用于立体天线一体成型的3D打印系统及方法
文献发布时间:2023-06-19 19:33:46
技术领域
本发明涉及3D打印技术领域,特别涉及一种用于立体天线一体成型的3D打印系统及方法。
背景技术
随着科学技术的发展,物联网成为了人们日常生活的必须,与此相对应的,天线产业也得到了快速发展。现有的天线制造工艺通常包括利用FPC形式的天线贴附于基材表面,或者利用LDS工艺镭射成型于基材表面,又或者利用印刷工艺涂覆于基材表面。目前常见的天线形式呈二维结构,虽然这些天线的形式可以依托基材表面的形状而呈现立体结构,从而提升天线性能,但这些工艺形成的天线仅能存在与基材的表面,无法穿透基材,使得天线的设计得到了限制。
为解决该问题,人们发现可以利用镶件注塑工艺,先制造金属天线结构,再利用注塑工艺使得基材裹覆于天线外部,从而实现立体天线与基材的一体化制造。
然而天线的调试过程非常精密和复杂,通常需要经过大量的反复调试才可以实现天线性能的最优化;但由于注塑工艺的特点,在研发和试生产阶段,只能通过开发软模来进行实物的生产;而软模的寿命较短,无法反复修模,使得研发调试的成本较高。另外,注塑所用的模具需要经历设计、加工、修模等工序,耗时久,不利于新产品的快速开发,尤其是反复调试天线性能的过程中会经历模具的不断修改,不仅不利于保证产品品质,还会拉长产品的研发周期。此外,注塑工艺产出的产品的一致性不仅依托于注塑机的稳定性,还依托于模具的保养和维护,而模具在每次保养和维护间均会导致模具的细微差别,从而导致产品批次间的一致性较差。
发明内容
本发明的目的在于提供一种用于立体天线一体成型的3D打印系统及方法,以至少解决现有立体天线一体成型工艺不利于反复调试且产品一致性较差的问题。
为解决上述技术问题,本发明提供一种用于立体天线一体成型的3D打印系统,所述3D打印系统包括打印平台模块、铺粉运动模块、激光打印模块和清洁模块;所述打印平台模块包括六轴可调的放置台和位于所述放置台下部的收粉槽;所述铺粉运动模块用于在所述放置台上进行铺粉;所述激光打印模块包括天线打印机头、天线粉末供料槽、基材打印机头和基材粉末供料槽,所述天线粉末供料槽与所述天线打印机头联动以实现天线结构的3D打印,所述基材粉末供料槽与所述基材打印机头联动,以实现基材结构的3D打印,所述天线打印机头与所述基材打印机头独立依次工作;所述清洁模块用于在所述天线打印机头和所述基材打印机头每次打印完毕后对所述放置台和打印的产品进行清洁。
可选的,在所述的用于立体天线一体成型的3D打印系统中,所述收粉槽包括天线粉末收粉层和基材粉末收粉层,所述天线粉末收粉层在所述铺粉运动模块进行天线粉末的铺粉时、在所述天线打印机头进行天线结构的3D打印时、以及所述清洁模块在所述天线打印机头打印完毕后进行清洁时,位于所述放置台的下部,以将多余的天线粉末进行收纳;所述基材粉末收粉层在所述铺粉运动模块进行基材粉末的铺粉时、在所述基材打印机头进行基材结构的3D打印时、以及所述清洁模块在所述基材打印机头打印完毕后进行清洁时,位于所述放置台的下部,以将多余的基材粉末进行收纳。
可选的,在所述的用于立体天线一体成型的3D打印系统中,当所述天线粉末收粉层位于所述放置台的下部时,所述基材粉末收粉层呈封闭状态;当所述基材粉末收粉层位于所述放置台的下部时,所述天线粉末收粉层呈封闭状态。
可选的,在所述的用于立体天线一体成型的3D打印系统中,所述天线粉末收粉层与所述天线粉末供料槽相连通,以使所述天线粉末收粉层中的天线粉末回收至所述天线粉末供料槽中;所述基材粉末收粉层与所述基材粉末供料槽相连通,以使所述基材粉末收粉层中的基材粉末回收至所述基材粉末供料槽中。
