新型高电压锂离子电池及其制备方法
文献发布时间:2023-06-19 09:54:18
技术领域
本发明涉及锂电池技术领域,具体为一种新型高电压锂离子电池及其制备方法。
背景技术
锂离子电池作为一种新型化学电源,具有能量密度高、循环寿命长、环境友好等特点,已经广泛应用于移动电话、笔记本电脑等便携式移动设备,以及电动自行车、电动摩托车、电动汽车和储能等领域。
目前锂离子电池化成激活工艺都采用单点化成,每一只电池对应一个充电电源。每个电源的精度和多个电源特性的一致性差异比较大,基于这种模式的充电化成直接关系到每只电池的差异性,并且差异性大。这种化成方式增加了电池组装PACK的难度,每只电芯内在潜藏的风险检测不出,造成终端客户应用的各种安全风险,同时电池组装PACK成本高居不下。
发明内容
本发明提出一种新型高电压锂离子电池及制备方法,解决了电芯的差异性,降低锂离子电池组装PACK成本,可以根据终端市场的要求进行定制化电池生产,简化了锂离子电池生产工艺流程,保证了电池的一致性,减低锂离子电池生产制造成本。
本发明通过在电芯生产中实现电池组装过程,由单体电压3.2V提高到3.2NV(3.6V-3.6NV,2.4V-2.4NV),延伸了锂离子生产工艺流程。
为实现上述目的,本发明提供如下技术方案:
一种新型高电压锂离子电池的制备方法,包括如下步骤:
(1)依次经匀浆、涂布、烘干、辊压、分条、组装制备单个独立电芯;
(2)将完成的单个独立电芯按正极—负极串联顺序依次放入电池外壳的栅格中;
(3)电池外壳中正负极连接处的栅格,栅格底部可以连通,底部密封后再注液,连接处可以共用电解液;
(4)将正极耳、负极耳正负串联焊接,组成高电压串联回路;
(5)将焊接好的高电压电池转移到注液工位进行注电解液;
(6)充入高压氮气,静置5分钟;
(7)注液后真空静置2~24小时;
(8)抽真空,抽出多余电解液;
(9)连接电池上盖正极柱和负极柱,电池上盖装配密封;
(10)通过电池上盖安全阀再次抽真空,同时在真空环境下密封,静置2~24小时;
(11)高电压电池化成分容,入库。
其中,在本发明一较佳实施例中,步骤(2)中,单个独立电芯数量N≧2,并且电芯是未独立封装的状态。
作为优选,步骤(3)中,正负极相连的栅格中,连接处电芯共用电解液。
作为优选,步骤(6)中,将注液后的高电压锂离子电池放置在高压容器中,压力≧12公斤,保压时间≧5分钟。
在本发明一较佳实施例中,步骤(11)中,高电压化成分容采用专利号:ZL201610909333.5公开的一种锂离子电池串联闭口化成设备。
本发明还提供一种新型高电压锂离子电池,采用上述制备方法制作而成。
