用于输送带的接合装置
文献发布时间:2023-06-19 09:54:18
本发明涉及一种用于输送带的接合装置,该接合装置旨在连接输送带的至少一个端部。为了简化起见,按照惯例,在本公开中,术语“输送带”将表示为“输送带”和“带”。
输送带(也称为运输带)用于运输或输送不同的材料或者不同的产品(例如煤、矿石、工业产品或农产品)。这些输送带由增强弹性体或增强合成材料制成的带构成,具有合适的长度和宽度,在安装前或安装后,在包括回程辊(Return Roller)和空转辊的支撑和驱动装置上,这些输送带的端部必须互相连接。通常,这些装置还包括张紧构件,其目的是良好地张紧输送带。
到目前为止,各种装置已被用于执行输送带的端部的这种连接。
最初,并且直到今天,当带是由可增强硫化弹性体制成时,仍使用硫化。在旨在在每个端部形成互补轮廓的准备工作之后,即当所述的端部更靠近在一起时互相作用之后,通过增加热量和压力来完成硫化,这是众所周知的。硫化的替代方案是冷固合。
另一种已知的连接装置是使用从金属薄板上切下的一般呈U形的钉,该钉包括通过转向节连接的上板和下板,这些钉固定在横跨每个输送带端部以连接的两个系列中,使得转向节突出,并且一个系列的转向节可以在其他系列的转向节之间交错,连接和铰接杆接着穿过交错的转向节内部,以便在形成一种铰链的同时将两端连接起来。用于将钉固定在输送带端部上的已知装置包括杆附接装置(例如夹具、铆钉和螺钉)。
在最近的过去,已经提出了采用一般由增强弹性体或增强合成材料制成的扁平连接元件的接合装置,该接合装置分别位于输送带端部的一侧和另一侧,并固定在必须连接的所述端部上。在专利EP-0827575-B1和EP-1163459-B1中给出了这种接合装置的示例。
这些装置包括上接合板和下接合板,它们可选地通过中心部件连接。这些下接合板和上接合板具有分离装置,该分离装置适于接合输送带的相应端部,从而使分离装置大致抵靠中心部件,或者在接合装置不具有中心部件的情况下,其抵靠在安装期间设在该端部的垫片,然后再之后将其移除。
换句话说,这些接合装置包括两对彼此面向的附接凸缘,输送带的端部分别被引入在同一对的两个凸缘之间。
形成接合板的下部和上部一般使用铆钉、钉子、夹具、螺钉-螺母系统,或通过冷固合或紧靠在接合在凸缘之间的输送带的平坦外表面上的凸缘平面硫化,来固定在输送带的端部上。
接合装置一般由柔性和弹性材料制成,例如硫化橡胶,或由例如聚氨酯的合成材料制成,其中嵌入有一般为织物的增强件,该增强件在纵向上具有可延展性。
按照惯例并且为了在整个本公开中的描述的方便和清楚起见,纵向是输送带的纵向,并且还应用于认为必须安装在输送带上的联结装置。横向是垂直于由此限定的纵向的方向,而与单独考虑的联结装置的尺寸无关。
这种类型的联结装置的增强件在纵向上的可延展性旨在使安装在输送带上的联结装置能够在不会造成可能导致快速劣化的磨损或过度疲劳的情况下,反复穿过输送带路径的弯曲部分,即绕过驱动辊、回程辊和张紧辊。
实际上,在该操作过程中,接合装置的上部受到牵引力,而其下部(即朝向辊的外表面的部分)由于这些部件的路径不同而受到压缩力,这些路径与曲线半径成正比,这取决于联结装置的厚度。
由于下部和上部之间的应力差异很大,为了进一步提高这些联结装置的耐磨性,申请人过去对其产品进行了改进,以便使上部比下部具有更大的可延展性。
在这种类型的输送带接合装置中,中心部件接下来会与下板和上板分开,以便为在安装期间使用的独立垫片留出空间,垫片紧靠在输送带的第一端部上,放置在下板和上板之间的接合处,然后在放置输送带的第二端部之前,将这些垫片移除。