可选的,在所述的用于立体天线一体成型的3D打印系统中,所述清洁模块包括清洁刷和清洁室;所述清洁刷在所述天线打印机头和所述基材打印机头每次打印完毕后,在所述放置台和打印的产品表面进行运动以将所述放置台和打印的产品表面的残余粉末扫入所述收粉槽中,并在清洁后返回至所述清洁室;所述清洁室用于对所述清洁刷进行清洁。
可选的,在所述的用于立体天线一体成型的3D打印系统中,所述清洁室包括位于上部的离子风枪和位于下部的负压吸附风机;所述离子风枪用于将所述清洁刷中残留的粉末吹落,所述负压吸附风机用于将吹落的粉末吸入回收。
可选的,在所述的用于立体天线一体成型的3D打印系统中,所述负压吸附风机通过电控阀门与所述天线粉末供料槽和所述基材粉末供料槽相连通,所述电控阀门用于在同一时刻控制所述负压吸附风机仅与所述天线粉末供料槽或所述基材粉末供料槽之一相连通,以在所述电控阀门的控制下将吹落的天线粉末吸入回收至所述天线粉末供料槽,并将吹落的基材粉末吸入回收至所述基材粉末供料槽。
可选的,在所述的用于立体天线一体成型的3D打印系统中,所述3D打印系统还包括在线监控模块,所述在线监控模块用于对打印的产品进行实时监控,并在所述清洁模块每次清洁后对所述放置台和打印的产品表面的清洁度进行监控。
为解决上述技术问题,本发明还提供一种用于立体天线一体成型的3D打印方法,实施于如上任一项所述的用于立体天线一体成型的3D打印系统,所述3D打印方法包括:
初始化;
输入立体天线结构,所述立体天线结构包括天线结构和基材结构;
将所述立体天线结构自下而上分割为等厚的n层,记为r
从r
重复打印过程,直至n层结构全部打印完成。
可选的,在所述的用于立体天线一体成型的3D打印方法中,模式一的打印方法包括:
调用天线粉末供料槽和铺粉运动模块在放置台铺设天线粉末,并利用天线打印机头对天线结构进行3D打印;
该层天线结构3D打印完成后,利用清洁模块对放置台和打印的产品进行清洁;
检测打印的产品质量是否符合标准,并检测所述放置台和打印的产品表面的清洁度是否符合标准,若不符合标准则报警;
调用基材粉末供料槽和铺粉运动模块在放置台铺设基材粉末,并利用基材打印机头对基材结构进行3D打印;
该层基材结构3D打印完成后,利用清洁模块对放置台和打印的产品进行清洁;
检测打印的产品质量是否符合标准,并检测所述放置台和打印的产品表面的清洁度是否符合标准,若不符合标准则报警;
模式二的打印方法包括:
调用基材粉末供料槽和铺粉运动模块在放置台铺设基材粉末,并利用基材打印机头对基材结构进行3D打印;
该层基材结构3D打印完成后,利用清洁模块对放置台和打印的产品进行清洁;
检测打印的产品质量是否符合标准,并检测所述放置台和打印的产品表面的清洁度是否符合标准,若不符合标准则报警。
本发明提供的用于立体天线一体成型的3D打印系统及方法,包括打印平台模块、铺粉运动模块、激光打印模块和清洁模块;所述打印平台模块包括六轴可调的放置台和位于所述放置台下部的收粉槽;所述铺粉运动模块用于在所述放置台上进行铺粉;所述激光打印模块包括天线打印机头、天线粉末供料槽、基材打印机头和基材粉末供料槽,所述天线粉末供料槽与所述天线打印机头联动以实现天线结构的3D打印,所述基材粉末供料槽与所述基材打印机头联动,以实现基材结构的3D打印,所述天线打印机头与所述基材打印机头独立依次工作;所述清洁模块用于在所述天线打印机头和所述基材打印机头每次打印完毕后对所述放置台和打印的产品进行清洁。