与现有技术相比,本发明的有益效果是:该新型高电压锂离子电池及其制备方法采用多个独立电芯同时在一个作业工序和环境条件下完成高电压锂离子电池封装,保证了电池的一致性,简化的单体电芯封装工艺,大大降低了电池组装成本,便于特定行业锂离子电池的标准化。
附图说明
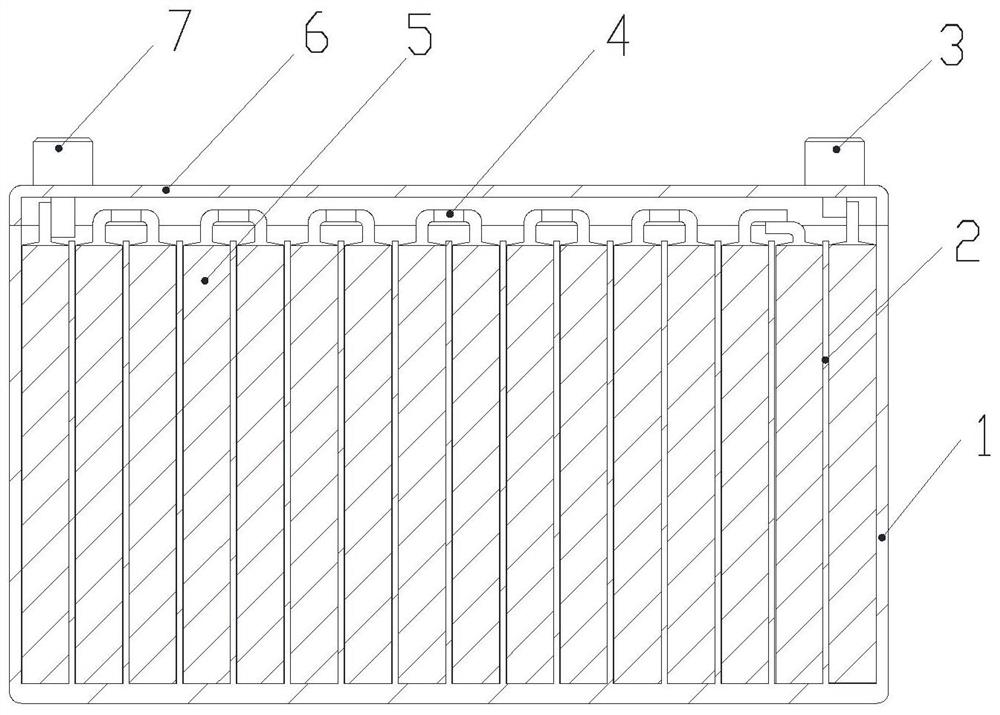
图1为本发明的叠片型高压锂离子电池的结构示意图;
图2为本发明的叠片型高压锂离子电池的内部结构示意图;
图3为本发明的叠片型高压锂离子电池外壳结构示意图;
图4为本发明的圆柱型高电压锂离子电池结构示意图;
图5为本发明的圆柱形高电压电池外壳的结构示意图;
图6为本发明的高分子塑料密封片的结构示意图;
图7为本发明的圆柱形高电压电池内部的排布示意图;
图8为本发明的相邻电芯的排布示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明提供一种新型高电压锂离子电池的其制备方法,具体包括如下步骤:
从单体电芯匀浆——涂布——烘干——辊压——分条——组装,制备成单个独立卷芯;
将完成的单个独立卷芯按正极——负极串联顺序依次放入电池外壳的栅格中;
电池外壳中正负极焊接的栅格可以连通,如图3所示,注液后正放底部不能漏液;
将正极耳、负极耳正负串联焊接,组成高电压串联回路;
焊接完成后底部焊接高分子塑料密封片;
将焊接好的高电压电池转移到注液工位进行注液;
充16公斤以上高压氮气,静置5分钟;
注液后真空静置2~24小时;
抽真空,抽出多余电解液;
连接电池上盖正极柱和负极柱;
电池上盖装配密封;
通过电池上盖安全阀再次抽真空,随之在真空环境下密封;
静置2~24小时;
高电压电池化成分容;
入库。
制得的叠片型高电压锂离子电池如图1-3所示,其中1为电池外壳,2为电池栅格,3为负极柱,4为电池极耳,5为电芯,6为电池上盖板,7为正极柱,其内部结构示意图如图2所示,其外壳如图3所示,外壳中心为电池安全阀8。
本发明的高电压锂离子电池是指12V、24V、36V、48V、60V、72V、96V和大于100V的高电压锂离子电池,以及特殊定制规格的高电压锂离子电池。
采用本发明,还可制得圆柱形高电压锂离子电池,如图4所示,其中,9为圆柱形电芯,10为圆柱形高电压电池外壳,11为高分子塑料密封片,12为镍金属连接片,13为圆柱形高电压电池上端盖。圆柱形高电压电池外壳的结构如图5所示,其中,14为正极柱,15为负极柱,16为电池安全阀。高分子塑料密封片11的结构如图6所示,其具有多个槽口。圆柱形高电压电池内部的排布示意图如图7所示,其中,17为正极,18为负极。相邻电芯19的排布如图8所示。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 新型高电压锂离子电池及其制备方法
- 一种高电压锂离子电池材料、锂离子电池及其制备方法