一种多色注塑成型机
文献发布时间:2023-06-19 10:05:17
技术领域
本发明涉及注塑机技术领域,特别涉及一种多色注塑成型机。
背景技术
注塑成型工艺是指将熔融的原料通过加压、注入、冷却、脱离等操作制作一定形状的半成品件的工艺过程。注塑成型工艺过程主要包括合模、填充、保压、冷却、开模和脱模等6个阶段。而注塑成型的产品种类很多,应用于各行各业,如电子、玩具等行业。
目前,注塑成型的制品多为双色注塑机或单色注塑机成型,随着技术发展,有些产品上需要多色注塑成型的制品,那么现有的双色注塑注塑机和单色注塑机就无法完成多色注塑制品的生产,因此,只能采用多色注塑机来实现。而现有单色、双色及多色注塑机虽然可进行制造,但均只能注塑相对应配套色数的制品,无法采用一台注塑机即可用来注塑单色、双色或多色产品,如:单色注塑机就只能单一的制备单个色彩的制品;双色注塑机只能用于注塑双色制品,且在进行注塑时,注塑的效率不高;而三色注塑机虽然能制备多个色彩的制品,但其设备费用昂贵,且功能单一,无法实现其多功能性。
发明内容
本发明的目的是在于提供一种功能性多、效率高且结构稳定的多色注塑成型机。
为解决以上技术问题,本发明可以采用以下技术方案来实现:
一种多色注塑成型机,包括机架、定模机构、动模机构、旋转模机构、移动射台和控制系统;所述定模机构设置在机架一端,所述动模机构设置在机架另一端,并与定模机构相对设置,且在所述定模机构上设置有拉杆装置,所述拉杆装置的一端与动模机构连接,通过拉杆装置可带动动模机构在机架上进行移动,在所述动模机构上还设置有转盘,所述旋转模机构设置在机架上,并设于定模机构和动模机构之间,所述移动射台设置在机架一侧,并可位于所述旋转模机构与定模机构之间、或位于所述旋转模机构与动模机构之间;所述控制系统分别与定模机构、动模机构、旋转模机构和移动射台进行控制连接。
在其中一个实施例中,所述定模机构包括定模板和第一射台,所述定模板设置在机架上,所述第一射台设置在定模板一侧,且所述第一射台为水平设置的双射台结构,在所述定模板顶部两侧分别设置有第一液压缸。
在其中一个实施例中,所述动模机构包括动模板和第二射台,所述动模板设置在机架上,并与拉杆装置连接,所述第二射台设置在动模板一侧,并与动模板连接,所述转盘设置在动模板上,并设于与定模机构相对的一侧,在所述动模板上还设置有顶出机构,所述顶出机构设置在与第二射台相同的一侧,所述转盘与设置在动模板侧边的减速电机连接,并通过减速电机带动转盘进行转动。
在其中一个实施例中,所述旋转模机构包括旋转板和旋转台,所述旋转台可移动的设置在机架中部,并设于定模板与动模板之间,所述旋转板设置在旋转台上,在所述旋转板顶部设置有承重件,所述承重件中部与旋转板中部可转动连接,所述承重件两侧与第一液压缸连接。
在其中一个实施例中,所述拉杆装置包括第二液压缸组和承压组,在所述定模板四个角部均设置有承压组,所述动模板四个角部均设置有抱牙组,所述动模板通过抱牙组与承压组连接,且所述承重件的两侧可搭于顶部两个承压组上,所述第二液压缸组设置在定模板上,且一端与动模板进行连接。
在其中一个实施例中,所述顶出机构包括顶出液压缸、固定板和顶出杆,所述顶出液压缸一端设置在动模板内部,另一端与设置在动模板一侧的固定板进行连接,所述顶出杆设置在固定板上,并贯穿动模板与转盘配合。
本发明的有益效果为:本发明多色注塑成型机,采用在定模机构和动模机构之间增加设置旋转模机构,通过旋转模机构可在进行注塑时,同时注塑两个双色制品,以此提高注塑效率;将移动射台设置在机架一侧,并可设置在旋转模机构与定模机构之间、或设置在旋转模机构与动模机构之间,可通过定模机构、动模机构、旋转模机构和移动射台进行分别组合,从而可进行多种模式的注塑功能,从而实现注塑成型机的多功能性,且进行分别组合时,不会影响到注塑成型机的稳定性。