通过设置天线打印机头和基材打印机头独立依次工作,使得在3D打印过程中可以同时形成天线结构和基材结构,进而实现了立体天线的一体成型制造;通过清洁模块在每次打印后进行清洁,保证每次打印时不会有杂质粉末残留,保证了3D打印的精度和效果。在研发调试阶段,可以便捷地通过调整输入的立体天线结构而实现3D打印的立体天线的结构改变,能够高效地完成调试任务;同时3D打印具有较高的精度,保证产品一致性。解决了现有立体天线一体成型工艺不利于反复调试且产品一致性较差的问题。
附图说明
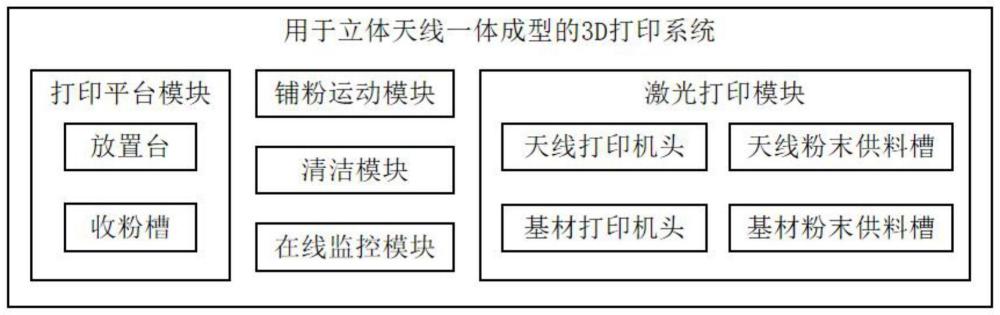
图1为本实施例提供的用于立体天线一体成型的3D打印系统的结构示意图;
图2为本实施例提供的用于立体天线一体成型的3D打印方法流程图。
具体实施方式
以下结合附图和具体实施例对本发明提出的用于立体天线一体成型的3D打印系统及方法作进一步详细说明。需说明的是,附图均采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施例的目的。此外,附图所展示的结构往往是实际结构的一部分。特别的,各附图需要展示的侧重点不同,有时会采用不同的比例。
需要说明的是,本发明的说明书和权利要求书及附图说明中的术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
本实施例提供一种用于立体天线一体成型的3D打印系统,如图1所示,所述3D打印系统包括打印平台模块、铺粉运动模块、激光打印模块和清洁模块。
具体的,所述打印平台模块包括六轴可调的放置台和位于所述放置台下部的收粉槽;所述铺粉运动模块用于在所述放置台上进行铺粉;所述激光打印模块包括天线打印机头、天线粉末供料槽、基材打印机头和基材粉末供料槽,所述天线粉末供料槽与所述天线打印机头联动以实现天线结构的3D打印,所述基材粉末供料槽与所述基材打印机头联动,以实现基材结构的3D打印,所述天线打印机头与所述基材打印机头独立依次工作;所述清洁模块用于在所述天线打印机头和所述基材打印机头每次打印完毕后对所述放置台和打印的产品进行清洁。
本实施例提供的用于立体天线一体成型的3D打印系统,通过设置天线打印机头和基材打印机头独立依次工作,使得在3D打印过程中可以同时形成天线结构和基材结构,进而实现了立体天线的一体成型制造;通过清洁模块在每次打印后进行清洁,保证每次打印时不会有杂质粉末残留,保证了3D打印的精度和效果。在研发调试阶段,可以便捷地通过调整输入的立体天线结构而实现3D打印的立体天线的结构改变,能够高效地完成调试任务;同时3D打印具有较高的精度,保证产品一致性。解决了现有立体天线一体成型工艺不利于反复调试且产品一致性较差的问题。
需要说明的是,本发明没有给出3D打印系统的具体结构,但本领域技术人员所应当能够理解的是,为实现3D打印的功能,各模块之间的位置及相对移动的控制方式是可以依据其功能限定而确定的,如激光打印模块中的天线打印机头和基材打印机头应当至少可以在X/Y平面内移动,以实现铺粉层的3D打印;以及,天线打印机头和基材打印机头的选型也应当为本领域技术人员所熟知的,将天线打印机头选择为适合金属材质打印的机头,以及基材打印机头为适合塑胶材质打印的机头,且在本实施例中,天线打印机头和基材打印机头需能够进行粉末烧结打印,如SLM打印。