实际上,接合装置是通过模制或通过注射制成的,并且具有H形结构,其下板、上板和中心部件是在单件中形成的。为了生产模具,这需要与在技术领域发现的输送带厚度一样的模具,因此这些接合装置必须以非常小的系列来制造,这增加了制造、存储和分配的成本。
这种问题,即旨在解决各种输送带厚度问题的模具和模制品的多样性,特别是通过如上所述将接合装置通过以三个单独部件的形式生产而得以解决:一个部件构成形成单个部件的左和右上凸缘,一个部件构成形成单个部件的左和右下凸缘,以及对应于H形轮廓的中间条的中间部件,该中间部件形成垫片。
在这样的构造中,有可能单独制造两个下板和上板,并且每一个构造成适应于它们承受的力(压缩/牵引力)和相关的应力。
例如,下板在无损坏的情况下,布置成承受在驱动辊、回程辊和张紧辊上的通行,驱动或迂回安装有考虑中的接合装置的输送带,下板直接与带的这些驱动元件接触。
上板依次直接与在输送带上运输的各种材料或各种产品接触。此外,上板一般也被刮刀扫过。
最近,申请人已经开发了该产品以获得一种接合装置,其中下接合板和上接合板这两者是相似的,或者甚至是相同的,使得可以制造单一类型的接合板而不再制造两个不同的接合板。
实际上,接合板一般切割成连续的带或几个连续的接合板的带部分。根据这种开发,然后可以由相同的带或接合板的带部分制造下接合板和相应的上接合板。
由于这种解决方案的应用,集成到接合板中的增强件的可延展性是相同的,无论是涉及下接合板还是上接合板,因为它们是由同样制造的带或带部分形成的。
在这种情况下,与技术人员的偏见相反,可以预期的是,在下接合板和上接合板这两者之间使用相同的增强件构成了一种开发,这与试图使上部比下部具有更好的可延展性的做法背道而驰。
相反,增强件的弹性的控制使得通过使用具有确定弹性的增强件,可以制造出应对现有技术问题的接合板,也就是说,通过保证其耐磨性,即使它们将同时用于下接合板在上接合板上。
有利地,在这种情况下,增强件(一般是织物类型)构造成具有在10%至25%之间,优选地在15%至20%之间的可延展率。可延展的性质是指增强件的伸长能力,也就是说,可延展率在10%到25%之间意味着它在不会断裂或损坏的情况下,构造成可以承受至少10%到最多25%的延伸率。
增强件的这种可延展性,也就是说,这种纵向弹性延伸率,也决定了接合板本身的可延展性,因为增强件具有的可延展性低于嵌入到其中的柔性和弹性材料(硫化橡胶、如聚氨酯的合成材料,等等)。
这种在纵向上的可延展性确保了在对下接合板和上接合板所承受的应力的抵抗力之间的良好折衷。
无论如何,可延展性已成为这种接合板设计中的一个主要特征,以便获得一个足够灵活和弹性的接合装置,该接合装置能够在不损坏的情况下通过驱动辊和回程辊,同时在不损坏的情况下具有使其能够承受其所有力的拉伸强度。
接合板的这些可延展性和抵抗这种力的特性,既可以通过形成接合板的柔性和弹性材料(硫化橡胶、例如聚氨酯的合成材料)来赋予,也可以通过集成在其中的增强件,从而在纵向的可延展性和强度适合用于承受输送带经受的最大拉力来赋予。
通常地,一般为机织织物的这些增强件切成旨在形成所述增强件的织物辊。这样的操作方式是相对便宜的,并且到目前为止已经可以在强度方面获得良好的结果。
在现有领域的经验的帮助下,可以观察到的是,这种增强件,当其受到显著和反复的应力时,特别是通过将接合板与输送带端部固定的装置施加在增强件编织上的拉力,可能导致所述增强件局部变形和松弛。
这些变形位于每个附接装置处,并且总体上沿输送带施加在附接装置上的牵引力的方向定向,然后由附接装置朝着接合板,特别是朝着增强件重新传递,从而导致纺织纤维的运动使得它们局部较松,并且例如能够引起纺织增强件的缝线变宽。
