具有双射模塑装饰性部件的行人安全前面板/格栅
文献发布时间:2024-01-17 01:27:33
相关申请的交叉引用
本申请要求2022年2月23日提交的西班牙申请P202130151号和2021年2月22日提交的美国申请17/677116号的权益。上文确定的申请的公开内容全文以引用方式并入本文。
技术领域
本申请涉及具有双射(2K)注塑装饰性部件的行人安全车辆前面板/中网。
背景技术
目前,实现具有令人满意的或期望的图像深度的车辆前面板或中网/格栅的装饰性部件的装饰外观需要显著增加(例如,加倍)中网的厚度。这种厚度的增加也使装饰性部件变硬,使得可能与中网发生碰撞的行人可能受伤,因为冲击力是由行人承担的。这种厚度的显著增加增加了材料和部件成本。因此,尽管具有装饰性部件的常规车辆前面板/中网确实用于其预期目的,但在相关技术中仍存在改进的期望。
发明内容
根据本公开的一个方面,提出了一种用于车辆前端的装饰性部件的多射注塑的方法。在一个示例性实施方式中,该方法包括执行透明塑性材料的第一注塑注射以形成装饰性部件的A侧部分,以及执行不透明弹性体材料的第二注塑注射以形成装饰性部件的B侧部分。
在一些实施方式中,不透明弹性体材料限定装饰性部件的装饰,而实质上不将装饰性部件的刚度增加到高于装饰性部件的A侧部分的刚度。在一些实施方式中,不透明弹性体材料不将装饰性部件的刚度增加到高于装饰性部件的A侧部分的刚度。在一些实施方式中,装饰性部件的刚度的非实质性增加减少车辆在前端碰撞期间对行人造成伤害的机会。在一些实施方式中,装饰性部件是车辆的前面板或中网的一部分。在一些实施方式中,透明塑性材料为聚碳酸酯(PC)并且不透明弹性体材料为热塑性弹性体(TPE)。在一些实施方式中,TPE是热塑性聚氨酯(TPU)。在一些实施方式中,多射注塑仅包括双次注射。在一些实施方式中,多射注塑包括三次或更多次注射。
根据本公开的另一方面,提出了一种用于车辆前端的多射注塑装饰性部件。在一个示例性实施方式中,该部件包括通过执行透明塑性材料的第一注塑注射来形成的A侧部分,以及通过执行不透明弹性体材料的第二注塑注射来形成的B侧部分。
在一些实施方式中,不透明弹性体材料限定装饰性部件的装饰,而实质上不将装饰性部件的刚度增加到高于装饰性部件的A侧部分的刚度。在一些实施方式中,不透明弹性体材料不将装饰性部件的刚度增加到高于装饰性部件的A侧部分的刚度。在一些实施方式中,装饰性部件的刚度的非实质性增加减少车辆在前端碰撞期间对行人造成伤害的机会。在一些实施方式中,该部件是车辆的前面板或中网的一部分。在一些实施方式中,透明塑性材料为聚碳酸酯(PC)并且不透明弹性体材料为热塑性弹性体(TPE)。在一些实施方式中,TPE是热塑性聚氨酯(TPU)。在一些实施方式中,用以形成装饰性部件的多射注塑仅包括双次注射。在一些实施方式中,用以形成装饰性部件的多射注塑包括三次或更多次注射。
从下文提供的具体实施方式、权利要求书和附图,本公开的教导的其他适用性领域将变得显而易见,其中贯穿附图的若干视图中,类似的附图标记指代类似的特征。应当理解,包括其中所引用的已公开的实施方案和附图的具体实施方式本质上仅是示例性的,仅出于说明的目的,并且不旨在限制本公开的范围、其应用或用途。因此,不脱离本公开实质的变型旨在本公开的范围内。
附图说明
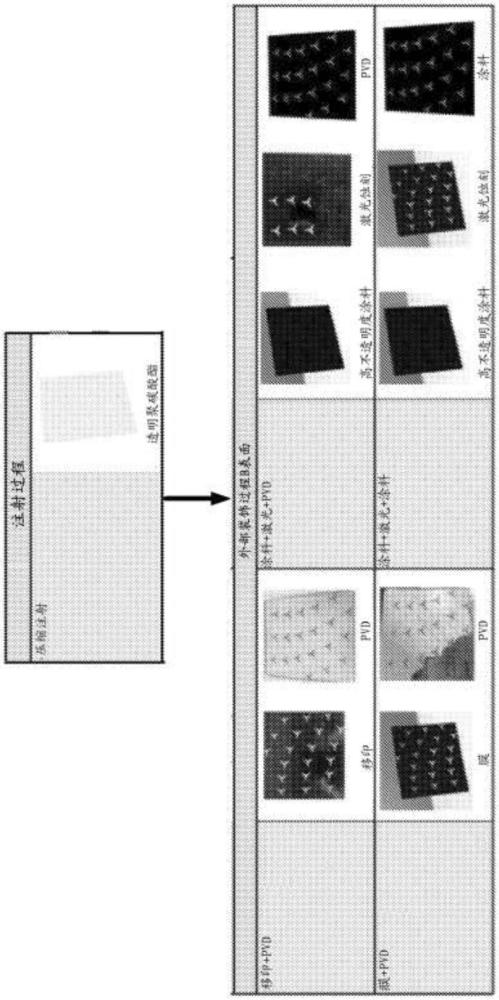
图1示出了作为本公开的一些实施方式的替代解决方案的复杂多步骤装饰性部件形成过程;
图2示出了根据本公开的一些实施方式的改进的装饰性部件形成过程;
图3示出了使用根据本公开的一些实施方式的过程的示例性部分和完全形成的装饰性部件;并且