进一步的,在本实施例中,所述收粉槽包括天线粉末收粉层和基材粉末收粉层,所述天线粉末收粉层在所述铺粉运动模块进行天线粉末的铺粉时、在所述天线打印机头进行天线结构的3D打印时、以及所述清洁模块在所述天线打印机头打印完毕后进行清洁时,位于所述放置台的下部,以将多余的天线粉末进行收纳;所述基材粉末收粉层在所述铺粉运动模块进行基材粉末的铺粉时、在所述基材打印机头进行基材结构的3D打印时、以及所述清洁模块在所述基材打印机头打印完毕后进行清洁时,位于所述放置台的下部,以将多余的基材粉末进行收纳。
具体的,天线粉末收粉层和基材粉末收粉层可以为水平放置的两个收纳槽,通过滑轨的水平移动实现其是否位于放置台下部;或者,可以为链式滑轨,通过层级的设置方式实现上下层的交替,以实现其上部为放置台。
需要说明的是,天线粉末收粉层和基材粉末收粉层的具体结构及实现方式可以是多样的,以上两种方式仅以举例的方式说明其可实现性,其并不能限定本发明的保护范围。在不违背本发明主旨前提下的其他天线粉末收粉层和基材粉末收粉层的结构设计也应当属于本发明的保护范围。
较佳的,在本实施例中,当所述天线粉末收粉层位于所述放置台的下部时,所述基材粉末收粉层呈封闭状态;当所述基材粉末收粉层位于所述放置台的下部时,所述天线粉末收粉层呈封闭状态。如此,可以使得天线粉末收粉层和基材粉末收粉层在进行粉末收纳时,其粉末不会进入其他收粉层内,从而保证收纳的粉末的纯净度,进而能够将收粉槽收纳的粉末进行回收利用,提高了材料的使用率。
具体的,所述天线粉末收粉层与所述天线粉末供料槽相连通,以使所述天线粉末收粉层中的天线粉末回收至所述天线粉末供料槽中;所述基材粉末收粉层与所述基材粉末供料槽相连通,以使所述基材粉末收粉层中的基材粉末回收至所述基材粉末供料槽中。
在本实施例中,所述清洁模块包括清洁刷和清洁室;所述清洁刷在所述天线打印机头和所述基材打印机头每次打印完毕后,在所述放置台和打印的产品表面进行运动以将所述放置台和打印的产品表面的残余粉末扫入所述收粉槽中,并在清洁后返回至所述清洁室;所述清洁室用于对所述清洁刷进行清洁。
具体的,清洁刷的刷毛为超细纤维毛,以将产品表面的残留粉末清扫干净。较佳的,在清扫过程中,放置台可以轻微倾斜,以将清洁刷无法刷出的粉末倾倒至收粉槽中。
进一步的,在本实施例中,所述清洁室包括位于上部的离子风枪和位于下部的负压吸附风机;所述离子风枪用于将所述清洁刷中残留的粉末吹落,所述负压吸附风机用于将吹落的粉末吸入回收。具体的,清洁室为一密封空间,可以位于整个3D打印系统的侧壁,清洁刷能够伸入清洁室内从而实现对清洁刷的清洁。将离子风枪设置于上部,负压吸附风机设置于下部,能够利用粉末的重力作用将全部的粉末吸入负压吸附风机中,从而保证在下一次清洁作业前清洁刷是干净的。
较佳的,清洁室设置有感应装置,当感应到清洁刷进入后开启清洁功能,不仅能够节约能源,还能够防止因提前开启而导致的粉末逃逸,保证清洁效果。
更进一步的,在本实施例中,所述负压吸附风机通过电控阀门与所述天线粉末供料槽和所述基材粉末供料槽相连通,所述电控阀门用于在同一时刻控制所述负压吸附风机仅与所述天线粉末供料槽或所述基材粉末供料槽之一相连通,以在所述电控阀门的控制下将吹落的天线粉末吸入回收至所述天线粉末供料槽,并将吹落的基材粉末吸入回收至所述基材粉末供料槽。
由于每次清洁刷上仅残存一种粉末,因此,可以将每次清洁所吸附的粉尘按照类别进行回收,从而提高其材料利用率。具体的,可以通过中控装置,在天线打印机头打印完毕后的清扫过程中,将天线粉末收集导入至天线粉末供料槽;在基材打印机头打印完毕后的清扫过程中,将基材粉末收集导入基材粉末供料槽。
