一种真空吸盘组的分组控制方法
文献发布时间:2023-06-19 11:34:14
技术领域
本发明属于钢板堆垛技术领域,特别涉及一种真空吸盘组的分组控制方法。
背景技术
在带钢加工行业中,有些企业已经采用真空吸盘进行钢板堆垛作业,相比较传统马蹄辊形式的堆垛装置而言,真空吸盘堆垛装置有效解决了传统的钢板堆垛方式带来的噪声大、扬尘多的弊端,显著提高了生产节奏。但由于真空吸盘空间布局的局限性以及控制方式的不合理,导致带钢加工企业只能生产特定规格的钢板,无法实现规格拓展,严重影响企业的经济效益。
发明内容
本发明提供一种真空吸盘组的分组控制方法,用于解决现有真空吸盘空间布局的局限性以及控制方式的不合理的技术问题。
本发明通过下述技术方案实现:一种真空吸盘组的分组控制方法,所述真空吸盘用于搬运板材,所述真空吸盘组包括若干真空吸盘,若干所述真空吸盘分为N个吸盘集群,N个所述吸盘集群在第一方向上呈直线分布,每个所述吸盘集群中的若干所述真空吸盘均呈M×M矩阵分布,其中,N为大于等于1的整数,M为大于等于3的整数;
所述矩阵的两条相交边界线分别与第二方向以及所述第一方向平行,所述矩阵中的所述真空吸盘在所述第二方向上分为第一总组和第二总组,其中,位于所述矩阵中部的所述真空吸盘为第一总组,位于所述矩阵两侧的两列所述真空吸盘为第二总组,所述第一总组中以同排的所述真空吸盘为一组而分为M组第一分组,所述第二总组中以同排的两个所述真空吸盘为一组而分为M组第二分组;
所述控制方法包括:
获得所述板材在所述第一方向以及所述第二方向上的长度;
在所述板材在所述第二方向上的长度小于所述矩阵两侧的两列所述真空吸盘之间的距离时,控制设备根据所述板材在所述第一方向上的长度选择性地控制S个所述第一分组中的各个所述真空吸盘同时工作;
在所述板材在所述第二方向上的长度大于或者等于所述矩阵两侧的两列所述真空吸盘之间的距离时,所述控制设备根据所述板材在所述第一方向上的长度选择性地控制S个所述第一分组以及与所述第一分组同排的所述第二分组中的各个所述真空吸盘同时工作;
其中,M≤S≤N×M,并且S为整数。
进一步地,为了更好的实现本发明,同时工作的所述第一分组的数量根据所述板材在所述第一方向上的长度决定。
进一步地,为了更好的实现本发明,所述真空吸盘组分为4个吸盘集群,每个所述吸盘集群中具有16个真空吸盘,并且每个所述吸盘集群中的真空吸盘呈4×4矩阵分布。
进一步地,为了更好地实现本发明,4个所述吸盘集群沿所述第一方向依次为第一集群、第二集群、第三集群和第四集群;
所述板材为矩形板材,并且所述板材具有垂直的第一边和第二边,所述第一边与所述第一方向平行,所述第二边与所述第二方向平行,所述板材在所述第一方向上的长度为L;
在2000mm≤L<2350mm时,所述控制设备控制所述第一集群内的各个所述第一分组的各个所述真空吸盘工作;
在2350mm≤L<4350mm时,所述控制设备控制所述第一集群以及所述第二集群内的所述第一分组的所述真空吸盘工作;
在4350mm≤L<6350mm时,所述控制设备控制所述第一集群、所述第二集群以及所述第三集群内的所述第一分组的所述真空吸盘工作;
在6350mm≤L≤8050mm时,所述控制设备控制所述第一集群、所述第二集群、所述第三集群以及所述第四集群内的所述第一分组的所述真空吸盘工作。
进一步地,为了更好地实现本发明,每个所述吸盘集群中的4个所述第一分组沿所述第一方向依次为一号组、二号组、三号组和四号组;
