一种LNG船用低温高锰钢埋弧横焊焊丝、焊剂及其制备方法和焊接方法
文献发布时间:2023-06-19 18:25:54
技术领域
本发明涉及一种LNG船用低温高锰钢埋弧横焊焊丝、焊剂及其制备方法和焊接方法,属于焊接材料及其制备技术领域。
背景技术
液态天然气(LNG)以其干净高效的特点逐渐成为能源行业的重要替代品。商业用LNG储罐材料以9Ni钢为主,但由于Ni的价格较高,各国纷纷对于新的LNG储罐材料进行了研究。在这个过程中,低温高锰钢作为一种新型低温材料受到了广泛关注,低温高锰钢中的C、Mn元素均具有稳定奥氏体的作用,当Mn含量大于25%时高锰钢为全奥氏体组织,具有很好的强度与低温冲击韧性。
现有众多钢铁企业均开展了低温高锰钢的研究和开发工作,目前已可工业化生产不同厚度规格的低温高锰钢板,经检验其塑韧性优良,远超IMO最新指标要求,同时钢板具有较好焊接性。
低温高锰钢在焊接过程中,埋弧焊是常用的焊接方法,然而目前针对于低温高锰钢配套的埋弧焊焊接材料还十分有限。镍基合金焊材可以用于低温高锰钢的焊接,但其成本较高,因此,提供一种适用于LNG船用低温高锰钢埋弧横焊焊丝、焊剂,来解决现有焊材存在的易产生热裂纹、合金元素烧损、咬边、凹坑等问题是十分必要的。
发明内容
本发明为了解决现有技术存在的上述问题,提供一种LNG船用低温高锰钢埋弧横焊焊丝、焊剂及其制备方法和焊接方法。
本发明的技术方案:
本发明的目的之一是提供一种LNG船用低温高锰钢埋弧横焊焊丝,该焊丝化学成分按重量百分比计,包括:C:0.3~0.5%,Mn:23~27%,Ni:2~6.5%,Mo:0.4~2%,Si≤0.1%,S≤0.005%,P≤0.005%,Cr:2.5~5.0%,W:0.8~3.0%,Nb:0.05~0.5%,N:0.01~0.03%,Ti:0.01~0.05%,Al≤0.02%,Zr:0.01~0.03%,余量为铁和不可避免的杂质。
该发明中,LNG船用低温高锰钢埋弧横焊焊丝的化学成分范围设定理由如下:
C:0.3%~0.5%;当加入C含量超过0.06%时可以明显提高焊缝的强度及硬化性同时C具有促进奥氏体形成及稳定奥氏体的作用,因此需要加入一定量的碳,但当C含量超过0.6%时容易在晶界偏聚形成脆性碳化物,降低合金的低温韧性。因此,在本发明中将C含量控制在0.3%~0.5%。
Mn:23%~27%;Mn元素的作用主要为形成稳定的奥氏体,提高材料的韧性。基体组织中的Mn以固溶物的形式存在,对于基体起固溶强化作用,提高材料的低温韧性。考虑在焊接过程中Mn元素存在烧损,Mn含量应与母材相容等因素,在本发明中将Mn含量控制在23%~27%。
Ni:2%~6.5%;Ni与非金属原子结合成固溶物,在晶界偏聚,起到固溶强化提高焊缝强度的作用。同时Ni还是一种很好的稳定奥氏体元素,当加入量不超过9%时显著提高合金的低温韧性。当Ni加入量超过9%时,焊缝淬透性较高,产生热裂纹的倾向明显提高,因此本发明将Ni含量控制在2%~6.5%。