当这些附接装置位于增强件的边界上时,因此在相应接合板的边界上,这些缝线的加宽可能导致接合装置使用过程中出现问题的增强件解织,这对其强度是不利的。术语“解织”是指构成织物缝线的纤维的解缠,该织物一般形成增强件,而无关该织物是涉及机织织物还是针织织物。
一种可能的解决方案是改进织物增强件,使得编织更密实,从而更牢固。这样的解决方案是切实可行的,但是由于其不利于接合板的期望的可扩展性而具有其局限性。实际上,织物的较高密度,实际上每个表面单元具有更多数量的线,会导致增强件以及接合板的刚性更高。
另一解决方案将是基于附接装置相对于接合装置的位置来设计具有可变密度编织的增强件。然而,这种解决方案涉及耗时和生产困难,这证明实施起来成本特别高。
本发明的目的是提出一种解决方案,该方案对应于这种现有接合的发展,并且使得能够在允许改进的可扩展性的同时,并且更一般地在保证质量的同时,提高该接合装置的质量和强度,接合装置的有效性和耐久性。
为此,本发明涉及一种用于输送带的接合装置,用于连接至少一个纵向输送带的两端,接合装置包括至少两个接合板,每个接合板构造成覆盖输送带端部的单独一侧,以便所述输送带布置在装配操作位置中的两个接合板之间,接合板通过附接装置固定在一起,附接装置布置成分别穿过接合板、输送带的一端和另一接合板,每个接合板由柔性、弹性材料制成并设有增强件,所述增强件由至少一个纺织层形成,所述接合装置的特别之处是,所述增强件在纵向上被边缘界定,增强件在装配位置相对于所述输送带横向延伸,每个所述横向边缘具有解织支撑件,以防止增强件在使用接合装置期间解织。
在本发明中,纵轴对应于输送带的纵向,也适用于被认为必须安装在输送带上的联结装置,横轴是垂直于所限定的纵向的方向,与单独考虑的联结装置的尺寸是无关的。
因此,即使当加强件的横向边缘不必垂直于所述相关联的输送带时,其横向边缘也指定了在其整个宽度上穿过输送带的边缘。
由于这些特征,增强件形成带或带状物,该带或带装物嵌入相关联接合板的柔性和弹性的材料中,并且其边缘承受主拉力因此被增强,从而可以避免任何解织的风险。
一般而言,到目前为止,附接装置的横向排是指沿着外部边界,即在接合装置的两个纵向相对端的横向边缘的相邻处,基本上用于保持接合装置的边缘压在输送带上。
通过这样的带状增强件并且沿着其横向边缘增强,这使得可以避免在垂直于经线发生力时的解织,这提供了不可否认的附加优点。
在使用设有这种类型的接合装置的输送带的过程中,接合装置主要受到在接合装置的纬线方向上产生的拉力的作用。后者在这种应用中不是很大,有必要有足够数量的经线与每排孔后面的纬线交织在一起:这种增强件的编织确保了线的阻挡,并提供了一定的强度,与附接装置的数量相叠加,就可以赋予接合处一定的强度,避免此边缘的增强件过早结合。
在接合处的增强件的横向边缘处,不可能具有足够大的纤维宽度以再现相同的效果,并因此通过行数分解拉力。
当根据本发明的解织支撑件位于边界上时,沿着增强件的横向边缘,该现象得以减轻,并且沿附接装置的所有线观察到张力的分布更加均匀。
有利地,所述解织支撑件是机织支撑件。这样的支撑件提供了适合于在输送带接合处使用的力的良好强度。
替代地或甚至是另外,解织支撑件包括接合和/或焊接的支撑件和/或沿着增强件的横向边缘延伸的接缝。
根据一种有利的技术构造,增强件包括纬线和经线,机织解织支撑件由增强件的纬线和/或经线形成。
例如,通过在增强件的经线的任一侧上的纬线的迂回,围绕相关的横向边缘的经线的纬线的迂回,来形成防止增强件的解织的解织支撑件。换句话说,并且在该构造中,填充物可替代地插入在由增强件形成的带状物的每一侧上,通过经线和纬线的交织来完成编织。
“填充物”是指在生产增强件时沿宽度方向穿过增强件纤维的所有线。在当前情况下,增强件以预期定位的带状物形式制造,一旦嵌入到接合板中,就相对于输送带横向地定位。
