一种大口径超长管道液压成型支管的压力调节装置及方法
文献发布时间:2023-06-19 18:25:54
技术领域
本发明涉及冷挤压大口径超长管道领域,具体是涉及一种大口径超长管道液压成型支管的压力调节装置及方法。
背景技术
在管道冷挤压制造三通或者支管的领域,当管道的内部直径≥720mm时,该管道被定义为大口径管道,当单节管道的长度≥1500mm时,该管道被定义为超长管道,因此大口径超长管道是指管道的内径≥720mm,且管道单节长度≥1500mm的管道。
传统的管道冷挤压支管的方法,大多数情况下采用的都是液压挤压成型方式,并且对管道内部的空间全部充满液体。大口径超长管道采用液压挤压支管的时候,由于大口径超长管道的内部空间太大,如果采用传统的管道冷挤压支管的方法,需要对管道内部充入大量液体,这个时候管道就会变得十分笨重,而且后续注入液体时,管道内部的液压上升缓慢且困难。因此,大口径超长管道如果采用传统的管道冷挤压支管的方法,会让整个冷挤压成型变得十分危险,生产效率缓慢,并且生产成本很高。
针对这些问题,为了提高生产过程的安全性,提高产品的精度和质量,提高生产效率和降低生产成本,让液压过程精准可控,提出了一种大口径超长管道液压成型支管的压力调节装置及方法。
发明内容
为解决上述技术问题,提供一种大口径超长管道液压成型支管的压力调节装置及方法,本技术方案解决了上述背景技术中提出的大口径超长管道采用液压挤压支管的时候,由于大口径超长管道的内部空间太大,如果采用传统的管道冷挤压支管的方法,需要对管道内部充入大量液体,这个时候管道就会变得十分笨重,而且后续注入液体时,管道内部的液压上升缓慢且困难的问题。
为达到以上目的,本发明采用的技术方案为:
一种大口径超长管道液压成型支管的压力调节装置,包括:
下模,所述下模用于固定管坯,所述下模中部开设有凹槽;
管坯,所述管坯设置在下模的凹槽内;
上模,所述上模设置在管坯和下模上侧,上模中间底部开设有凹槽,所述凹槽用于容纳管坯,上模中部贯穿开设有成型孔,所述成型孔用于提供管坯胀出的空间和引导管坯胀出形状;
定位支撑装置,所述定位支撑装置包括上定位支撑装置和下定位支撑装置,所述上定位支撑装置和下定位支撑装置上下对称设置在管坯内,所述上定位支撑装置和下定位支撑装置与管坯的内壁接触,所述上定位支撑装置顶部中间贯穿开设有漏孔;
液压推力放大装置,所述液压推力放大装置通过螺栓连接安装固定在上定位支撑装置和下定位支撑装置之间,液压推力放大装置内部安装有顶柱,所述液压推力放大装置用于将液压转化和增大并输出至顶柱;
左水平缸堵头和右水平缸堵头,所述左水平缸堵头和右水平缸堵头滑动密封在管坯两端内侧,所述左水平缸堵头和右水平缸堵头从侧面固定上定位支撑装置和下定位支撑装置,左水平缸堵头、右水平缸堵头与管坯组合为一体;
至少一个注液卸液装置,所述注液卸液装置分别安装在右水平缸堵头和左水平缸堵头中部,注液卸液装置端部位于管坯内部,注液卸液装置用于提供液体填充和释放管坯内部空间;
液压监控机构,所述液压监控机构安装在右水平缸堵头上端;
气压监控机构,所述气压监控机构安装在右水平缸堵头上端,气压监控机构一端设置于管坯的内部并与液压推力放大装置对接,气压监控机构用于监控液压推力放大装置腔体内的气体压强。
优选的,所述上定位支撑装置和下定位支撑装置与管坯接触的部位为圆弧面,上定位支撑装置和下定位支撑装置上开设有若干个通孔。