Mo:0.4%~2%;Mo含量在0.4%以上时通过固溶强化明显提高焊缝熔敷金属强度,然而当Mo含量超过2.5%时,会降低合金的层错能,在低温冲击下,发生相变诱导塑性,形成马氏体,降低材料低温韧性,因此本发明将Mo含量控制在0.4%~2%。
Si≤0.1%;Si具有很好的脱氧效果,加入Si的含量在0.1~0.4%可以很好的对于焊缝金属进行脱氧。Si含量超过0.4%时会降低层错能,低温冲击下易形成马氏体,降低低温韧性。考虑在焊接过程中焊剂会引入一部分Si,因此本发明在焊丝设计时将Si含量控制在0.1%以下。
P≤0.005%、S≤0.005%;P是造成高温开裂的杂质,S与Fe反应会形成FeS等低熔点化合物,造成高温开裂。但由于成分的不均匀焊材中常含的P、S,应将其含量尽可能限制在低的范围。在本发明中P、S含量控制在0.005%以下。
Cr:2.5~5.0%;当Cr的加入量超过1.2%时,可以明显的起到固溶强化作用提高合金强度,同时Cr可以促进低温高锰钢发生孪晶转变,减少马氏体转变量,提高合金低温性能。但当Cr含量超过5%时,形成粗大的铬化合物,降低材料强度与韧性,因此本发明将Cr含量控制在2.5%~5.0%。
W:0.8~3.0%;W与非金属元素形成的化合物具有较高的熔点,降低了合金凝固过程中的凝固温度区间,降低了形成热裂纹的可能。同时W形成的化合物较小,均匀的分布于基体表面,对于位错具有钉扎作用。在本发明中将W含量控制在0.8%~3.0%。
Nb:0.05~0.5%;Nb有利于形成贝氏体,提高合金淬透性,但过高的Nb含量会促进岛状马氏体形成,因此本发明将Nb含量控制在0.05%~0.5%。
N:0.01~0.03%;N可以与Ti结合成TiN析出物均匀分布在母材表面,钉扎位错间接影响焊缝的性能,但是当N含量超过0.03%时固溶的N在焊接金属中累积,会降低低温韧性,因此本发明将N含量控制在0.01%~0.03%。
Ti:0.01~0.05%;Ti具有抑制粗大碳化物在晶界形成强化晶界的作用,但是过量的Ti会以粗大的氧化物析出降低材料韧性,因此本发明将Ti含量控制在0.01%~0.05%。
Al≤0.02%;Al可以起到一定的固溶强化作用,同时Al还可以对于焊缝金属进行脱氧与脱氮,但过多的Al会降低材料的强度,且铝含量较高焊缝耐腐蚀性能降低。
Zr:0.01~0.03%;Zr可有效提高合金的脱渣效果,脱氧效果,同时Zr对于横焊时合金液下滴所导致的咬边、凹坑具有很好的改善效果。但Zr含量过高会促进形成紧密的焊渣,减弱了焊缝金属的化学反应,同时不利于排气,焊缝力学性能较差。在本发明中将Zr的加入量控制在0.01%~0.03%。