附图说明
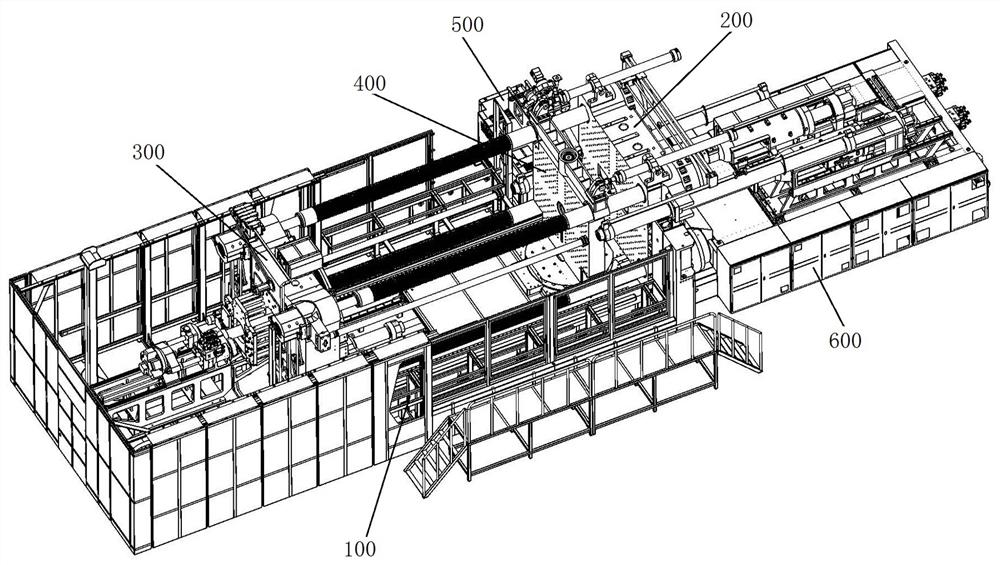
图1为本发明多色注塑成型机结构示意图一;
图2为本发明多色注塑成型机结构示意图二;
图3为本发明多色注塑成型机定模机构结构示意图;
图4为本发明多色注塑成型机动模机构结构示意图一;
图5为本发明多色注塑成型机动模机构结构示意图二;
图6为本发明多色注塑成型机旋转模机构结构示意图。
如附图所示:100、机架;200、定模机构;210、定模板;220、第一射台;230、第一液压缸;300、动模机构;310、转盘;320、动模板;330、第二射台;340、顶出机构;341、顶出液压缸;342、固定板;343、顶出杆;350、减速电机;400、旋转模机构;410、旋转板;420、旋转台;430、承重件;500、移动射台;600、控制系统;700、拉杆装置;710、第二液压缸组;720、承压组;730、抱牙组。
具体实施方式
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。相反,当元件被称作“直接在”另一元件“上”时,不存在中间元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的”。
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
请参阅图1或图2,一种多色注塑成型机,包括机架100、定模机构200、动模机构300、旋转模机构400、移动射台500和控制系统600;所述定模机构200设置在机架100一端,所述动模机构300设置在机架100另一端,并与定模机构200相对设置,且在所述定模机构200上设置有拉杆装置700,所述拉杆装置700的一端与动模机构300连接,通过拉杆装置700可带动动模机构300在机架100上进行移动,在所述动模机构300上还设置有转盘310,所述旋转模机构400设置在机架100上,并设于定模机构200和动模机构300之间,所述移动射台500设置在机架100一侧,并可位于所述旋转模机构400与定模机构200之间、或位于所述旋转模机构400与动模机构300之间;所述控制系统600分别与定模机构200、动模机构300、旋转模机构400和移动射台500进行控制连接。
具体的,为了解决一台注塑成型机可实现多种模式的注塑,本实施例中,在定模机构200和动模机构300之间增加设置旋转模机构400,同时在机架100的一侧设置可移动的移动射台500,并将移动射台500设置在旋转模机构400与定模机构200之间、或设置在旋转模机构400与动模机构300之间,从而使注塑成型机能实现水平单色、水平双色、水平三色及水平四色的注塑模式,以此来增加注塑成型机的多功能性;同时,在进行水平双色时,可同时在旋转模机构400的两侧分别设置公模,并在定模机构200和动模机构300与旋转模机构400相对的一侧分别设置母模,先对其中一个色彩进行注塑,后转动旋转板410进行第二个色彩的注塑,从而可实现同时注塑成型两个双色注塑制品,以此来提高效率;另外,采用控制系统600分别与定模机构200、动模机构300、旋转模机构400和移动射台500进行全面的控制,在对各种注塑模式进行切换时,不会影响注塑成型机的稳定性。