在2350mm≤L<2850mm时,所述控制设备控制所述第一集群的各个所述第一分组的各个所述真空吸盘以及所述第二集群的所述一号组的所述真空吸盘工作;
在2850mm≤L<3350mm时,所述控制设备控制所述第一集群的各个所述第一分组的各个所述真空吸盘以及所述第二集群的所述一号组、所述二号组的各个所述真空吸盘工作;
在3350mm≤L<3850mm时,所述控制设备控制所述第一集群的各个所述第一分组的各个所述真空吸盘以及所述第二集群的所述一号组、所述二号组、所述三号组的各个所述真空吸盘工作;
在3850mm≤L<4350mm时,所述控制设备控制所述第一集群以及所述第二集群的各个所述第一分组的各个所述真空吸盘工作;
在4350mm≤L<4850mm时,所述控制设备控制所述第一集群和所述第二集群的各个所述第一分组的各个所述真空吸盘以及所述第三集群的所述一号组的各个所述真空吸盘工作;
在4850mm≤L<5350mm时,所述控制设备控制所述第一集群和所述第二集群的各个所述第一分组的各个所述真空吸盘以及所述第三集群的所述一号组、所述二号组的各个所述真空吸盘工作;
在5350mm≤L<5850mm时,所述控制设备控制所述第一集群和所述第二集群的各个所述第一分组的各个所述真空吸盘以及所述第三集群的所述一号组、所述二号组、所述三号组的各个所述真空吸盘工作;
在5850mm≤L<6350mm时,所述控制设备控制所述第一集群、所述第二集群以及所述第三集群的各个所述第一分组的各个所述真空吸盘工作;
在6350mm≤L<6850mm时,所述控制设备控制所述第一集群、所述第二集群以及所述第三集群的各个所述第一分组的各个所述真空吸盘以及所述第四集群的所述一号组的各个所述真空吸盘工作;
在6850mm≤L<7350mm时,所述控制设备控制所述第一集群、所述第二集群以及所述第三集群的各个所述第一分组的各个所述真空吸盘以及所述第四集群的所述一号组、所述二号组的各个所述真空吸盘工作;
在7350mm≤L<7850mm时,所述控制设备控制所述第一集群、所述第二集群以及所述第三集群的各个所述第一分组的各个所述真空吸盘以及所述第四集群的所述一号组、所述二号组、所述三号组的各个所述真空吸盘工作;
在7850mm≤L<8050mm时,所述控制设备控制所述第一集群、所述第二集群、所述第三集群以及所述第四集群的各个所述第一分组的各个所述真空吸盘工作。
进一步地,为了更好地实现本发明,所述板材在所述第二方向上的长度为T;
在800mm≤T<1500mm时,所述控制设备根据所述板材在所述第一方向上的长度选择性地控制S个所述第一分组中的各个所述真空吸盘同时工作;
在1500mm≤T≤2150mm时,所述控制设备根据所述板材在所述第一方向上的长度选择性地控制S个所述第一分组以及与所述第一分组同排的所述第二分组中的各个所述真空吸盘同时工作。
进一步地,为了更好地实现本发明,所述板材为钢板。
进一步地,为了更好地实现本发明,所述钢板由带钢剪切而成。
进一步地,为了更好地实现本发明,所述控制设备包括控制器以及4个真空控制阀,4个真空控制阀分别与4个吸盘集群对应,并且每个所述真空控制阀内设8个能单独启闭的气流通道;
每个吸盘集群中的4组所述第一分组中的所述真空吸盘分别与对应的所述真空控制阀的4个所述气流通道连通,每个吸盘集群中的4组所述第二分组中的所述真空吸盘分别与对应的所述真空控制阀的另外4个所述气流通道连通;
所述控制器与4个所述真空控制阀均电连接以控制4个所述真空控制阀的工作状态。
