动线性模组(X轴)102;左侧三坐标机械手左右驱动线性模组(Y轴)103;左侧三坐标机械手上下驱动线性模组(Z轴)104;左侧三坐标机械手真空吸盘工装101;线性模组(X轴)中间过渡驱动装置105开始吸取包材夹紧与撕膜装置6内整盘西林瓶包材814时(上表面废膜已被中间三坐标机械手装置3上面的中间三坐标机械手切膜刀与吸膜装置7先吸走),固定在左侧视觉系统固定架1108上面的左侧视觉系统探知整盘西林瓶的具体位置,左侧三坐标机械手装置1通过左侧三坐标机械手前后驱动线性模组(X轴)102和左侧三坐标机械手左右驱动线性模组(Y轴)103以及左侧三坐标机械手上下驱动线性模组(Z轴)104的移动而做同步精确的复合移动,带动左侧三坐标机械手装置1上面的左侧三坐标机械手真空吸盘工装101到达正确位置,同时安装在气缸安装平台601上面的两边第一夹紧气缸605反向驱动第一夹紧块613,缩回放松西林瓶包材814。然后使左侧侧海绵吸盘1103吸盘紧贴整盘西林瓶包材814,然后真空泵启动,开始通过左侧精密减压阀1112和抽真空管开始抽真空,使由左侧下腔室板1104和左侧上腔室板1105组成的腔室处于真空状态。表面开满孔(孔眼与左侧下腔室板1104的孔眼一一对应)左侧海绵吸盘1103粘结在左侧下腔室板1104的下表面上,吸取整盘西林瓶包材814时,左侧海绵吸盘1103紧贴住整盘西林瓶包材814上表面,通过真空紧紧吸住整盘西林瓶包材814。同时缓冲块1102通过缓冲轴1118向上顶起弹簧17,固定螺钉16压住弹簧,使弹簧产生形变,确保缓冲块02也紧紧抵住整盘西林瓶包材814上表面。左侧三坐标机械手装置1通过左侧三坐标机械手前后驱动线性模组(X轴)102和左侧三坐标机械手左右驱动线性模组(Y轴)103以及左侧三坐标机械手上下驱动线性模组(Z轴)104的移动而做同步精确的复合移动,带动左侧三坐标机械手装置1上面的左侧三坐标机械手真空吸盘工装101到达西林瓶输送线11正上方的正确位置,抽真空管的真空切断,真空吸力消失,缓冲块1102向外弹出,同时压缩空气管接头1106也接通,压缩空气通过缓冲块1102上面的孔眼冲出,弹簧力和压缩空气的冲力确保整盘西林瓶不会继续粘附在左侧海绵吸盘1103的表面(否则会影响到下一个动作的展开),整盘西林瓶包材814正确的放置在西林瓶输送线11的中间,并输送到大转盘12处,然后转送到下游洗瓶机。
左侧三坐标机械手装置1通过左侧三坐标机械手前后驱动线性模组(X轴)102和左侧三坐标机械手左右驱动线性模组(Y轴)103以及左侧三坐标机械手上下驱动线性模组(Z轴)104的移动而做同步精确的复合移动;带动左侧三坐标机械手装置1上面的左侧三坐标机械手真空吸盘工装101到达再次吸取整盘西林瓶包材814正确位置处,开始吸取整盘西林瓶包材814,周而复始。
- 一种新型智能的全自动工业设计用三坐标测量仪
- 一种新型滚筒全自动拆包机