一种摩擦焊的手动焊后分离装置
文献发布时间:2023-06-19 19:07:35
技术领域
本发明属于机械加工的技术领域,尤其涉及一种摩擦焊的手动焊后分离装置。
背景技术
目前杆头与杆体在使用摩擦焊时,由于摩擦焊独特的焊接方式,所以需要借助特有的焊接工装(见附图所示),由于活塞杆杆头和杆体同轴度要求很高,如果只靠焊接工装的左半部和右半部的夹持力来控制杆头的位置,则很容易发生错位的情况,导致杆头与杆体的同轴度误差较大,所以需要借助销轴来实现杆头的准确定位,其中销轴与待焊活塞杆杆头以及焊接工装通过小过盈连接,而由于销轴销轴的长度小于焊接工装左半部的直径,所以销轴是完全沉入焊接工装内部的。
在摩擦焊时,焊接温度高达1000℃,焊接结束后,如果不及时将活塞杆与焊接工装分离,活塞杆在焊接工装的限制下,只能保持斜放的状态(见图7所示)(由于活塞杆为细长状,竖直放置容易倾倒,且活塞杆焊后为高温状态,倾倒后还会滚动,容易产生安全隐患,所以不能竖直放置。即便采用工装来保证活塞杆保持竖直,但活塞杆高温细长,要把活塞杆放置到竖直工装内,会增加操作难度,也降低了工作效率和生产率,增大了工装成本),此时由于活塞杆的温度高达1000℃,在高温下由于自重极易在焊缝处发生塑性变形,导致活塞杆变弯,使活塞杆杆头与杆体的同轴度降低,影响后期的使用;所以如果要避免这样的情况出现,最好让焊后的活塞杆在水平状态下自行冷却(见图8所示);所以技术难点是怎么在活塞杆的高温状态下,将过盈连接的销轴从焊接工装中平稳取出,使高温的活塞杆、焊接工装以及销轴分离,如果靠蛮力敲击的话,由于销轴分别与焊接工装的左右两部分和杆头过盈连接,其中产生的摩擦力较大,敲击所需要的力也较大,在大力敲击的同时将产生较大的震动,该震动将带动高温活塞杆的震动,大幅度的震动加上活塞杆重力的作用,势必会导致活塞杆不同程度的变弯,从而降低活塞杆杆头与杆体的同轴度,而本专利就是解决了这一问题,让活塞杆在平稳且竖直的条件下,将销轴与焊接工装分离。
发明内容
本发明的目的在于解决上述现有技术的不足,从而提供一种摩擦焊的手动焊后分离装置,可快速分离工装与工件,提高工作效率,并有效保证工件的同轴度。
本发明的技术方案是:一种摩擦焊的手动焊后分离装置,包括用于定位焊接工装和焊接后活塞杆的左抱环、右抱环,左抱环、右抱环相对的定位面为与焊接工装配合的弧面,左抱环、右抱环下端均固定连接有一个平板,平板上设有若干与焊接工装上光孔配合定位的导向柱,左抱环底部的平板固定在底座一侧,右抱环底部的平板与右抱环连接成的整体随驱动装置横移可以远离和靠近左抱环;右抱环和左抱环上分别开有一个对称的通孔,通孔与焊接工装上的定位销孔同轴心设置,通孔孔径大于焊接工装上的定位销孔孔径,分离装置还包括可沿右抱环和左抱环上的通孔横移顶出焊接工装的销轴的顶出装置;底座上设有凹槽,凹槽内平铺有若干个钢珠,凹槽一端部与左抱环底部的平面的右端面平齐,凹槽的深度等于钢珠的球径。
所述左抱环、右抱环的定位面的上端部设有用于导向的倒角。
所述驱动装置包括连接块、大螺杆及支承块,连接块固定在右抱环定位面的正对面上,连接块内部为空腔体,支承块固定在底座上,大螺杆一端依次穿过支承块上的螺纹孔、连接块上的通过孔后套装上大螺母后,将大螺杆与连接块装配在一起,大螺杆另一端上装有大手轮,连接块上的通过孔与支承块上的螺纹孔同轴心设置。
