防静电ABS塑料及制备方法
文献发布时间:2023-06-19 19:16:40
技术领域
本发明涉及ABS塑料,更具体地说是防静电ABS塑料及制备方法。
背景技术
ABS塑料兼有三种组元的共同性能,A使其耐化学腐蚀、耐热,并有一定的表面硬度,B使其具有高弹性和韧性,S使其具有热塑性塑料的加工成型特性并改善电性能;现有技术中,往往通过ABS塑料本身的物理性质来抗静电的产生,而在一些特殊的摩擦场合,ABS塑料表面还是会产生一定的静电,而用于ABS塑料本身抗静电,因此在产生静电时,是无法有效的对静电进行疏导,还是会产生放电。
发明内容
本发明的目的是提供防静电ABS塑料及制备方法,可以制备对静电进行疏导的ABS塑料,减少静电的产生。
本发明的目的通过以下技术方案来实现:
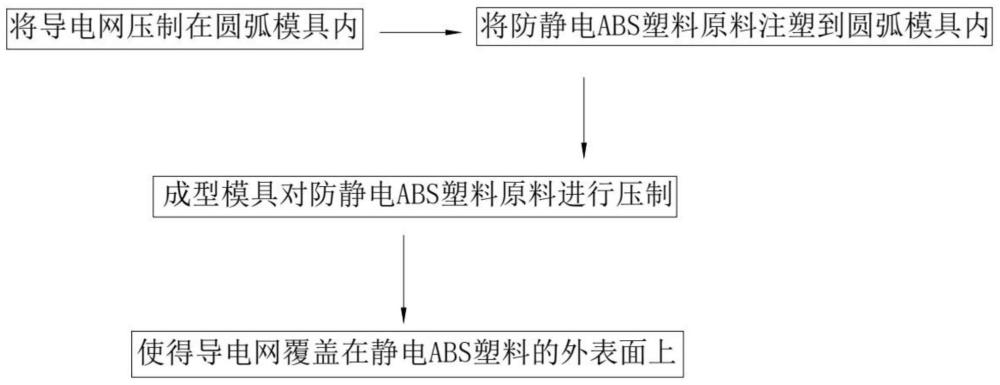
防静电ABS塑料制备方法,该方法包括以下步骤:
步骤一:将导电网压制在圆弧模具内;
步骤二:将防静电ABS塑料原料注塑到圆弧模具内;
步骤三:成型模具对防静电ABS塑料原料进行压制,使得导电网覆盖在防静电ABS塑料的外表面上。
防静电ABS塑料,包括ABS塑料基体和设置在ABS塑料基体表面的导电网,所述ABS塑料基体为圆弧腔体;
防静电ABS塑料制备装置,包括装置支架,装置支架上固定连接有两个滑动支架,每个滑动支架上均转动连接有丝杆Ⅰ,滑动支架上固定连接有驱动丝杆Ⅰ进行转动的动力机构Ⅰ,动力机构Ⅰ优选为伺服电机,装置支架上固定连接有切割摸具,切割摸具上设置有切割槽Ⅰ;
装置支架上转动连接有圆弧模具,装置支架上固定连接有驱动圆弧模具进行转动的动力机构Ⅱ,动力机构Ⅱ优选为伺服电机;
装置支架上固定连接有第一伸缩机构,第一伸缩机构的伸缩端上固定连接有冲压环,冲压环上设置有切割槽Ⅱ;
其中一个滑动支架上滑动连接有第二伸缩机构,第二伸缩机构通过螺纹连接在对应的丝杆Ⅰ上,第二伸缩机构的伸缩端上固定连接有摆动电机,摆动电机的输出轴上固定连接有摆动支架Ⅰ,摆动支架Ⅰ上转动连接有压制模具,摆动支架Ⅰ上固定连接有驱动压制模具进行转动的动力机构Ⅲ,动力机构Ⅲ优选为伺服电机;
另一个滑动支架上滑动连接有第三伸缩机构,第三伸缩机构的伸缩端上转动连接有摆动支架Ⅱ,第三伸缩机构的伸缩端上固定连接有驱动摆动支架Ⅱ进行转动的动力机构Ⅳ,动力机构Ⅳ优选为伺服电机,摆动支架Ⅱ上转动连接有丝杆Ⅱ,摆动支架Ⅱ上固定连接有驱动丝杆Ⅱ进行转动的动力机构Ⅴ,动力机构Ⅴ优选为伺服电机,摆动支架Ⅱ上滑动连接有注塑筒,注塑筒内转动连接有螺旋轴,注塑筒通过螺纹连接在丝杆Ⅱ上,注塑筒上固定连接有驱动螺旋轴进行转动的动力机构Ⅵ,动力机构Ⅵ优选为伺服电机;
装置支架上固定连接有第四伸缩机构,第四伸缩机构的伸缩端上转动连接有转动支架,第四伸缩机构的伸缩端上固定连接有驱动转动支架进行转动的动力机构Ⅶ,动力机构Ⅶ优选为伺服电机,转动支架上转动连接有成型模具,转动支架上固定连接有驱动成型模具进行转动的动力机构Ⅷ,动力机构Ⅷ优选为伺服电机,成型模具上套装有多个成型套;
成型模具上设置有T形插槽Ⅰ,成型套内侧固定连接有插钉,插钉能够插入到T形插槽Ⅰ内,成型套上设置有T形插槽Ⅱ,位于外侧的成型套的插钉能够插入位于内侧的成型套的T形插槽Ⅱ内。