进一步地,为了更好地实现本发明,所述控制器为PLC。
本发明相较于现有技术具有以下有益效果:
本发明提供的真空吸盘组的分组控制方法通过将若干个用于搬运板材的真空吸盘分成N个吸盘集群,将N个吸盘集群呈直线地分布在第一方向上,将每个吸盘集群中的若干真空吸盘呈M×M矩阵分布,其中,N为大于等于1的整数,M为大于等于3的整数,上述矩阵的两条相交边界线与第二方向以及上述第一方向平行,而将该矩阵中的真空吸盘在第二方向上分为第一总组和第二总组,其中,位于矩阵中部的真空吸盘为第一总组,位于矩阵两侧的两列的真空吸盘为第二总组,将第一总组中同排的真空吸盘为一组而分为M组第一分组,将第二总组中同排的真空吸盘为一组而分为M组第二分组,控制方法包括:首先获得板材在第一方向和第二方向上的长度,随后,在板材在第二方向上的长度小于矩阵两侧的两侧真空吸盘之间的距离时,利用控制设备根据板材在第一方向上的长度选择性地控制S个第一分组中的各个真空吸盘同时工作,而在板材在第二方向上的长度大于或者等于矩阵两侧的两列的真空吸盘之间的距离时,利用控制设备根据板材在第一方向上的长度选择性地控制S个第一分组以及与第一分组同排的第二分组中的各个真空吸盘同时工作,其中,M≤S≤N×M,并且S为整数。通过上述方法,控制设备根据板材在第一方向上的长度以及第二方向上的长度,选择性地控制不同的真空吸盘工作,也即搬运不同长度以及宽度的板材时,不同组合的真空吸盘工作,从而能够适用于搬运不同尺寸规格的板材,可拓展性强,而且可节约能耗。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
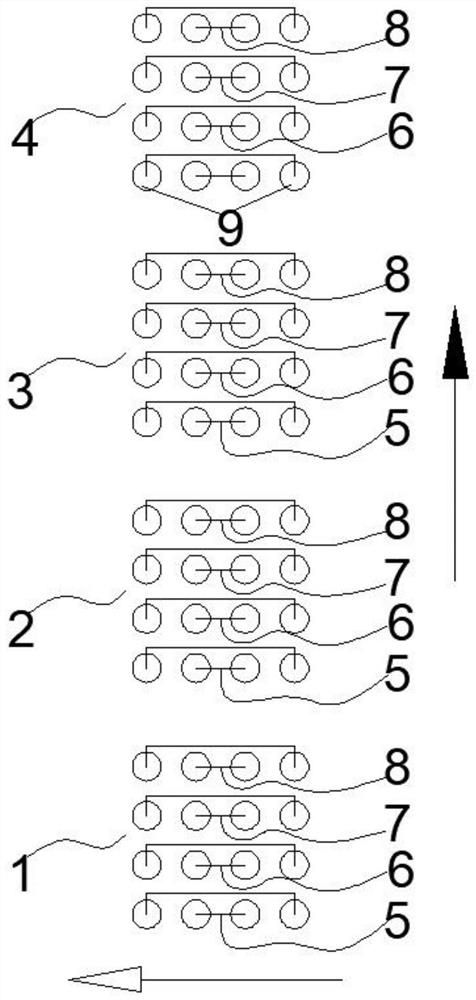
图1是本发明中的真空吸盘组的分组控制方法的分组示意图(图中实心箭头为第一方向,空心箭头为第二方向);
图2是本发明中的吸盘集群的结构示意图(图中的箭头为第一方向);
图3是本发明中的真空吸盘组的分组控制方法的流程图。
图中:
1-第一集群;2-第二集群;3-第三集群;4-第四集群;5-一号组、6-二号组;7-三号组;8-四号组;9-第二分组;10-真空吸盘;11-真空控制阀。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将对本发明的技术方案进行详细的描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本发明所保护的范围。
实施例1:
本实施例提供一种真空吸盘组的分组控制方法,用于解决现有真空吸盘空间布局的局限性以及控制方式的不合理的技术问题。具体地,现有技术中,使用真空吸盘组来搬运板材时,真空吸盘组内的多个真空吸盘同时开启或者同时关闭,因此现有的真空吸盘组只能适用于吸取以及搬运对应规格尺寸的板材,若搬运不对应的板材,则会导致部分真空吸盘漏气,基于此,现有技术中的真空吸盘组无法实现规格拓展,严重影响企业的经济效益。
本实施例提供的提供的真空吸盘组的分组控制方法通过将若干个用于搬运板材的真空吸盘10分成N个吸盘集群,将N个吸盘集群呈直线地分布在第一方向上,将每个吸盘集群中的若干真空吸盘10呈M×M矩阵分布,其中,N为大于等于1的整数,M为大于等于3的整数,上述矩阵的两条相交边界线与第二方向以及上述第一方向平行,而将该矩阵中的真空吸盘10在第二方向上分为第一总组和第二总组,其中,位于矩阵中部的真空吸盘10为第一总组,位于矩阵两侧的两列的真空吸盘10为第二总组,将第一总组中同排