顶出装置包括与右抱环和左抱环上的通孔同轴心设置的小螺杆,小螺杆装配在大螺杆的内螺纹通孔中、且与大螺杆的内螺纹通孔螺纹连接,小螺杆长度大于大螺杆,小螺杆一端装有小手轮。
大螺杆的外螺纹槽与内螺纹通孔的内螺纹槽反向设置。
所述连接块与右抱环对应位置开设装配螺孔、并经螺栓连接成一体。
所述每个平板上的导向柱为三个,导向柱底部与对应平板上开设安装螺孔、并经螺钉将导向柱固定在平板对应位置处。
所述焊接工装包括结构相同的左半部、右半部,左半部与右半部闭合后为圆柱台,圆柱台轴心处开设用于定位待焊活塞杆杆头的定位孔,圆柱台上开设有用于安装固定销轴的定位销孔,定位销孔与待焊活塞杆杆头的光孔对应、且沿圆柱台径向延伸。
所述用于装配焊接工装与活塞杆杆头的销轴的长度小于圆柱台的直径,销轴与待焊活塞杆杆头的光孔小过盈配合。
左半部和右半部的底部均有三个光孔,各光孔与对应的导向柱间隙配合。
与现有技术相比,可以在焊后及时且平稳的将活塞杆与焊接工装分离,保证了活塞杆杆头与杆体的同轴度,而且节约了生产线的加工流水时间,简化了焊后分离工序,实现了由人工分离到自动化的转变。
附图说明
图1是本发明的结构示意图;
图2是本发明的俯视图;
图3是本发明的剖面图;
图4是本发明的左抱环的结构示意图;
图5是本发明的右抱环的结构示意图;
图6是本发明焊接工装的使用流程示意图;
图7是活塞杆与焊接工装一起在斜放状态下冷却的结构示意图;
图8是活塞杆在平放状态下冷却的结构示意图;
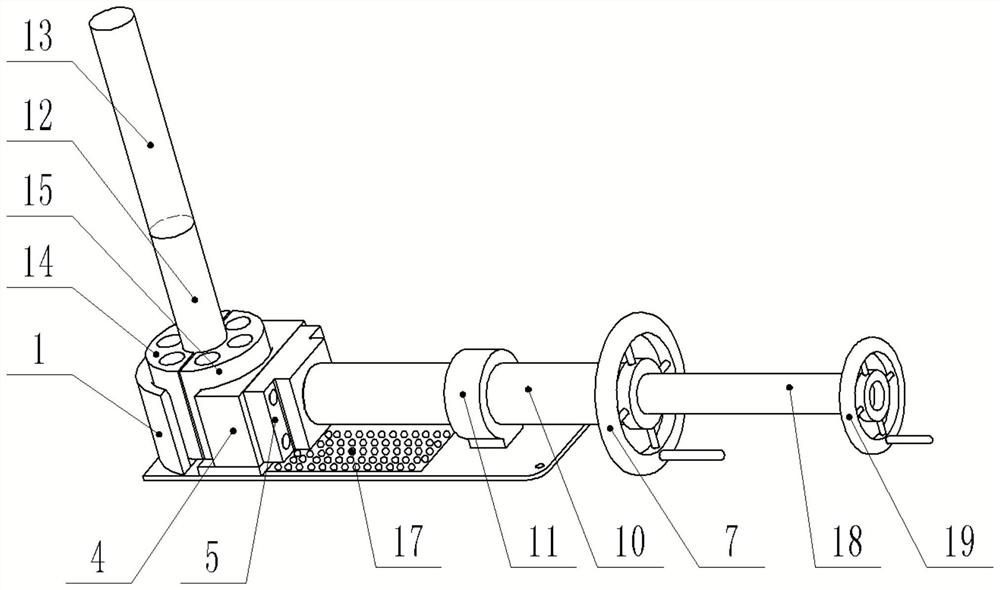
图中:1、左抱环;2、底板;3、螺栓;4、右抱环;5、连接块;6、大螺母;7、大手轮;8、螺钉;9、导向柱;10、大螺杆 ;11、支承块;12、待焊活塞杆杆头;13、待焊活塞杆杆体;14、左半部;15、右半部;16、销轴;17、钢珠;18、小螺杆;19、小手轮。
具体实施方式
图1、图2中,分离装置是由右抱环4、左抱环1、驱动装置、顶出装置和一个底板2组成。右抱环4、左抱环1用于定位焊接工装和焊接后活塞杆,左抱环1、右抱环4相对的定位面为与焊接工装配合的弧面,左抱环1、右抱环4下端均固定连接有一个平板,左抱环1底部的平板与底板2焊接在一起,右抱环4底部的平板与右抱环4连接成一个整体、该整体可以随驱动装置横移远离和靠近左抱环1;驱动装置是由连接块5、大螺杆10、大手轮7、大螺母6和支承块11组成;连接块5通过螺栓3固定在右抱环4定位面的正对面上,连接块5内部为空腔体,大螺杆10一端依次穿过支承块11上的螺纹孔、连接块5上的通过孔后套装上大螺母6后,将大螺杆10与连接块5装配在一起,大螺杆10另一端上装有大手轮7,连接块5上的通过孔与支承块11上的螺纹孔同轴心设置;支承块11和底板2焊接在一起,大螺杆10中部通过螺纹与支承块11连接在一起。右抱环4和左抱环1上分别开有一个对称的通孔,通孔与焊接工装上的定位销孔同轴心设置,通孔孔径大于焊接工装上的定位销孔孔径,顶出装置可沿右抱环4和左抱环1上的通孔横移顶出焊接装的销轴16,顶出装置包括小螺杆18,小螺杆18装配在大螺杆10的内螺纹通孔中、且与大螺杆10的内螺纹通孔螺纹连接,小螺杆18长度大于大螺杆10,小螺杆18一端焊接小手轮19。底座2上设有凹槽,凹槽内平铺有若干个钢珠17,钢珠17可以在凹槽内随意滚动。右抱环4、左抱环1底部的平板上设有若干与焊接工装上光孔配合定位的导向柱9。本专利共包含6个导向柱9,其中左边3个导向柱9通过螺钉8与左抱环1底部的平板连接在一起;右边3个导向柱9通过螺钉8与右抱环4底部的平板连接在一起。