此外,在本实施例中,3D打印系统还可以具有其他装置和模块,如气体发生模块,用于提供保护气体;又如在线监控模块,用于对打印的产品进行实时监控,并在所述清洁模块每次清洁后对所述放置台和打印的产品表面的清洁度进行监控。
需要说明的是,本发明提供的3D打印系统所具有的装置和模块并不局限于上述的内容,本领域技术人员所熟知的,为了实现3D打印系统,还可以增加其他应该具有的装置的模块。在不违背本发明主旨前提下的增加了其他装置和模块的3D打印系统也应当属于本发明的保护范围。
本实施例还提供一种用于立体天线一体成型的3D打印方法,如图2所示,所述3D打印方法包括:
初始化;
输入立体天线结构,所述立体天线结构包括天线结构和基材结构;
将所述立体天线结构自下而上分割为等厚的n层,记为r
从r
重复打印过程,直至n层结构全部打印完成。
具体的,模式一的打印方法包括:
调用天线粉末供料槽和铺粉运动模块在放置台铺设天线粉末,并利用天线打印机头对天线结构进行3D打印;
该层天线结构3D打印完成后,利用清洁模块对放置台和打印的产品进行清洁;
检测打印的产品质量是否符合标准,并检测所述放置台和打印的产品表面的清洁度是否符合标准,若不符合标准则报警;
调用基材粉末供料槽和铺粉运动模块在放置台铺设基材粉末,并利用基材打印机头对基材结构进行3D打印;
该层基材结构3D打印完成后,利用清洁模块对放置台和打印的产品进行清洁;
检测打印的产品质量是否符合标准,并检测所述放置台和打印的产品表面的清洁度是否符合标准,若不符合标准则报警。
以及,模式二的打印方法包括:
调用基材粉末供料槽和铺粉运动模块在放置台铺设基材粉末,并利用基材打印机头对基材结构进行3D打印;
该层基材结构3D打印完成后,利用清洁模块对放置台和打印的产品进行清洁;
检测打印的产品质量是否符合标准,并检测所述放置台和打印的产品表面的清洁度是否符合标准,若不符合标准则报警。
在本实施例中,考虑到金属粉末的熔点高于基材材质的熔点,因此,先打印金属材质的天线结构,以保证3D打印过程的稳定性和制造精度,防止在金属打印过程中塑胶层发生熔解、烧焦、变形等不良。
报警的方式可以为蜂鸣或亮灯,还可以伴随有停机动作,以保证3D打印的效果。
以下,以一具体3D打印过程为例,说明本发明提供的用于立体天线一体成型的3D打印系统及方法。
在本实施例中,选择的天线粉末为铜粉,基材粉末为PEEK粉。
首先,对3D打印系统进行初始化,并在对应机头的供料槽内倒入对应的粉末(天线打印机头对应的天线粉末供料槽内倒入铜粉,基材打印机头对应的基材粉末供料槽内倒入PEEK粉)。
然后,输入立体天线结构,所述立体天线结构包括天线结构和基材结构。
接着,3D打印系统自动根据输入的立体天线结构将其分割为n层,每层的厚度为2μm。
之后,从最下面一层开始,确认图层中是否有天线结构,若有,则对天线结构进行打印,具体包括:首先天线粉末收粉层被调至放置台下方,然后天线粉末供料槽在放置台上倒入预设量的铜粉,在本实施例中,预设量的铜粉需使得铺粉模块在完成铺粉后形成的铺粉层厚度为2μm;接着天线打印机头按照图层进行天线结构的3D打印;打印完成后,清洁刷对放置台和产品表面进行清洁,具体可以为X方向一来回和Y方向一来回,且在X方向来回过程中伴随Y方向的振动往复,以及在Y方向来回过程中伴随X方向的振动往复,以将残留的粉末清扫干净;清扫完成后,清洁刷进入清洁室内进行清洁;最后,将天线粉末收粉层收纳的铜粉以及负压吸附风机回收的铜粉回收至天线粉末供料槽中。