的真空吸盘10为一组而分为M组第一分组,将第二总组中同排的真空吸盘10为一组而分为M组第二分组9,控制方法包括:首先获得板材在第一方向和第二方向上的长度,随后,在板材在第二方向上的长度小于矩阵两侧的两侧真空吸盘10之间的距离时,利用控制设备根据板材在第一方向上的长度选择性地控制S个第一分组中的各个真空吸盘同时工作,而在板材在第二方向上的长度大于或者等于矩阵两侧的两列的真空吸盘之间的距离时,利用控制设备根据板材在第一方向上的长度选择性地控制S个第一分组以及与第一分组同排的第二分组中的各个真空吸盘10同时工作,其中,M≤S≤N×M,并且S为整数。
通过上述方法,将若干真空吸盘10合理地进行分组,控制设备根据板材在第一方向上的长度以及第二方向上的长度,选择性地控制不同的真空吸盘10工作,而非所有真空吸盘10同时开启或者同时关闭,也即搬运不同长度以及宽度的板材时,不同组合的真空吸盘10工作,从而能够适用于搬运不同尺寸规格的板材,可拓展性强,而且可节约能耗。
作为本实施例的一种实施方式,本实施例中,同时工作的第一分组的数量根据板材在第一方向上的长度决定,具体地,板材在第一方向上的长度越长,同时工作的第一分组的真空吸盘10的数量越多,以保证搬运板材的安全性。
作为本实施例的一种具体实施方式,本实施例中的真空吸盘组分为4个吸盘集群,每个吸盘集群均布置16个真空吸盘10,并且将每个吸盘集群中的16个真空吸盘10布置在一4×4矩阵上。将4个吸盘集群沿第一方向依次定义为第一集群1、第二集群2、第三集群3和第四集群4,本实施例中的板材为矩形板材,当然板材也可以时其余形状的板材,因此板材具有垂直的第一边和第二边,第一边和第二边分别与第一方向以及第二方向平行,并且限定板在在第一方向上的长度为L。在2000mm≤L<2350mm时,控制设备控制第一集群1内的各个第一分组的各个真空吸盘10工作;在2350mm≤L<4350mm时,控制设备控制第一集群1以及第二集群2内的第一分组的真空吸盘10工作;在4350mm≤L<6350mm时,控制设备控制第一集群1、第二集群2以及第三集群3内的第一分组的真空吸盘10工作;在6350mm≤L≤8050mm时,控制设备控制第一集群1、第二集群2、第三集群3以及第四集群4内的第一分组的真空吸盘10工作。
作为本实施例的一种更具体实施方式,本实施例中,将每个吸盘集群中的4个第一分组沿第一方向依次定义为一号组5、二号组6、三号组7和四号组8。在2350mm≤L<2850mm时,控制设备控制第一集群1的各个第一分组的各个真空吸盘10以及第二集群2的一号组5的真空吸盘10工作;在2850mm≤L<3350mm时,控制设备控制第一集群1的各个第一分组的各个真空吸盘10以及第二集群2的一号组5、二号组6的各个真空吸盘10工作;在3350mm≤L<3850mm时,控制设备控制第一集群1的各个第一分组的各个真空吸盘10以及第二集群2的一号组5、二号组6、三号组7的各个真空吸盘10工作;在3850mm≤L<4350mm时,控制设备控制第一集群1以及第二集群2的各个第一分组的各个真空吸盘10工作;在4350mm≤L<4850mm时,控制设备控制第一集群1和第二集群2的各个第一分组的各个真空吸盘10以及第三集群3的一号组5的各个真空吸盘10工作;在4850mm≤L<5350mm时,控制设备控制第一集群1和第二集群2的各个第一分组的各个真空吸盘10以及第三集群3的一号组5、二号组6的各个真空吸盘10工作;在5350mm≤L<5850