进一步限定,焊丝化学成分按重量百分比计,包括:C:0.35~0.45%,Mn:24~27%,Ni:3.5~6.5%,Mo:1.2~2%,Si≤0.008%,S≤0.005%,P≤0.005%,Cr:3.0~4.5%,W:1.5~3.0%,Nb:0.15~0.35%,N:0.01~0.03%,Ti:0.015~0.045%,Al≤0.02%,Zr:0.015~0.030%,余量为铁和不可避免的杂质。
进一步限定,焊丝化学成分按重量百分比计,包括:C:0.38%,Mn:25%,Ni:4%,Mo:1.6%,Si:0.008%,S:0.003%,P:0.004%,Cr:4.2%,W:2.6%,Nb:0.2%,N:0.02%,Ti:0.035%,Al:0.02%,Zr:0.02%,余量为铁和不可避免的杂质。
进一步限定,焊丝化学成分按重量百分比计,包括:C:0.42%,Mn:24%,Ni:5.5%,Mo:2%,Si:0.005%,S≤0.003%,P≤0.003%,Cr:3.5%,W:2.5%,Nb:0.2%,N:0.02%,Ti:0.002%,Al:0.02%,Zr:0.02%,余量为铁和不可避免的杂质。
本发明的目的之二是提供一种上述LNG船用低温高锰钢埋弧横焊焊丝的制备方法,该方法为:按比例称取各组分,依次经真空感应炉熔炼、精炼、锻轧、热处理、拉拔、表面处理和层绕工序,即得到直径Φ2.4mm焊丝成品。
进一步限定,该方法包括以下步骤:
步骤1,配料、装炉:按照重量分数称重并配料,将原料装入真空感应炉熔炼;
步骤2,精炼:加入精炼剂进行除杂与细晶;
步骤3,锻轧:将熔炼所得铸坯进行粗锻、精锻开坯、轧制;
步骤4,热处理:轧制后进行去应力退火;
步骤5,拉拔:将材料进行粗拉、细拉得到直径Φ2.4mm的焊丝;
步骤6,表面处理:烘干后进行抛光;
步骤7,打包:将合格的焊丝精密层绕,打包装。
本发明的目的之三是提供一种与上述LNG船用低温高锰钢埋弧横焊丝配套使用的焊剂,该焊剂化学成分按重量百分比计,包括:CaF
该发明中,LNG船用低温高锰钢埋弧横焊焊剂的化学成分范围设定理由如下:
CaF
SiO
Al
CaO:8~20%;CaO是碱性氧化物,可以调节渣系的酸碱度,改善熔滴粘度和界面张力。同时CaO还可以和S、P反应,降低S、P含量,提高焊缝抗裂能力。同时CaO还有一定的稳弧作用,防止焊接过程中的飞溅。在本发明中将CaO的加入量控制在8%~20%。
MgO:5~20%;MgO是一种碱性氧化物,有较强的碱性,是调节焊剂酸碱性的重要材料。MgO是很好的造渣材料,促进形成光滑焊道。但加入MgO较多时会降低焊渣的流动性,弱化脱渣效果,在本发明中将MgO的加入量控制在5%~15%。
铝锰铁合金:0.5~3%;铝、锰促进形成稳定的奥氏体,提高材料的韧性。基体组织中的铝、锰以固溶物的形式存在,对于基体起固溶强化作用,提高材料的低温韧性。由于焊接过程中铝、锰会存在一定的烧损情况,因此在焊剂中加入铝、锰铁合金,通过焊剂过渡提高焊缝金属中的铝、锰含量。在本发明中将铝锰铁合金的加入量控制在0.5%~3%。