“经线”又是指在生产增强件时沿纤维长度方向运行的所有线,这些线平行于织边,特别是与增强件的横向边缘平行,并与纬线交错以形成增强件。
这种解织支撑件需要例如使用剑杆织机来生产带状物形式的增强件。公认的是,这种解决方案比使用针织机制造更为昂贵,因为它的工作速度较慢,但是用这种解织支撑件获得的加固为应用到输送带接合处提供了合适的强度和良好的柔韧性。
为了防止织物在使用过程中由于增强件所受的力而过于移动,有利的是,通过增加每个表面单位的经线和纬线的数量来使增强件致密化。实际上,增强件的编织的这种致密化限制了使用过程中缝线的分散,并允许提高强度。在这种情况下,增强件优选地构造成使得其密度,即其每个表面单元的经线和纬线的数量,足够高以承受拉力,但是足够低以具有适合于它在输送带接合处的弹性。
这种解织支撑件的另一个优点是,它不会在支撑件沿其延伸的横向边缘处局部地引起增强件的过厚。
在另一种构造中,通过连接到其自身的填充物来形成解织支撑件。
例如,在增强件的制造过程中,这种解织支撑件可以通过使用针织机来获得。
根据另一有利特征,机织解织支撑件由至少一根镶嵌线编织而成。
例如,在这种情况下,通过沿横向边缘将填充物束缚在一起的镶嵌线形成解织支撑件。
例如,在增强件的制造过程中,这种解织支撑件可以通过使用针织机来获得。
可替代地,可以通过经线与连接至纬线的镶嵌线的交织来形成解织支撑件。尽管这种实施方式实施起来相对复杂,但是其强度适合于拉力。
在一种有利的技术构造中,将纬线和镶嵌线缝合在一起以形成解织支撑件。
这样的实施例对于在织边处存在过厚并不重要的应用中优化了不可编织性。
在一种有利的技术构造中,特别是如果希望保持规则的厚度,同时避免织边出现过厚,同时确保改善的不可编织性,所述解织支撑件包括镶嵌线,所述镶嵌线与所述纬线通过缝线连接,其中缝线还被附加的阻挡线阻挡。
该阻挡线通过克服镶嵌线的任何断裂而进一步确保了额外的安全性,因此,即使镶嵌线断裂,也可以防止增强件解织或不编织。
因此,尽管尺寸相对较小,镶嵌线和锁线仍表现出有助于较高的强度。按比例,镶嵌线和阻挡线所占比例小于增强件的0.5%,一般在0.1%至0.5%之间。假定支撑件不随该尺寸而变化,则该比率根据其横向边缘之间的增强件的尺寸而变化。因此,增强件被认为在其两个横向边缘之间越宽,该比率将越小。
根据一个实施例,镶嵌线和/或锁线由合成纤维的基底形成,例如由诸如聚酯或聚酰胺的一种或多种聚合物的基底形成。当然,其他材料也可用于此类应用,这些材料具有足够的柔韧性以适于编织,并具有足够的弹性用于此类应用。示例包括Kevlar、Vectran。
优选地,镶嵌线和/或锁线具有纹理,这使得能够进一步提高解织支撑件的强度,特别是在将增强件嵌入诸如硫化橡胶之类的柔性和弹性材料中的用途中。
这样的镶嵌线在增强件的制造中特别容易实现。然而,这违背了公认的观点,即根据织物在这种应用中所承受的相当大的力,这种镶嵌线有效地参与保留经线和防止增强件的解织。
最后,申请人注意到,这种解织支撑件,特别是设有镶嵌线的支撑件,以及特别是当其带有阻挡线时,不仅可以有效地限制解织以及位于该边缘的增强件的过早梳理,而且,通过对相邻经线的连续作用,限制了这种过早梳理影响了穿过增强件的每个附接装置,即使在应用在输送带接合处的情况下,施加在增强件上的力相当大。
在参考附图阅读仅通过示例提供的下列描述之后,本发明的其它特征和优点将更明显,在附图中:
-图1是从上方观察到的根据一个实施例的接合装置的平面图;
-图2是接合装置的沿图1的截面A-A的纵向截面图,其以分解图的形式示出了其各种组成元件;
-图3是透视图,其示出了根据本发明的一个实施例的接合装置,该接合装置连接输送带的两端;