优选的,所述液压推力放大装置包括腔体装置、液压承接顶柱装置、支撑弹簧、导向管、泄压阀和气压调节连接管,腔体装置的外壁安装有若干个加强筋,所述加强筋均匀分布在腔体装置外部,所述加强筋沿垂直方向设置,所述加强筋用于强化腔体装置结构,腔体装置的下端开设有多个开口,所述开口为半圆形,所述开口均匀分布在腔体装置底端,腔体装置的上下端面开设有若干个圆孔,所述圆孔通过螺栓与上定位支撑装置和下定位支撑装置连接成整体。
优选的,所述液压承接顶柱装置包括顶柱和液压承接面,顶柱与腔体装置顶部滑动连接,液压承接面与腔体装置内壁滑动连接,顶柱固定连接在液压承接面上表面中部,支撑弹簧固定在腔体装置内腔底面,支撑弹簧用于进行液压承接顶柱装置的下端限位,腔体装置的上端面的上方的中心位置固定连接有导向管,导向管与顶柱滑动连接,腔体装置外部固定连接有泄压阀,泄压阀用于释放腔体装置内的气体压力,腔体装置右侧固定连接有气压调节连接管,气压调节连接管与气压监控机构相连接,液压推力放大装置的密封腔内通过气压调节连接管与气压监控机构形成回路。
优选的,所述左水平缸堵头和右水平缸堵头与管坯内部直径相适配,左水平缸堵头和右水平缸堵头在管坯内部形成密闭空间,右水平缸堵头上设有安装液压监控机构、气压监控机构的通道。
优选的,所述液压监控机构由液压承接装置和数显器组成,数显器设置在管坯外部,液压承接装置安装在液压监控机构的一端,液压承接装置位于管坯内部。
优选的,所述液压推力放大装置的顶柱与管坯形变区接触。
一种大口径超长管道液压成型支管的压力调节方法,包括如下步骤:
步骤一:将大口径超长管道的管坯放置在下模上,调整摆放位置;
步骤二:上模与下模紧扣,将管坯约束;
步骤三:将上定位支撑装置和下定位支撑装置、液压推力放大装置用螺栓紧固在一起,吊装后,水平推送至管坯内部,推送至设定位置;
步骤四:将液压监控机构固定安装到右水平缸堵头上,并检测液压监控机构能否正常运行;
步骤五:气压监控机构穿过右水平缸堵头与液压推力放大装置连接,确保穿过的区域的密封性;
步骤六:启动左水平缸堵头和右水平缸堵头与上定位支撑装置和下定位支撑装置两端接触,并提供一定程度的预紧压力;
步骤七:启动左水平缸堵头和右水平缸堵头携带的注液卸液装置进行注液,对管坯设定区域进行液压成型;
步骤八:启动左水平缸堵头和右水平缸堵头携带的注液卸液装置,开启卸液功能,将密封腔内的液体泄流而出,等待管坯内的液体流完之后,先移走左水平缸堵头和右水平缸堵头,拆卸液压推力放大装置与气压监控机构的连接,接着将上定位支撑装置和下定位支撑装置和液压推力放大装置组成的整体部件从管坯内移出,然后将上模升起,从下模上将挤压成型完毕的管件转移至工位。
优选的,所述步骤七包括如下步骤:
启动左水平缸堵头和右水平缸堵头携带的注液卸液装置,开启注液功能,两端的注液卸液装置同时以大流量持续将液体填充至管坯内部,直至密封腔充满液体;
开启气压监控机构的减压功能,让气压保持在不超过0.1MPa的状态,同时降低一些注液的速度,观察液压监控机构的数显值;
透过上模的成型口观察管坯的支管待成型区域是否发生变形,观察到支管待成型区域的中心区域发生形变时,读取并记录液压监控机构上的液压值,开启气压监控机构的增压功能,并将气压增加到预设值,此时持续注液并没有停止;
等到支管待成型区域周边也发生形变时,读取液压监控机构的数显值,进一步降低注液的速度,使液压监控机构的数显值保持不变,让支管待成型区域继续发生形变;
等到管坯上的支管挤压到设计的高度时,停止注液,并关闭气压监控机构。
与现有技术相比,本发明提供了一种大口径超长管道液压成型支管的压力调节装置及方法,具备以下有益效果:
通过设置上定位支撑装置、下定位支撑装置、液压推力放大装置、左水平缸堵头、右水平缸堵头、管坯、注液卸液装置、液压监控机构和气压监控机构,针对大口径超长管道液压成型支管的容易出现的问题,设计了一套液压推力放大装置和控制方法,可以合理有效地将液压推力放大并转移到需要挤压成型的部位,可以大幅度减少在管坯内注入液体的需求,从而减少液体的消耗,以及注液的时间,因而能够大幅提高生产过程的安全性,显著地提高生产效率,降低生产成本;与此同时,通过增加的液压监控机构和气压监控机构,实现了液压和气压的可监控性,方便精准高效的施加和调节压力,使产品精度和质量更好,本发明具有实施和操作简单,使用成本低的优点。
附图说明
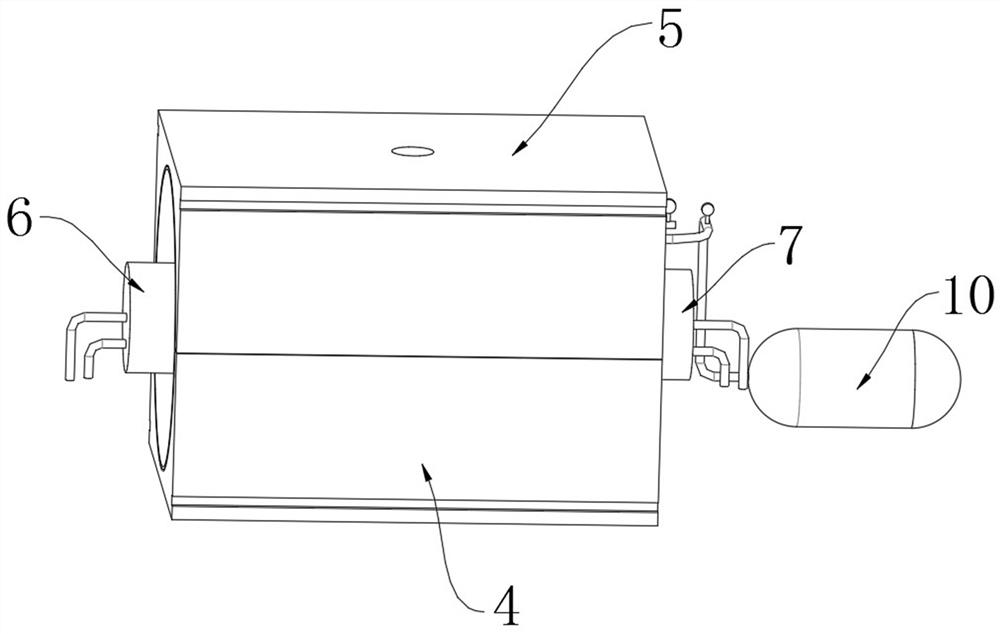
图1为本发明的立体结构示意图;
图2为本发明的内部结构示意图;
图3为本发明的爆炸结构示意图;
图4为本发明的液压推力放大装置内部结构示意图;
图5为本发明的液压推力放大装置结构示意图;
图6为本发明的压力调节方法流程示意图;
图中标号为:
1、上定位支撑装置;2、下定位支撑装置;3、液压推力放大装置;4、下模;5、上模;6、左水平缸堵头;7、右水平缸堵头;8、注液卸液装置;9、液压监控机构;10、气压监控机构;11、管坯;12、腔体装置;13、液压承接顶柱装置;13-1、顶柱;13-2、液压承接面;14、支撑弹簧;15、导向管;16、泄压阀;17、气压调节连接管。
具体实施方式
以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
参照图1-6所示,一种大口径超长管道液压成型支管的压力调节装置及方法,包括上定位支撑装置1、下定位支撑装置2、液压推力放大装置3、上模5、下模4、左水平缸堵头6、右水平缸堵头7、管坯11、注液卸液装置8、液压监控机构9和气压监控机构10;
下模4用于固定管坯11,所述下模4中部开设有凹槽;
管坯11设置在下模4的凹槽内;
上模5设置在管坯11和下模4上侧,上模5中间底部开设有凹槽,所述凹槽用于容纳管坯11,上模5中部贯穿开设有成型孔,所述成型孔用于提供管坯11胀出的空间和引导管坯11胀出形状;
上定位支撑装置1和下定位支撑装置2上下对称设置在管坯11内,所述上定位支撑装置1和下定位支撑装置2用于与大口径超长管坯11的内壁支撑接触,所述上定位支撑装置1和下定位支撑装置2还用于连接和固定液压推力放大装置3,所述上定位支撑装置1和下定位支撑装置2提供液压推力放大装置3的反作用力,所述上定位支撑装置1顶部中间贯穿开设有漏孔;
液压推力放大装置3内部安装有顶柱13-1,所述液压推力放大装置3用于将液压转化到顶柱13-1,所述液压推力放大装置3进一步增大顶柱13-1顶头处的液压,液压推力放大装置3位于上定位支撑装置1和下定位支撑装置2之间,液压推力放大装置3通过螺栓连接安装固定;
左水平缸堵头6和右水平缸堵头7滑动密封在管坯11两端内侧,所述左水平缸堵头6和右水平缸堵头7用于从侧面固定上定位支撑装置1和下定位支撑装置2,左水平缸堵头6、右水平缸堵头7与管坯11组合为一体;
注液卸液装置8安装在右水平缸堵头7中部,注液卸液装置8端部位于管坯11内部,注液卸液装置8用于提供液体填充和释放管坯11内部空间,注液卸液装置8在冷压成型阶段注入高压液体,在管坯11上在预定位置挤出三通或支管;
液压监控机构9安装在右水平缸堵头7上端,液压监控机构9的测量端位于管坯11内部,液压监控机构9外侧端安装有数显装置和数显面板,所述液压监控机构9用于适时监测管坯11腔体内注入液体的压强,液压监控机构9通过数显装置将当前状况反馈给外设的数显面板;