附图说明
下面结合附图和具体实施方法对本发明做进一步详细的说明。
图1是本发明的防静电ABS塑料制备方法示意图;
图2是本发明的防静电ABS塑料结构示意图;
图3是本发明的防静电ABS塑料结构示意图;
图4是本发明的防静电ABS塑料制备装置结构示意图;
图5是本发明的装置支架结构示意图;
图6是本发明的滑动支架结构示意图;
图7是本发明的冲压环结构示意图;
图8是本发明的压制模具结构示意图;
图9是本发明的注塑筒结构示意图;
图10是本发明的注塑筒剖视图结构示意图;
图11是本发明的成型模具结构示意图;
图12是本发明的成型模具剖视图结构示意图;
图13是本发明的转动支架结构示意图;
图14是本发明的成型套结构示意图。
图中:
圆弧腔体11;导电网12;
装置支架21;滑动支架22;丝杆Ⅰ23;切割摸具24;切割槽Ⅰ25;
圆弧模具30;
第一伸缩机构41;冲压环42;切割槽Ⅱ43;
第二伸缩机构51;摆动电机52;摆动支架Ⅰ53;压制模具54;
第三伸缩机构61;摆动支架Ⅱ62;丝杆Ⅱ63;注塑筒64;螺旋轴65;
第四伸缩机构71;转动支架72;成型模具73;T形插槽Ⅰ74;成型套75;插钉76;T形插槽Ⅱ77。
具体实施方式
下面结合附图对本发明做进一步详细说明。
如图1所示,下面对防静电ABS塑料制备方法的步骤和功能进行详细的说明;
防静电ABS塑料制备方法,该方法包括以下步骤:
步骤一:将导电网12压制在圆弧模具30内;
步骤二:将防静电ABS塑料原料注塑到圆弧模具30内;
步骤三:成型模具73对防静电ABS塑料原料进行压制,使得导电网12覆盖在防静电ABS塑料的外表面上。
如图2至3所示,防静电ABS塑料,包括ABS塑料基体和设置在ABS塑料基体表面的导电网12,所述ABS塑料基体为圆弧腔体11;
使用时,将导电网12放置在圆弧模具30上,导电网可以是现有技术中的铁丝网等,导电材料制成的网状结构,导电网12由于本生的网状结构,可以产生一定的形变,因此覆盖在静电ABS塑料上时,并不会影响静电ABS塑料本身的力学性能;
通过压制模具54将导电网12压制在圆弧模具30内,将防静电ABS塑料原料注塑到圆弧模具30内,防静电ABS塑料原料覆盖在导电网12上,成型模具73对防静电ABS塑料原料进行压制,使得导电网12覆盖在防静电ABS塑料的外表面上,进而当防静电ABS塑料的表面产生静电时,将导电网12和外部的导电体接触,导电网12可以对防静电ABS塑料表面的静电进行疏导,进而将防静电ABS塑料表面的静电进行疏导,防止防静电ABS塑料表面静电的产生;
如图4至14所示,为了方便防静电ABS塑料制备方法的实施,设计防静电ABS塑料制备装置,下面对防静电ABS塑料制备装置的结构和功能进行详细的说明;
防静电ABS塑料制备装置,包括装置支架21,装置支架21上固定连接有两个滑动支架22,每个滑动支架22上均转动连接有丝杆Ⅰ23,滑动支架22上固定连接有驱动丝杆Ⅰ23进行转动的动力机构Ⅰ,动力机构Ⅰ优选为伺服电机,装置支架21上固定连接有切割摸具24,切割摸具24上设置有切割槽Ⅰ25;