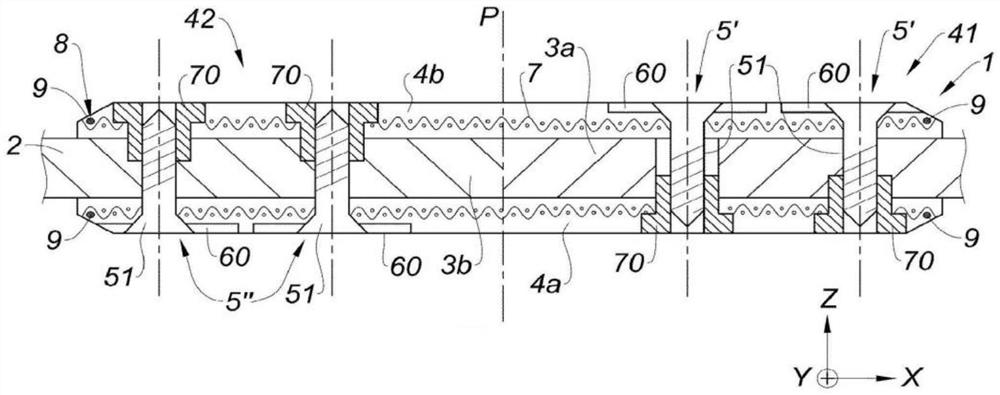
-图4是纵向截面图,其示出了根据一个实施例的接合装置;
-图5是根据一个实施例的附接装置的截面图;
-图6至图12是根据各种实施例的增强件的解织支撑件的图。
在所有这些图中,相同或相似的附图标记表示相同或相似的构件或构件组。
此外,术语“上”、“下”、“垂直”及它们的派生词是指元件或部件的位置或方向,当接合板处于使用构造并在水平面上延伸时,应考虑此位置或方向。
图1是接合装置1的平面俯视图,其示出了接合装置1的上接合板4。
接合装置1包括例如在图2中可见的第一下接合板4a和第二上接合板4b。
这些接合板4a、4b由柔性和弹性材料6制成,例如由硫化橡胶制成,或由如聚氨酯的合成材料制成,并且它们都包含有结合的增强件7,通常是织物类型的增强件。
剖视图1A和1B示出了两种织物类型的增强件7,它们是编织的,包括纬线10和经线11:在增强件1A中,织物的位置应使其纬线10或经线11至少大约在接合装置1的纵向X上定向。
应当记得,按照惯例,在本发明中,接合装置1的纵向X对应于输送带2的纵向X,接合装置1安装在其连接的输送带2的端部3上。
根据相同的惯例,接合装置1的横向Y是垂直于纵向X的方向。无论在这两个方向上接合装置1的实际尺寸如何,都适用此惯例。
每个接合板4a、4b构造成覆盖输送带2的端部3的单独一侧,使得输送带2垂直地插入两个接合板4a、4b之间(如图4中所示)。
此图1还示出了螺钉5的头部5a,这些螺钉构成接合装置1在输送带2上的附接或组装装置5的示例。
图1的接合装置由三个元件组成:形成上接合板4b的元件;位于接合板4中间部分下方的中间元件40,中间元件40在图1中不可见,除了由位于两个中间螺钉5两侧的两条虚线界定,在上接合板4的下方,连接的输送带2的端部边缘;以及形成下接合板4a的元件,该元件在图1中不可见,该元件位于中间元件40的下方和形成上接合板4b的元件的下方。
图2的分解部分依次示出:
-组装螺钉51形成附接装置5,
-上接合板4b,
-并入上接合板4的插入件60,
-中间元件40形成垫片,并包括沿垂直的轴Z垂直放置的内置套管,
-下接合板4a包括螺纹插入件70。
布置成接收螺钉51的头部5a的插入件60通常采取带孔垫圈61的形式,其包括能够容纳螺钉5的头部5a的凹槽,该凹槽旨在进入带孔垫圈的孔。中心插入件60'一般看起来与插入件60相似,但它包含一个中心管状部件,其内圆柱表面能够允许相应螺钉5通过,且间隙很小,因此该螺钉不会拧入插入件60'。插入件60'的中心管状部分从上接合板4的下表面突出。
每个插入件70包括一个中心管状部件,其内圆柱表面具有一个内螺纹,并且能够容纳拧入内螺纹的螺钉51,所述中心管状部件从接合装置1的下接合板4a的上表面突出。下板的中间插入件70'看起来像插入件70。
如前文中所述,申请人最近开发了上述类型的产品,以获得一种接合装置,其中下接合板和上接合板这两者是相似的,甚至是相同的,使得可以制造单一种类型的接合板,不再是两个不同的接合板。
图3说明了这种类型的示例接合装置1。
图3所示的接合装置1包括第一下接合板4a和第二上接合板4b。
接合板4a、4b分别构造成覆盖输送带2的端部3的单独一侧,使得输送带2垂直地插入在两个接合板4a、4b之间。
接合板4a、4b形成夹紧输送带2的第一端3a的第一对凸缘41和夹紧输送带2的第二端3b的第二对凸缘42。
在此,附接装置分布成使得它们在一个方向上附接第一对凸缘41,而在另一个方向上附接第二对凸缘42。
接合板4通常切成连续的带或几个连续的接合板的带部分。根据此情况,它然后可以由相同的带或接合板的带部分制造下接合板和相应的上接合板。