请参阅图3,所述定模机构200包括定模板210和第一射台220,所述定模板210设置在机架100上,所述第一射台220设置在定模板210一侧,且所述第一射台220为水平设置的双射台结构,在所述定模板210顶部两侧分别设置有第一液压缸230。
本实施例中,为了解决注塑成型机能够实现多色注塑的功能,在定模板210的一侧设置第一射台220,而第一射台220采用双射台结构,在进行注塑时,可采用其双射台中的一个射台进行注塑,也可同时采用双射台进行注塑,以此实现多色注塑功能;另外,采用双射台结构,并结合定模板210、动模机构300、旋转模机构400及移动射台500实现注塑成型机多种模式的注射功能,提高注塑成型机的多功能性。
请参阅图4和图5,所述动模机构300包括动模板320和第二射台330,所述动模板320设置在机架100上,并与拉杆装置700连接,所述第二射台330设置在动模板320一侧,并与动模板320连接,所述转盘310设置在动模板320上,并设于与定模机构200相对的一侧,在所述动模板320上还设置有顶出机构340,所述顶出机构340设置在与第二射台330相同的一侧,所述转盘310与设置在动模板320侧边的减速电机350连接,并通过减速电机350带动转盘310进行转动。
具体的,在本实施例中,为了解决注塑成型机多色注塑的功能及切换注塑模式的功能,在动模板320的一侧设置第二射台330,同时将转盘310设置在动模板320的另一侧,在进行注塑时,将旋转模机构400移动到相应地方,后将模具的母模和公模分别设置在动模板320和旋转模机构400上,并相对设置,可实现单色制品的注塑,另外,还可将移动射台500移动至动模板320和旋转模机构400之间,通过第二射台330、转盘310和移动射台500可实现双色制品的注塑,最终,实现注塑成型机的多色注塑功能及切换注塑模式功能,从而提高注塑成型机的多功能性,且在进行切换过程中不会影响注塑时的稳定性。
请参阅图6,所述旋转模机构400包括旋转板410和旋转台420,所述旋转台420可移动的设置在机架100中部,并设于定模板210与动模板320之间,所述旋转板410设置在旋转台420上,在所述旋转板410顶部设置有承重件430,所述承重件430中部与旋转板410中部可转动连接,所述承重件430两侧与第一液压缸230连接。
具体的,本实施例为了解决双色注射效率、多射注塑功能及切换注塑模式问题,在定模机构200和动模机构300之间设置旋转模机构400,将旋转模机构400的旋转台420设置在机架100上,可通过旋转台底部的移动结构,并结合第一液压缸230可进行移动,提高移动时的稳定性;同时将旋转板410设置在旋转台420上,在进行注塑时,可在旋转板410的两面均设置模具,并结合定模板210和动模板320,可同时注射出两个双色制品,以此来提高双色注射的效率;当定模板210、旋转板410和第一射台220结合时,可实现水平单色或水平双色功能;当定模板210、旋转板410、第一射台220和移动射台500相结合时,可实现水平三色功能;将旋转模机构400移至相应位置后,使旋转板410、动模板320和第二射台330结合,也可实现水平单色功能;将移动射台500移动至旋转板410和动模板320之间后,可使旋转板410、动模板320上的转盘310、第二射台330和移动射台500相结合,同样可实现水平双色功能,最终,实现注塑成型机的多射功能及切换注塑模式,以此提高注塑成型机的多功能性,且在切换时,不会影响注塑成型机的稳定性能。
请参阅图2,所述拉杆装置700包括第二液压缸组710和承压组720,在所述定模板210四个角部均设置有承压组720,所述动模板320四个角部均设置有抱牙组730,所述动模板320通过抱牙组730与承压组720连接,且所述承重件430的两侧可搭于顶部两个承压组720上,所述第二液压缸组710设置在定模板210上,且一端与动模板320进行连接。