mm时,控制设备控制第一集群1和第二集群2的各个第一分组的各个真空吸盘10以及第三集群3的一号组5、二号组6、三号组7的各个真空吸盘10工作;在5850mm≤L<6350mm时,控制设备控制第一集群1、第二集群2以及第三集群3的各个第一分组的各个真空吸盘10工作;在6350mm≤L<6850mm时,控制设备控制第一集群1、第二集群2以及第三集群3的各个第一分组的各个真空吸盘10以及第四集群4的一号组5的各个真空吸盘10工作;在6850mm≤L<7350mm时,控制设备控制第一集群1、第二集群2以及第三集群3的各个第一分组的各个真空吸盘10以及第四集群4的一号组5、二号组6的各个真空吸盘10工作;在7350mm≤L<7850mm时,控制设备控制第一集群1、第二集群2以及第三集群3的各个第一分组的各个真空吸盘10以及第四集群4的一号组5、二号组6、三号组、的各个真空吸盘10工作;在7850mm≤L<8050mm时,控制设备控制第一集群1、第二集群2、第三集群3以及第四集群4的各个第一分组的各个真空吸盘10同时工作(也即每个吸盘集群的一号组5、二号组6、三号组7以及四号组8全部同时工作)。
作为本实施例的一种实施方式,本实施例中,将板材在第二方向上的长度定义为T,在800mm≤T<1500mm时,控制设备根据板材在第一方向上的长度选择性地控制S个第一分组中的各个真空吸盘10同时工作(也即此时,第二分组的真空吸盘10不工作);在1500mm≤T≤2150mm时,控制设备根据板材在第一方向上的长度选择性地控制S个第一分组以及与第一分组同排的第二分组9中的各个真空吸盘10同时工作。
值得注意的是,本实施例中所述的“工作”是指真空吸盘10在控制设备的控制下运行而产生吸力。
本实施例中的板材为钢板,具体地,该板材为减速辊道上运载的钢板,上述真空吸盘组则是将减速辊道上运载的钢板搬运至码料台进行堆垛。另外,本实施例中的钢板由带钢剪切而成。
作为本实施例的一种实施方式,本实施例中的控制设备包括控制器以及4个真空控制阀11,4个真空控制阀11分别与4个吸盘集群对应,也即4个真空控制阀11分别用于控制4个吸盘集群中的真空吸盘10,具体地,每个真空控制阀11均具有8个能单独启闭的气流通道,由于每个吸盘集群中具有4组第一分组以及4组第二分组,每组第一分组和每组第二分组均具有两个真空吸盘10,也即每个吸盘集群中的16个真空吸盘10以两个为一组分成8个分组,与该吸盘集群对应的真空控制阀11中的8个气流通道分别与8个分组对应,也即8个气流通道分别给8个分组中的真空吸盘10连通,譬如,某个第一分组中的两个真空吸盘10进气口通过气管连通,随后该气管再与真空控制阀11的其中一个气流通道连通,这样,便可以利用一个真空控制阀11便可以控制一个吸盘集群中的多个真空吸盘10工作,从而使得每个吸盘集群中的4组第一分组中的真空吸盘10分别与对应的真空控制阀11的4个气流通道连通,每个吸盘集群的4组第二分组9中的真空吸盘10分别与对应的真空控制阀11的另外4个气流通道连通。上述控制器为PLC,并且该控制器与4个上述真空控制阀11均电连接,从而利用控制器控制4个真空控制阀11的工作状态。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明记载的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
- 一种真空吸盘组的分组控制方法
- 一种流量可控制真空吸盘组