先将底板2和支承块11焊接在一起;再将大螺杆10和大手轮7焊接在一起;将大螺杆10依次穿过支承块11上的螺纹孔和连接块5上的通过孔,然后用大螺母6拧紧在大螺杆10的端部,之后将右抱环4和连接块5通过螺栓3连接在一起,最后将小螺杆18和小手轮19焊接在一起,并将将小螺杆18拧入大螺杆10的内螺纹通孔内,大螺杆10的外螺纹槽与内螺纹通孔的内螺纹槽反向设置。
图3中,凹槽一端部与左抱环1底部的平面的右端面平齐,凹槽的深度等于钢珠17的球径;左抱环1、右抱环4的定位面的上端部设有用于导向的倒角。
图4是本发明的左抱环的结构示意图;
图5是本发明的右抱环的结构示意图;
图6中,焊接工装包含左半部14和右半部15,左半部14和右半部15这两个零件结构一样,左半部14与右半部15闭合后为圆柱台,圆柱台轴心处开设用于定位待焊活塞杆杆头12的定位孔,圆柱台上开设有用于安装固定销轴16的定位销孔,定位销孔与待焊活塞杆杆头12的光孔对应、且沿圆柱台径向延伸。
待焊活塞杆杆头12与焊接工装通过销轴16连接在一起;由于待焊活塞杆杆头12和待焊活塞杆杆体13同轴度要求很高,如果只靠左半部14和右半部15的夹持力来控制杆头的位置,则很容易发生错位的情况,导致杆头与杆体的同轴度误差较大,所以需要借助销轴16来实现杆头的准确定位,其中销轴16与待焊活塞杆杆头12通过小过盈连接。
销轴16的长度小于圆柱台的直径,所以在把待焊活塞杆杆头12、左半部14和右半部15组合在一起后,通过铜棒的敲击来使销轴16依次穿过右半部15、待焊活塞杆杆头12、左半部14的光孔,直到销轴16没有凸出于左半部14和右半部15的外圆,便于后期摩擦焊焊机内三爪卡盘的夹紧。
左半部14和右半部15的底部均有三个光孔,该6个光孔与6个导向柱9间隙配合,从而通过6个导向柱9来控制左半部14和右半部15的左右移动。
图7是活塞杆与焊接工装一起在斜放状态下冷却的结构示意图;图中G为重力。
图8是活塞杆在平放状态下冷却的结构示意图。
使用时,焊接完成后可以通过戴隔热手套来手工取出焊好的活塞杆,然后将活塞杆倒立,杆头部分向下,使焊接工装上的6个光孔与导向柱9配合好,通过大手轮7对大螺杆10的旋转,使大螺杆10相对支承块11向右移动,从而带动右抱环4向右移动,其中右抱环4底部的平板在钢珠17的作用下,由滑动摩擦改为滚动摩擦,减小了与底板2的摩擦力,;由于导向柱9通过螺钉8与右抱环4连接在一起,且导向柱9与焊接工装右半部15的底部光孔间隙配合,所以在导向柱9的带动下,右半部15向右侧移动,与销轴16和左半部14脱离,直至连接块5与支承块11接触,之后转动小手轮19,从而带动小螺杆18向左移动,小螺杆18穿出右抱环4上的光孔,抵在销轴16上,继续转动小手轮19,直至销轴16从左抱环1的光孔中完全出来,至此活塞杆与焊接工装、销轴完全分离。大螺杆10的外螺纹为左旋螺纹,内螺纹孔为右旋螺纹,当小螺杆18左旋向左移动时,大螺杆本应该向右移动,但是由于此时连接块5与支承块11接触,限制了大螺杆的右移,所以大螺杆10保持不动,小螺杆18左移;之后便可以使用钳子将左半部14与销轴16脱离开,最后将单独的活塞杆平躺在耐高温的干净地面上或架子上,保持活塞杆的焊缝处以及杆体在同一水平面上,自动降温;文中所述的同轴度用通俗的话说就是变弯程度,越弯则代表同轴度越低,移动过程只要没有发生激烈的碰撞,则不会影响同轴度。