而为了解决动模机构300能够在机架100上进行移动问题,可在定模板210上设置第二液压缸组710,并使第二液压缸组710的一端与动模板320进行连接,通过第二液压缸组710可实现动模机构300的移动,使其能与旋转模机构400进行配合使用进行注塑功能,另外,当在进行注塑时,动模板320和旋转板410上会安装模具,当模具的体积和重量过大时,可通过承压组720对其重量进行承重,以此来提高注塑成型机的稳定性,并使注塑成型机的设计合理。
请参阅图5,所述顶出机构340包括顶出液压缸341、固定板342和顶出杆343,所述顶出液压缸341一端设置在动模板320内部,另一端与设置在动模板320一侧的固定板342进行连接,所述顶出杆343设置在固定板342上,并贯穿动模板320与转盘310配合。
在本实施例中,当采用动模板320安装母模后,需要对母模内注塑成型的制品进行出模,而注塑成型的制品体积较大,不利于出模,因此需要采用顶出机构340将母模内的制品顶出,将顶出液压缸341设置在动模板320内部,并连接固定板342,通过顶出液压缸341回拉式,使固定板342向动模板320方向移动,并带动顶出杆343将母模内的制品顶出,以此实现自动出料,并提高出料效率。
本实施例中的注塑模式如下:
一、单色注塑;将模具的母模和公模分别设置在定模板210和旋转板410上,并相对设置,并采用第一射台220(双射台)其中一个射台进行注塑,实现水平单色注塑。
二、单色注塑;将旋转模机构400移动至相应位置,后在旋转板410的一面设置公模,在动模板320上设置母模,并相对设置,并通过第二射台330进行注塑,实现水平单色注塑。
三、双色注塑;将模具的母模和公模分别设置在定模板210和旋转板410上,并相对设置,采用第一射台220(双射台)的两个射台同时进行注塑,实现水平双色注塑。
四、双色注塑;将旋转模机构400移动至相应位置,后在旋转板410的一面设置公模,在动模板320上设置母模,并相对设置,同时,将移动射台500移至旋转板410和动模板320之间,并通过转盘310、第二射台330和移动射台500进行注塑,实现水平双色注塑。
五、双色对射注塑;在旋转板410的两面分别设置公模,在定模板210和动模板320上分别设置母模,并与公模相对,并采用第一射台220其中的一个射台和第二射台330,可同时注塑出两个双色制品。
六、三色注塑;将模具的公模设置在旋转板410上,将母模设置在旋转板410上,并将移动射台500设置在定模板210和旋转板410之间,通过第一射台220的两个射台和移动射台500进行注塑,可实现水平三色注塑。
七、四色注塑;将母模设置在旋转板410的一侧,并与定模板210上的公模相配合,通过第一射台220和移动射台500完成三色注塑,后旋转板410进行旋转,与动模板320上的公模配合,并通过第二射台330再次进行注塑,最终实现水平四色注塑。
以上显示和描述了本发明的基本原理和主要特征及本发明的优点。凡本行业的技术人员均可按说明书附图所示和以上所述而顺畅地实施本发明;但是,凡熟悉本专业的技术人员在不脱离本发明技术方案范围内,可利用以上所揭示的技术内容而作出的些许更动、修饰与演变的等同变化,均为本发明的等效实施例;同时,凡依据本发明的实质技术对以上实施例所作的任何等同变化的更动、修饰与演变等,均仍属于本发明的技术方案保护范围之内。
- 一种冷却速度可控的多色热模注塑成型机
- 一种具有冷却功能的多色热模注塑成型机