天线结构打印完成后,确认是否有基材结构。通常来讲,每层中均会有基材结构,因此,对基材结构进行3D打印作业。其流程与天线结构的打印过程类似,包括:首先基材粉末收粉层被调至放置台下方,然后基材粉末供料槽在放置台上倒入预设量的PEEK粉,在本实施例中,预设量的PEEK粉需使得铺粉模块在完成铺粉后形成的铺粉层厚度为2μm;接着基材打印机头按照图层进行基材结构的3D打印;打印完成后,清洁刷对放置台和产品表面进行清洁,具体可以为X方向一来回和Y方向一来回,且在X方向来回过程中伴随Y方向的振动往复,以及在Y方向来回过程中伴随X方向的振动往复,以将残留的粉末清扫干净;清扫完成后,清洁刷进入清洁室内进行清洁;最后,将基材粉末收粉层收纳的PEEK粉以及负压吸附风机回收的PEEK粉回收至基材粉末供料槽中。
若该层没有天线结构,则直接进行基材层的打印,其方式与上述方式一致,此处不再赘述。
当前层打印完成后,系统自动对打印后的产品进行检测,检测结果OK后,自动切换至上一层的图层,并按照上述方式进行打印,直至完成所有层的打印,从而完成立体天线的3D打印过程;若检测结果NG,则报警停机,待工程人员确认。具体的,检测的项目包括尺寸、外观等。
以此方式制造的立体天线,不仅能够高效快速的实现图纸到产品的制作,还能够便捷地对产品进行调整优化;此外,该方式能够实现天线结构与基材结构的一体成型,使两种材质紧密结合;以及,层级式的制造方式能够将立体天线结构平面化,适应于各类立体天线结构的制造,尤其是复杂结构的立体天线的一体成型制造。
综上所述,本实施例提供的用于立体天线一体成型的3D打印系统及方法,包括打印平台模块、铺粉运动模块、激光打印模块和清洁模块;所述打印平台模块包括六轴可调的放置台和位于所述放置台下部的收粉槽;所述铺粉运动模块用于在所述放置台上进行铺粉;所述激光打印模块包括天线打印机头、天线粉末供料槽、基材打印机头和基材粉末供料槽,所述天线粉末供料槽与所述天线打印机头联动以实现天线结构的3D打印,所述基材粉末供料槽与所述基材打印机头联动,以实现基材结构的3D打印,所述天线打印机头与所述基材打印机头独立依次工作;所述清洁模块用于在所述天线打印机头和所述基材打印机头每次打印完毕后对所述放置台和打印的产品进行清洁。通过设置天线打印机头和基材打印机头独立依次工作,使得在3D打印过程中可以同时形成天线结构和基材结构,进而实现了立体天线的一体成型制造;通过清洁模块在每次打印后进行清洁,保证每次打印时不会有杂质粉末残留,保证了3D打印的精度和效果。在研发调试阶段,可以便捷地通过调整输入的立体天线结构而实现3D打印的立体天线的结构改变,能够高效地完成调试任务;同时3D打印具有较高的精度,保证产品一致性。解决了现有立体天线一体成型工艺不利于反复调试且产品一致性较差的问题。
上述描述仅是对本发明较佳实施例的描述,并非对本发明范围的任何限定,本发明领域的普通技术人员根据上述揭示内容做的任何变更、修饰,均属于权利要求书的保护范围。
- 一种3D打印编织一体化成型建筑的建造方法
- 一种3D打印编织一体化成型的复合梁的建造方法及复合梁
- 一种3D打印编织一体化成型的复合柱的建造方法及复合柱
- 天线反射面成型装配加工一体工装及制备方法
- 用于制造多个导电轨复合体的方法、注塑系统和分离系统和用于制造立体导电轨结构的方法
- 一种用于3D打印立体光刻快速成型的混杂光固化树脂及其制备方法
- 一种用于激光立体光固化3D打印成型件的清洗装置及其工作方法