氟化稀土:0.1~0.5%;氟化稀土加入的作用在于,由于焊丝成分中所含的金属种类较多,界面张力较大,润湿性较差,导致埋弧焊横焊的咬边问题,因此加入氟化稀土提高埋弧焊焊缝金属的润湿性,防止咬边。同时稀土元素可以强化晶界,提高合金的力学性能。在本发明中将氟化稀土的加入量控制在0.1%~0.5%。
进一步限定,焊剂化学成分按重量百分比计,包括:CaF
进一步限定,焊剂化学成分按重量百分比计,包括:CaF
进一步限定,焊剂化学成分按重量百分比计,包括:CaF
更进一步限定,铝锰铁合金中按质量计电解锰的含量为45%,铝含量为35%,铁含量为20%。
本发明的目的之四是提供上述LNG船用低温高锰钢埋弧横焊焊剂的制备方法,该方法为按比例称取各组分,干混均匀,加入焊剂重量比例15%的纯钠水玻璃,搅拌均匀后造粒,在800±20℃条件下烧结,筛分。
进一步限定,该方法包括以下步骤:
(1)配料:将焊剂按照各组分的重量分数比重进行称重,将原料装入搅拌机。
(2)干混:进行30min搅拌,使原材料混合均匀。
(3)湿混:加入纯钠水玻璃,搅拌120min使成分混合均匀。
(4)造粒:将混合均匀的湿料通过转动造粒,制得20~50目的颗粒。
(5)烧结:在800±20℃的烧结炉中对焊剂进行烧结,去除焊材水分与原材料的结合水。
(6)筛分:将干燥后的焊剂进行筛分,选取合格品。
本发明的目的之四是使用上述焊丝和焊剂进行LNG船用低温高锰钢埋弧横焊的焊接工艺,该焊接工艺参数为:焊接电流280~350A,电弧电压26~32V,焊接速度40~50cm/min,热输入量8.74~16.8kJ/cm,焊接角度为60°~120°。
进一步限定,焊接角度为75°~85°或95°~105°。
进一步限定,焊接试样厚度为20~45mm,V型坡口角度为45°。
本发明提供的焊丝与焊剂含一定量的Mn元素,同时在焊丝设计时还加入一定量的碳、硅、镍、铬、钼等稳定奥氏体且提高强度的元素,此外为了防止裂纹和提高晶界强度还需要添加一些钨、钛、铝、铌和一些稀土元素。与现有技术相比本申请还具有以下有益效果:
(1)本发明在保证焊缝金属强度与韧性的前提下,尽可能的减少了Ni、Cr、Mo等贵金属的含量,降低了产品的成本,并在焊剂中加入Zr和氟化稀土改善焊缝金属的润湿性,使焊丝以及与之配套的焊剂更适用于埋弧横焊,对于现有焊材存在的易产生热裂纹、合金元素烧损、咬边、凹坑等问题具有很好的改善作用。此外通过加入W生成高熔点化合物,缩短了凝固区间,降低了焊缝金属热裂纹倾向,进一步解决了温高锰钢埋弧横焊时存在热裂纹、合金元素烧损、咬边、凹坑等问题。
(2)本发明的焊接材料制备的焊缝金属与低温高锰钢母材具有很好的相容性,在本发明焊剂中所用的铝锰铁合金及氟化稀土解决了焊接过程组织粗大问题,焊丝的Zr、Ti联合脱氧解决低温冲击性能,具有原创性及低温性能提高作用。