图4是纵向截面图,其示出了根据类似于图3的接合装置的实施例的接合装置1。与该实施例的显着不同之处在于,附接装置5相对于输送带2横向地延伸成两排而不是三排。
更具体地说,第一对凸缘41和第二对凸缘42布置在垂直于接合板4a、4b延伸的接合面P的任一侧,也就是说,在相对于根据此处所述示例的输送带的垂直和横向平面上。
连接平面P横向于由下接合板4a和上接合板4b形成的组件的中心而延伸。
此外,接合装置1包括第一系列附接装置5’和第二系列接合装置5”,其中第一系列附接装置用于将第一对凸缘41附接到输送带2的第一端3a上,第二系列接合装置用于将第二对凸缘42附接到输送带2的第二端3b上。
第一系列附接装置5’和第二系列附接装置5”各自包括两排(图3中的三排)附接装置5,每排包括多个横向且均匀间隔开的附接装置5。当然,该排数可以变化。
图5是沿附接装置5的一个示例的垂直平面的截面图,其在图4中更示意性地示出。
这些附接装置5包括:
-连接元件51,其通过输送带2连接第一附接元件60与第二附接元件70,该连接元件由螺钉51制成,该螺钉从头部5a垂直延伸至形成设有螺纹52的锚固段5b的主体。
-第一附接元件60,其布置成接收螺钉51的头部5a,并呈带孔的垫圈的形式,以供连接元件51通过,以及包括在该孔口周围的座,以形成容纳相关螺钉51的头部5a的凹槽;
-第二附接元件70,其呈套管的形式,该套管至少部分嵌入到接合板4中,并且包括环形套圈70a,该环形套圈相对于套管70的主体70b径向突出,以确保其轴向锚固在其所嵌入的接合板的材料中;
第一系列的附接装置5分别包括第一附接元件60、第二附接元件70和垂直的连接元件51,该垂直的连接元件通过输送带2将第一附接元件60连接到第二附接元件70上。
此外,第二附接元件70包括管状部件70b,该管状部件通过内螺纹界定垂直孔70c,并从第一接合板4的表面垂直突出,朝向在装配位置中的两个接合板4a、4b之间的输送带2的端部。该垂直突起也被形成接合板的硫化材料覆盖,使得从该表面垂直突出的每个管状部件40都被硫化橡胶覆盖,因此被嵌入相关的接合板中。
内螺纹孔70c与连接元件51的锚固段5b配合。
因此,第一系列的附接装置5’使得可以将第一对凸缘41夹紧在输送带2的第一端部3a上。
同样,第二系列的固定装置5”与第一系列附接装置相同,但是两者的布置相反,第二系列的固定装置可以将第二对凸缘42夹紧在输送带2的第二端3b上。
实际上,参考图4,每个第一系列的附接装置5的第一附接元件60安装在上接合板4b上,而第二附接元件70安装在下接合板4a上。
下接合板4a和上接合板4b是相同的,并且它们绕垂直轴作半旋转的角度偏移。
由于接合装置5的这种倒置,特别有利的是,这大大简化了操作员对接合板的安装,因为通过将接合板附接到输送带的一端,接合装置5,特别是连接元件51,对于相同的输送带一端具有相似的方向,以及操作员不需要为这些连接元件在同一端上的放置而改变方向。实际上,第一附接元件60和第二附接元件70的垂直对准确定了连接装置51的方向,特别是从头部5a垂直延伸到形成内螺纹锚固段5b的主体的螺钉的方向。
这将进一步注意,接合装置5的第一系列5’和第二系列5”在纵向上彼此间隔开一个基本上垂直于接合平面P的中间区域,该中间区域没有接合装置5,也就是说,在该区域中,接合装置1不包括接合装置5。这提高了接合装置1在该位置的弹性,并提高了其机械强度。确实,位于接合装置1的中心的一排接合装置5可能会在较小程度上支持断裂的开始。
进一步地,图3和图4所示的接合装置1确保输送带的两端的附接彼此接触。