装置支架21上转动连接有圆弧模具30,装置支架21上固定连接有驱动圆弧模具30进行转动的动力机构Ⅱ,动力机构Ⅱ优选为伺服电机;
装置支架21上固定连接有第一伸缩机构41,第一伸缩机构41的伸缩端上固定连接有冲压环42,冲压环42上设置有切割槽Ⅱ43;
其中一个滑动支架22上滑动连接有第二伸缩机构51,第二伸缩机构51通过螺纹连接在对应的丝杆Ⅰ23上,第二伸缩机构51的伸缩端上固定连接有摆动电机52,摆动电机52的输出轴上固定连接有摆动支架Ⅰ53,摆动支架Ⅰ53上转动连接有压制模具54,摆动支架Ⅰ53上固定连接有驱动压制模具54进行转动的动力机构Ⅲ,动力机构Ⅲ优选为伺服电机;
另一个滑动支架22上滑动连接有第三伸缩机构61,第三伸缩机构61的伸缩端上转动连接有摆动支架Ⅱ62,第三伸缩机构61的伸缩端上固定连接有驱动摆动支架Ⅱ62进行转动的动力机构Ⅳ,动力机构Ⅳ优选为伺服电机,摆动支架Ⅱ62上转动连接有丝杆Ⅱ63,摆动支架Ⅱ62上固定连接有驱动丝杆Ⅱ63进行转动的动力机构Ⅴ,动力机构Ⅴ优选为伺服电机,摆动支架Ⅱ62上滑动连接有注塑筒64,注塑筒64内转动连接有螺旋轴65,注塑筒64通过螺纹连接在丝杆Ⅱ63上,注塑筒64上固定连接有驱动螺旋轴65进行转动的动力机构Ⅵ,动力机构Ⅵ优选为伺服电机;
装置支架21上固定连接有第四伸缩机构71,第四伸缩机构71的伸缩端上转动连接有转动支架72,第四伸缩机构71的伸缩端上固定连接有驱动转动支架72进行转动的动力机构Ⅶ,动力机构Ⅶ优选为伺服电机,转动支架72上转动连接有成型模具73,转动支架72上固定连接有驱动成型模具73进行转动的动力机构Ⅷ,动力机构Ⅷ优选为伺服电机;
使用时,将导电网12放置在切割摸具24上,启动第一伸缩机构41,第一伸缩机构41可以是液压缸和电动推杆,第一伸缩机构41的伸缩端带动冲压环42进行运动,冲压环42向下进行运动,冲压环42和切割摸具24相互错位对导电网12进行切割,使得导电网12被切割成圆形;
转动第二伸缩机构51对应的丝杆Ⅰ23,即启动动力机构Ⅰ,动力机构Ⅰ的输出轴开始转动,动力机构Ⅰ的输出轴带动丝杆Ⅰ23进行转动,丝杆Ⅰ23转动时通过螺纹带动第二伸缩机构51进行运动,使得第二伸缩机构51横向运动滑动,第二伸缩机构51带动摆动电机52、摆动支架Ⅰ53和压制模具54进行运动,使得压制模具54运动到圆弧模具30的上侧,启动摆动电机52,摆动电机52的输出轴进行转动,摆动电机52的输出轴带动摆动支架Ⅰ53进行转动,摆动支架Ⅰ53带动压制模具54进行摆动,使得压制模具54垂直设置,启动第二伸缩机构51,第二伸缩机构51可以时液压缸或者电动推杆,第二伸缩机构51的伸缩端带动压制模具54向下进行运动,压制模具54向下进行运动对导电网12进行挤压,使得导电网12被压入到圆弧模具30内,压制模具54和圆弧模具30对导电网12进行压制,使得导电网12压制成型,压制模具54压制完成后,启动动力机构Ⅰ、第二伸缩机构51和摆动电机52将压制模具54移开;