(3)采用本发明提供的焊丝和焊剂制备得到的焊缝金属屈服强度≥480MPa,抗拉强度≥710MPa,在-196℃夏比摆锤冲击试验冲击吸收能量≥95J,侧向膨胀量大于等于1.22mm,无凝固裂纹与再热裂纹,侧弯试验无裂纹。满足液化天然气储罐对于焊缝金属性能的要求
附图说明
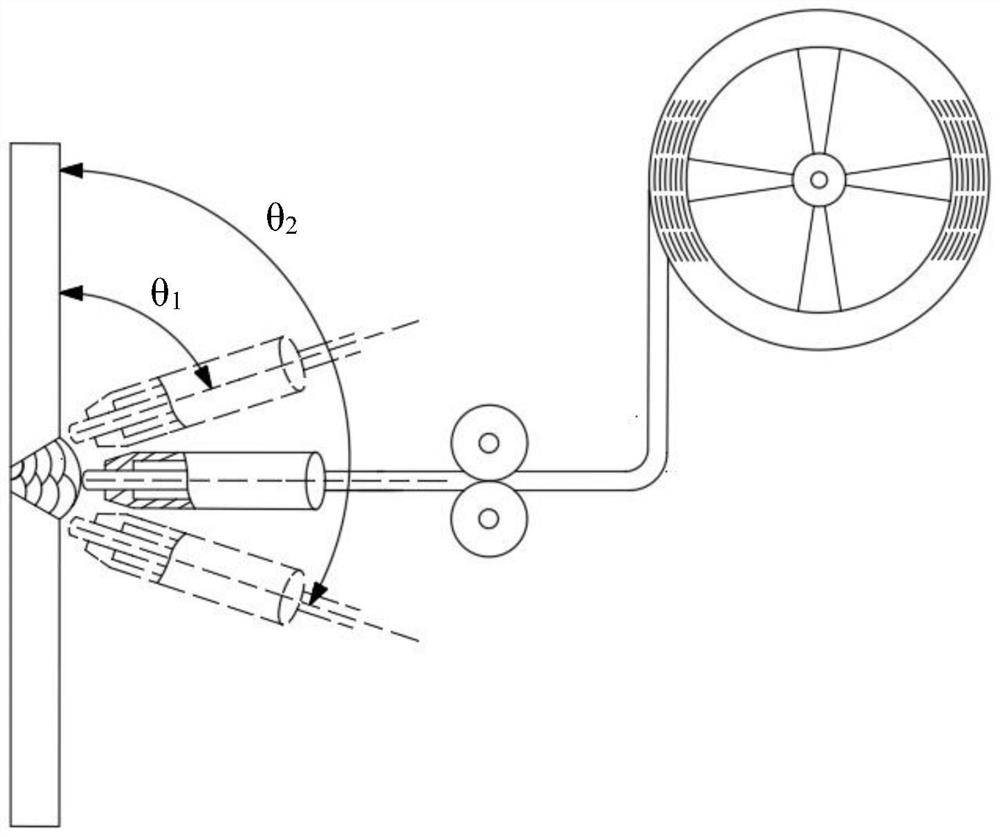
图1为埋弧横焊角度示意图,其中θ
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
下述实施例中所使用的实验方法如无特殊说明均为常规方法。所用材料、试剂、方法和仪器,未经特殊说明,均为本领域常规材料、试剂、方法和仪器,本领域技术人员均可通过商业渠道获得。
实施例1:
本实施例的焊丝的化学成分按重量百分比计,包括:C:0.38%,Mn:25%,Ni:4%,Mo:1.6%,Si:0.008%,S:0.003%,P:0.004%,Cr:4.2%,W:2.6%,Nb:0.2%,N:0.02%,Ti:0.035%,Al:0.02%,Zr:0.02%,余量为铁和其他不可避免的杂质。
上述焊丝的制备方法为:按比例称取各组分,经过熔炼、锻轧、热处理、拉拔和表面处理,制得规格为Φ2.4mm的焊丝。
本实施例的焊剂的化学成分按重量百分比计,包括:CaF
上述焊剂的制备方法为:按比例称取各组分,通过干混、加入纯钠水玻璃湿混,造粒,在800℃烧结,筛分,制得焊剂。
采用上述焊丝焊接低温高锰钢板,开45°V型坡口,焊接电流为320A,焊接电弧电压为30V,焊接速度为40cm/min,热输入量为14.4kJ/cm,焊接角度为80°。
本实施例采取的焊接材料制得的焊缝金属,屈服强度为483MPa,抗拉强度为722MPa,在-196℃夏比摆锤冲击试验冲击吸收能量为99J,侧向膨胀量为1.24mm,无凝固裂纹与再热裂纹,侧弯实验无裂纹。满足建造液化天然气储罐对于焊缝金属性能的要求。
实施例2:
本实施例的焊丝的化学成分按重量百分比计,包括:C:0.38%,Mn:25%,Ni:4%,Mo:1.6%,Si:0.008%,S:0.003%,P:0.004%,Cr:4.2%,W:2.6%,Nb:0.2%,N:0.02%,Ti:0.035%,Al:0.02%,Zr:0.02%,余量为铁和其他不可避免的杂质。
上述焊丝的制备方法为:按比例称取各组分,经过熔炼、锻轧、热处理、拉拔和表面处理,制得规格为Φ2.4mm的焊丝。
本实施例的焊剂的化学成分按重量百分比计,包括:CaF
上述焊剂的制备方法为:按比例称取各组分,通过干混、加入纯钠水玻璃湿混,造粒,在800℃烧结,筛分,制得焊剂。
采用上述焊丝焊接低温高锰钢板,开45°V型坡口,焊接电流为320A,焊接电弧电压为30V,焊接速度为40cm/min,热输入量为14.4kJ/cm,焊接角度为80°。
本实施例采取的焊接材料制得的焊缝金属,屈服强度为492MPa,抗拉强度为745MPa,在-196℃夏比摆锤冲击试验冲击吸收能量为102J,侧向膨胀量为1.27mm,无凝固裂纹与再热裂纹,侧弯实验无裂纹。满足建造液化天然气储罐对于焊缝金属性能的要求。