对于这种接合装置的安装,在安装过程中使用垫片(图3和图4中未示出),输送带的第一端部紧靠在下板和上板之间的接合处,然后在放置输送带第二端部之前拆除这些垫片。
这些图4和图5还示出了编织的增强件7,该增强件包括交织在一起的纬线10和经线,所述增强件7相对于输送带2在纵向上由横向边缘8界定。
在这些图中应注意的是,增强件7,以及特别是纬线10和经线11,未示出相对于接合板4的比例。此外,增强件7的图示纯粹是示意图;可以清楚地理解,例如,如图所示,增强件7没有垂直于附接装置5剖开,但是增强件的缝合是当然连续的。
无论实施的是哪种实施方式,接合板都具有预定的延伸性,其必须足够灵活和有弹性,以便在不损坏的情况下通过驱动辊和回程辊,但其还必须足够刚性,以承受其所承受的所有力。
这种可延展性尤其取决于嵌入到形成所述增强件的涂层的材料6中的增强件7,该材料具有相对的柔韧性和弹性,使得在使用过程中通过输送带2施加在附接装置上的抗拉力由增强件7承受。特别地,这些力分布并位于接合装置的每个附接装置5上。
然而,这些相对重要且重复的拉力可导致位于增强件7边界以及相应接合板4的边界处的接合装置5处的这些缝线的加宽,因此,导致可能会损害其完整性和强度的增强件7的解织。
为了保证接合装置,特别是增强件7,具有良好的结构强度,所述增强件7在其相对于输送带2的横向边缘8处具有解织支撑件9,以防止在使用接合装置1的过程中增强件7的解织。在这些图中,增强件7的两个横向边缘8基本上彼此平行,并且在使用位置穿过输送带的宽度。
这样的增强件7提供了明显的优点,因为它防止了承受拉力的增强件7的解织。
此外,这种构造的优点并不会因此而停止。事实上,已经观察到,根据本发明的解织支撑件9位于沿着增强件7的横向边缘8的边界上,这使得拉力在附接装置的所有线上分布更加均匀。
图6至图12提供了根据本发明的解织支撑件的各种实施例的更详细的图示。
图6说明了具有交织的经线11和纬线10的织物增强件。这里形成的增强件,也就是说,经线11和纬线10的交织方式,是1:1的平纹组织,也就是说,纬线10交替穿过经线11的上方和下方,反之亦然。
增强件7呈带或带状物的形式,其侧向边缘形成横向边缘8,当接合装置1处于装配位置时,横向边缘8相对于输送带2横向延伸。
增强件在这些侧向边缘上具有解织支撑件9,该支撑件由增强件7的纬线10形成。特别地,通过在增强件7的经线11的任一侧上的纬线10的迂回、围绕相关横向边缘8的经线11的纬线10的迂回来形成解织支撑件9。
这种带或带状物的形式的增强件例如可以通过剑杆织机来获得。换言之,当制造这样的增强件时,一种用于通过元件插入填充物的系统,该元件将储存在线轴上的少量纬线从纤维的一端传送到另一端,该纤维是通过梭口形成的,所述梭口表示在制造过程中经线一分为二产生的空间,以允许将编织的所述纬线插入到由此形成的两层之间。
这种类型的支撑件是有利的,因为纤维沿着整个增强带状物上是连续的,并且保持了它们的完整性。因此,通过这样的解织支撑件9获得的增强件7提供了合适的强度和良好的柔韧性,以可应用于输送带2接合处。
图7说明了一种具有经线11和纬线10交织的织物增强件:纬线10交替经过经线11上方和下方,而经线11经过两条纬线10的上方和下方。
在这样的构造中,在图7的左侧的横向边缘8处,增强件具有解织支撑件9,该解织支撑件由增强件7的纬线10形成,特别是由增强件7的经线11的任一侧的纬线10迂回、纬线10围绕相关横向边缘8的经线11迂回而形成。
因为经线11交替地经过两条纬线10的上方和下方,位于在图7的右边的另一横向边缘8的支撑件9是由与自身相连的填充物10形成的:后者形成不围绕直接位于边界上的外围经线11的迂回或线圈,所述线圈通过两排纬线10在编织方向上交织另外两排纬线10的下方线圈所闭合。