转动第三伸缩机构61对应的丝杆Ⅰ23,即启动动力机构Ⅰ,动力机构Ⅰ的输出轴开始转动,动力机构Ⅰ的输出轴带动丝杆Ⅰ23进行转动,丝杆Ⅰ23转动时通过螺纹带动第三伸缩机构61进行横向运动,预先将防静电ABS塑料原料不断通入到注塑筒64内,启动动力机构Ⅵ,动力机构Ⅵ的输出轴开始转动,动力机构Ⅵ的输出轴带动螺旋轴65进行转动,螺旋轴65在注塑筒64内进行转动,螺旋轴65转动时不断的将防静电ABS塑料排出,注塑筒64内设置有加热机构,保证防静电ABS塑料原料处于一定的温度,启动动力机构Ⅳ,动力机构Ⅳ的输出轴开始转动,动力机构Ⅳ的输出轴带动摆动支架Ⅱ62进行转动,使得摆动支架Ⅱ62发生一定的摆动,进而使得注塑筒64倾斜一定的角度,同时启动动力机构Ⅴ,动力机构Ⅴ的输出轴开始转动,动力机构Ⅴ的输出轴带动丝杆Ⅱ63进行转动,丝杆Ⅱ63转动时通过螺纹带动注塑筒64进行运动,调整注塑筒64的位置,同时启动第三伸缩机构61,第三伸缩机构61可以是液压缸或者电动推杆,第三伸缩机构61的伸缩端带动注塑筒64进行运动,进而调整注塑筒64的高度,使得注塑筒64运动到圆弧模具30的上侧,注塑筒64将防静电ABS塑料原料注入到圆弧模具30内,注塑筒64可以根据不同的使用需求,向圆弧模具30内注入不同的防静电ABS塑料原料的量,进而满足不同的使用需求,注塑筒64注入完成后,注塑筒64撤离;
启动动力机构Ⅶ,动力机构Ⅶ的输出轴开始转动,动力机构Ⅶ的输出轴带动转动支架72进行转动,转动支架72带动成型模具73进行运动,使得成型模具73运动到圆弧模具30的上侧,启动第四伸缩机构71,第四伸缩机构71的伸缩端带动成型模具73向下进行运动,使得成型模具73压入到圆弧模具30内,进而形成如图2所示的防静电ABS塑料;
进一步的,可以在成型模具73下压的同时启动动力机构Ⅷ,动力机构Ⅷ的输出轴开始转动,动力机构Ⅷ的输出轴带动成型模具73进行转动,成型模具73在圆弧模具30内进行转动,进而使得圆弧模具30内的防静电ABS塑料原料在压制的过程中分布均匀;
进一步的,为了根据不同的使用需求,调整防静电ABS塑料的厚度,如图12所示,成型模具73上套装有多个成型套75,成型模具73上设置有T形插槽Ⅰ74,成型套75内侧固定连接有插钉76,插钉76能够插入到T形插槽Ⅰ74内,成型套75上设置有T形插槽Ⅱ77,位于外侧的成型套75的插钉76能够插入位于内侧的成型套75的T形插槽Ⅱ77内;
插钉76优选为弹性材料,为了改变压制的厚度,进而设置有多个直径不同的成型套75,根据不同的使用需求,将不同数量和型号的成型套75套装在成型模具73上,进而改变防静电ABS塑料成型后的厚度;
进一步的,如图13和14所示,成型套75套装在成型模具73上时,推动成型套75在成型模具73上进行滑动,使得插钉76滑入到T形插槽Ⅰ74的竖直槽内,在旋转成型套75,使得插钉76滑入到T形插槽Ⅰ74的水平槽内,成型套75的安装旋转方向和成型模具73需要进行转动的方向相反,进而当成型模具73带动成型套75旋转时,插钉76和T形插槽Ⅰ74的侧边接触,保证成型套75和成型模具73的连接;
成型套75和成型套75之间相互连接时也同理,将插钉76滑入到T形插槽Ⅱ77的竖直槽内,在旋转成型套75,使得插钉76滑入到T形插槽Ⅱ77的水平槽内。