图4示出了使用根据本公开的一些实施方式的过程的示例性部分形成的装饰性部件以及示例性层厚度的横截面图。
具体实施方式
如先前所讨论的,先前设计的问题是它们需要显著增加(例如,加倍)装饰性部件的厚度,这使装饰性部件变硬,使得可能涉及与中网碰撞的行人可能承受伤害,因为冲击力由行人承担。替代的复杂、多步骤装饰性部件形成解决方案的一些示例包括(1)聚碳酸酯(PC)加上B侧上的涂料和B侧上的激光蚀刻以去除区域中的涂料以使其透明,(2)PC加上移印,和(3)PC加上注塑模内贴标(IML)/模内装饰(IMD),如图1所示。可以看出,这些过程可以包括额外的步骤和/或经由许多不同的处理技术/机器(例如,模制、涂漆、激光蚀刻等)的更复杂/昂贵的处理。由于重量影响和行人安全,从B侧进行的将导致显著更高的部件厚度的装饰对于车辆制造商(例如,原始设备制造商或OEM)也将不方便。
根据本公开的一些实施方式,从透明材料的B侧进行的装饰是用这样的材料执行的,该材料不增加部件的刚度(例如,与1K或单射部件相同的刚度,诸如单次PC注射),并且可以赋予更大的柔性而没有损坏的风险。如图2所示的本公开的所提出的过程/概念提供了用于实现与图1所示的并且在上文描述的更复杂的多步骤解决方案相同的外观的更低成本的方法,并且是更具竞争力的可选形式的装饰,因为部件厚度/重量不会由于所使用的层厚度和材料而显著增加。在本公开的一个特定实施方案中,提出了一种用于车辆前面板或中网的装饰性部件的双射(2K)注塑工艺(即,单个制造步骤或工艺)。2K注塑与具有若干浸泡和较高废料率的其它装饰方法相比更具成本竞争力(一个制造步骤中的部件)。应当注意的是,本文具体讨论了2K注塑,但应当理解,对于更复杂的设计,可以存在三次或更多次注塑注射。
如图3所示,将弹性体材料(例如,热塑性弹性体或TPE)添加到主聚碳酸酯(PC)片材的背面(B侧)实现了消费者所期望的图像深度和装饰性外观。另外,弹性体材料降低了聚碳酸酯片材的硬度和刚度,允许其弯曲并吸收由行人撞击产生的冲击,从而降低伤害行人的可能性。可以对放置在车辆前方的装饰性部件的行人撞击进行改进的测试。利用2K注射以及PC与弹性体的组合,部件的刚度不会显著增加,重量也不会显著增加,因为弹性体允许具有更薄的壁厚,如图4所示。应当理解,这些仅仅是示例性厚度,并且厚度可以根据具体应用而变化,弹性体材料的类型(例如,TPE,如热塑性聚氨酯或TPU)也可以变化。虽然2K注塑工艺已经存在于许多其它应用中,但其尚未用于这些热塑性塑料(例如,PC+TPE)的组合以在B侧上具有装饰并且具有比透明和黑色PC的组合更小的刚度。
虽然第一、第二、第三等术语在本文中可以用于描述各种元件、部件、区域、层和/或部分,但是这些元件、部件、区域、层和/或部分不应被这些术语限制。这些术语可以仅用于将一个元件、部件、区域、层或部分与另一个区域、层或部分区分开来。除非上下文明确指示,否则术语诸如“第一”、“第二”和其他数字术语在本文使用时并不暗示次序或顺序。因此,在不脱离示例性实施方案的教导内容的情况下,本文讨论的第一元件、部件、区域、层或部分可以被称为第二元件、部件、区域、层或部分。
还应当理解,本文中可以明确地设想各种示例之间的特征、要素、方法和/或功能的混合和匹配,以使得本领域技术人员将从本教导内容中认识到,一个示例的特征、要素和/或功能可以酌情结合到另一个示例中,除非上文另外描述。
- 具有双功能凸轮杆的主动式行人发动机罩闩锁
- 具有能够显示湿度的装饰性部件的冰箱和用于制造该装饰性部件的方法
- 具有能够显示湿度的装饰性部件的冰箱和用于制造该装饰性部件的方法