实施例3:
本实施例的焊丝的化学成分按重量百分比计,包括:C:0.42%,Mn:24%,Ni:5.5%,Mo:2%,Si:0.005%,S≤0.003%,P≤0.003%,Cr:3.5%,W:2.5%,Nb:0.2%,N:0.02%,Ti:0.02%,Al:0.02%,Zr:0.02%,余量为铁和其他不可避免的杂质。
上述焊丝的制备方法为:按比例称取各组分,经过熔炼、锻轧、热处理、拉拔和表面处理,制得规格为Φ2.4mm的焊丝。
本实施例的焊剂的化学成分按重量百分比计,包括:CaF
上述焊剂的制备方法为:按比例称取各组分,通过干混、加入纯钠水玻璃湿混,造粒,在800℃烧结,筛分,制得焊剂。
采用上述焊丝焊接低温高锰钢板,开45°V型坡口,焊接电流为320A,焊接电弧电压为30V,焊接速度为40cm/min,热输入量为14.4kJ/cm,焊接角度为80°。
本实施例采取的焊接材料制得的焊缝金属,屈服强度为487MPa,抗拉强度为733MPa,在-196℃夏比摆锤冲击试验冲击吸收能量为106J,侧向膨胀量为1.35mm,无凝固裂纹与再热裂纹,侧弯实验无裂纹。满足建造液化天然气储罐对于焊缝金属性能的要求。
实施例4:
本实施例的焊丝的化学成分按重量百分比计,包括:C:0.42%,Mn:24%,Ni:5.5%,Mo:2%,Si:0.005%,S≤0.003%,P≤0.003%,Cr:3.5%,W:2.5%,Nb:0.2%,N:0.02%,Ti:0.02%,Al:0.02%,Zr:0.02%,余量为铁和其他不可避免的杂质。
上述焊丝的制备方法为:按比例称取各组分,经过熔炼、锻轧、热处理、拉拔和表面处理,制得规格为Φ2.4mm的焊丝。
本实施例的焊剂的化学成分按重量百分比计,包括:CaF
上述焊剂的制备方法为:按比例称取各组分,通过干混、加入纯钠水玻璃湿混,造粒,在800℃烧结,筛分,制得焊剂。
采用上述焊丝焊接低温高锰钢板,开45°V型坡口,焊接电流为320A,焊接电弧电压为30V,焊接速度为40cm/min,热输入量为14.4kJ/cm,焊接角度为95°。
本实施例采取的焊接材料制得的焊缝金属,屈服强度为491MPa,抗拉强度为721MPa,在-196℃夏比摆锤冲击试验冲击吸收能量为96J,侧向膨胀量为1.22mm,无凝固裂纹与再热裂纹,侧弯实验无裂纹。满足建造液化天然气储罐对于焊缝金属性能的要求。
虽然本发明已以较佳的实施例公开如上,但其并非用以限定本发明,任何熟悉此技术的人,在不脱离本发明的精神和范围内,都可以做各种改动和修饰,因此本发明的保护范围应该以权利要求书所界定的为准。
- 一种多用途合金钢埋弧烧结焊剂及其制备方法
- 焊接超低温高锰钢用的埋弧焊焊剂、焊丝及制备方法
- 焊接超低温高锰钢用的埋弧焊焊剂、焊丝及制备方法