这种增强件7例如可以在制造增强件7的过程中通过使用针织机如钩针来获得,后者在图7中可见。
这种解织支撑件9特别适用于纬线相对较细且过厚不成问题的情况。这是一个易于制造的解织支撑件9。
图8示出了与图7所示实施例基本不同的织物增强件7,其在于图8中右侧的另一横向边缘8处的支撑件9由镶嵌线12编织而成,该镶嵌线不同于增强件7的纬线10和经线11,该填充物通过镶嵌线12连接。
这种解织支撑件特别适合于防止沿横向边缘8在织边处的过厚的情况。确实,最常由细单丝制成的镶嵌线或锁线会产生几乎看不见的滚边线迹。它进一步适用于最低的拉力。
图9示出了另一个实施例,该实施例与前述实施例的本质不同之处在于,解织支撑件9不仅由镶嵌线12编织而成,该镶嵌线独立于增强件7的纬线10和经线11,而且纬线10和镶嵌线12缝合在一起以形成沿着增强件7的相应横向边缘8延伸的解织支撑件9。
当在织边处的过厚不重要时,但在必须最大程度地提高解织性或将纬线卡在缝线中的情况下,这种解织支撑件9是特别有利的。
图10示出了另一个实施例,与前一实施例相似,解织支撑件9包括镶嵌线12,但是纬线10通过缝合来连接,并且其中的缝线也进一步被阻挡线13阻挡。
这种解织支撑件9特别有意思的是,其在必须避免织边过厚的同时确保最大的解织性。该支撑件9还具有独立于纬线而形成的优点。
图11示出了织物增强件7与图7中所示实施例的本质不同之处在于,图11中右侧的另一横向边缘8处的支撑件9由镶嵌线12编织而成,该镶嵌线不同于增强件7的纬线10和经线11,以及在于所述解织支撑件9由经线11与连接到纬线的镶嵌线12交织而成。
特别地,镶嵌线12在相对于织边的镶嵌线12的结合距离L上与纬线结合以形成增强件的缝合,其中镶嵌线12进一步结合到纬线上。
与图8的实施例不同,不仅是填充物与镶嵌线12的结合,而且也与相对于增强件7的织边沿预定距离处的经线11结合。
更一般地,并且还取决于输送带的使用,并且为了根据与应用相关的拉力来调整增强件,可以以不同的方式构造解织支撑件9。例如,在其他替代或另外的实施例中,解织支撑件包括结合和/或焊接和/或缝合支撑,以形成沿着增强件7的横向边缘8延伸的接缝14(例如,包边(serging))。
解织支撑件9的另一个替代或附加示例可能包括对所讨论的横向边缘处的增强件进行适当的处理:这可以是化学处理,也可以是通过浸泡施加支撑产品的方法,在干燥后可以使其能支撑横向边缘。
在由于结构原因而使经线不平行于横向边缘定位的情况下,例如当在图1的剖视图1B中示出的情况下,这些类型的解织支撑件特别令人感兴趣。
为了在这种情况下进一步提高其强度,增加了镶嵌线12来缝合横向边缘本身以便与其结合,例如,通过以螺旋方式围绕所述相关联的横向边缘。
图12示出了由围绕增强件7的材料制成的接合板4,其中沿着横向边缘,接缝在该边缘与附接装置5的相邻排之间平行于所述横向边缘8延伸。
以上作为示例描述了本发明。应该理解,本领域技术人员能够在不脱离本发明范围的情况下产生本发明的不同实施例。
例如,根据矿场或其他使用地点的惯例,根据运输各种材料或各种产品的距离,可以通过上述接合装置连接在一起的几个输送带的联合或接合来形成相同的输送带或输送机。
此外,可以理解的是,在执行相同功能的同时,可以使用螺钉以外的附接装置。
最后,连接到增强件边缘或连接到接合板的术语“横向”必须理解为,一旦接合装置与输送带的端部组装在一起,从输送带的一侧延伸到另一侧,而穿过输送带的宽度。这不将本发明限制为垂直于输送带的接合板的布置,该接合装置相对于纵轴完全能够具有不同于90°的角度。
- 用于输送带的接合装置
- 具有用于部件的第一接合表面和/或第二接合表面及接合元件的准备步骤的接合方法和接合装置