气压监控机构10安装在右水平缸堵头7上端,气压监控机构10位于管坯11内的部分对接在液压推力放大装置3上,气压监控机构10外部安装有数显装置和数显面板,气压监控机构10用于适时监控液压推力放大装置3腔体内的气体压强,气压监控机构10通过数显装置将当前状况反馈给外设的数显面板,气压监控机构10减少或者增大液压推力放大装置3腔体内的气压,顶柱13-1顶端的挤压压力相应减少或者增大。
具体的,上定位支撑装置1和下定位支撑装置2与管坯11接触的部位为高精度圆弧,所述圆弧便于上定位支撑装置1和下定位支撑装置2与管坯11装配,上定位支撑装置1和下定位支撑装置2上开设有若干个通孔,所述通孔便于液体快速进入和填充管坯11内部腔体。
液压推力放大装置3包括腔体装置12、液压承接顶柱装置13、支撑弹簧14、导向管15、泄压阀16和气压调节连接管17,腔体装置12的内部为密封空气;腔体装置12的外壁安装有若干个加强筋,所述加强筋均匀分布在腔体装置12外部,所述加强筋沿垂直方向设置,所述加强筋用于强化腔体装置12结构;腔体装置12的下端有多个开口,所述开口为半圆形,所述开口均匀分布在腔体装置12底端,所述开口便于液体进入和填充腔体装置12;腔体装置12的上下端面开设有若干个圆孔,所述圆孔通过螺栓与上定位支撑装置1和下定位支撑装置2连接成整体,液压承接顶柱装置13包括顶柱13-1和液压承接面13-2,顶柱13-1与腔体装置12顶部滑动连接,液压承接面13-2与腔体装置12内壁滑动连接,顶柱13-1固定连接在液压承接面13-2上表面中部,液压承接面13-2的直径至少为顶柱13-1直径的3倍,支撑弹簧14固定在腔体装置12内腔底面,支撑弹簧14用于液压承接顶柱装置13的下端限位,液压承接面13-2与腔体装置12内腔底面预留有储液空间,所述储液空间便于液体给液压承接面13-2施压,腔体装置12的上端面的上方的中心位置固定连接有导向管15,导向管15与顶柱13-1滑动连接,导向管15对顶柱13-1起导向作用,腔体装置12外部固定连接有泄压阀16,泄压阀16用于释放腔体装置12内的气体压力,腔体装置12右侧固定连接有气压调节连接管17,气压调节连接管17与气压监控机构10相连接,液压推力放大装置3的密封腔内通过气压调节连接管17与气压监控机构10形成回路;
利用了液压承接面13-2比顶柱13-1的截面大的设计,当截面上承受到相同的液体压强时,截面面积更大的液压承接面13-2会受到更大的来自液体的压力,从而产生推动液压承接顶柱装置13向上运动的压力。当液压承接面13-2的截面直径为顶柱13-1截面直径的3倍时,那么液压承接面13-2的截面面积实际上是顶柱13-1截面面积的9倍,根据F=p·S的公式可以得出,即压力=压强×面积,液压承接面13-2截面上承受的液体压力是顶柱13-1截面上的9倍,而且这个压力会随着液体的压强增大而随之增大。因此这个装置被称为液压推力放大装置3。在液压推力放大装置3受到液体压力的过程中,液压推力放大装置3在受到足够大的外部液体压强时,即足够克服重力和摩擦力时,会使液压承接顶柱装置13产生上升的趋势,该趋势会使管坯11的内壁受到来自顶柱13-1向上的作用力;
液压承接顶柱装置13在上升的过程中会压缩腔体装置12内部密封的空气,使空气的压强增大,从而使液压承接顶柱装置13的液压承接面13-2产生阻碍整个装置上升的气体压力。此时,通过气压监控机构10降低整个密封腔体内部的气压,液压承接顶柱装置13就不会明显地受到气压阻碍,因此不用担心压缩气体带来的阻碍力。
左水平缸堵头6和右水平缸堵头7与管坯11内部直径相适配,左水平缸堵头6和右水平缸堵头7在管坯11内部沿轴向移动,左水平缸堵头6和右水平缸堵头7在管坯11内部选定的区域形成局部的密闭空间,因此可以大幅度减少用于填满封闭空间所需的液体,同时也可以大幅减少用于形成足够形变压力而注入的液体,右水平缸堵头7上有安装液压监控机构9、气压监控机构10的通道。
液压监控机构9由液压承接装置、数显器和数据线组成,数显器设置在管坯11外部,数显器上反馈有管坯11密封腔内的液压,以便于在给管坯11内注入液体时调节注入压力和注入速度。
气压监控机构10与液压推力放大装置3的密封腔连接成整体,形成一个可控系统,可以在前期管壁需要较大压力产生形变时降低腔体内的气压,方便液压推力放大装置3快速地放大和转化液压;后期在管壁发生形变到一定程度后,增大腔体内的气压,适当降低液压推力放大装置3产生的挤压力,防止液压推力放大装置3产生的压力过大,导致挤出成型的支管壁厚不均匀。
液压推力放大装置3的顶柱13-1局部与设定的管坯11形变区接触,剩余所述管坯11形变区与液压推力放大装置3内部液体相接触,在大口径超长管道液压支管时,液压推力放大装置3的顶柱13-1只是局部与设定的形变区接触,并没有覆盖整个形变区,剩下形变的区域将由液压的作用发生形变,因此冷压支管是由液压和液压推力放大装置3共同作用完成。
包括如下步骤:
步骤一:将大口径超长管道的管坯11放置在下模4上,调整摆放位置;
步骤二:上模5与下模4紧扣,将管坯11约束;
步骤三:将上定位支撑装置1和下定位支撑装置2、液压推力放大装置3这三者用螺栓紧固在一起,然后吊装,水平推送至管坯11内部,推送至设定位置即可;
步骤四:将液压监控机构9安装固定到右水平缸堵头7上,并检测液压监控机构9能否正常运行;
步骤五:气压监控机构10穿过右水平缸堵头7与液压推力放大装置3连接,保证穿过的区域的密封性;
步骤六:启动左水平缸堵头6和右水平缸堵头7与上定位支撑装置1和下定位支撑装置2两端接触,并提供一定程度的预紧压力;
步骤七:启动左水平缸堵头6和右水平缸堵头7携带的注液卸液装置8,开启注液功能,两端的注液卸液装置8同时以大流量持续将液体填充至管坯11内部,直至密封腔充满液体;
开启气压监控机构10的减压功能,让气压保持在不超过0.1MPa的状态,同时降低一些注液的速度,观察液压监控机构9的数显值;
透过上模5的成型口观察管坯11的支管待成型区域是否发生变形,等到观察到支管待成型区域的中心区域发生形变时,读取并记录液压监控机构9上的液压值,开启气压监控机构10的增压功能,并将气压增加到若干MPa,此时持续注液并没有停止;等到支管待成型区域周边也发生形变时,读取液压监控机构9的数显值,进一步降低注液的速度,使液压监控机构9的数显值保持不变,让支管待成型区域继续发生形变;等到管坯11上的支管挤压到设计的高度时,停止注液,并关闭气压监控机构10;
步骤八:启动启动左水平缸堵头6和右水平缸堵头7携带的注液卸液装置8,开启卸液功能,将密封腔内的液体泄流而出,等待管坯11内的液体流完之后,先移走启动左水平缸堵头6和右水平缸堵头7,拆卸液压推力放大装置3与气压监控机构10的连接,接着将上定位支撑装置1和下定位支撑装置2和液压推力放大装置3组成的整体部件从管坯11内移出,然后将上模5升起,从下模4上将挤压成型完毕的管件转移至工位。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。
- 偏压力调节装置、具有所述偏压力调节装置的液压控制阀和制造偏压力调节装置的方法
- 偏压力调节装置、具有所述偏压力调节装置的液压控制阀和制造偏压力调节装置的方法