一种连续喷涂的净浆喷涂设备
文献发布时间:2023-06-19 12:08:44
技术领域
本发明涉及到净浆喷涂设备技术领域,特别涉及一种连续喷涂 的净浆喷涂设备。
背景技术
预应力钢筒混凝土管(PCCP)以其大口径、高工压、深覆土、 长距离的优良特性被广泛应用于重大引水调水水利建设工程和城市 供水管网建设工程,PCCP管芯上缠绕的预应力高强钢丝,其耐久性 直接影响PCCP的结构安全。GB/T19685《预应力钢筒混凝土管》国家标准中要求缠丝时喷涂规定水灰比的水泥净浆,对钢丝表面进行 第一道有效防护。实际工作过程中要求净浆喷涂设备连续喷涂,在 满足水灰比的前提下持续喷涂。
传统的净浆喷涂设备属于单桶结构,在工作过程中如果想保证 水灰比,方法是将制好的浆液喷涂完以后再重新制浆,而在制浆的 过程中不能连续喷涂;或者,不停的往单桶中加水加水泥,而此类 操作无法控制水灰比。
发明内容
有鉴于此,本发明提供了一种连续喷涂的净浆喷涂设备。该设 备既能够满足水灰比的准确控制,又具有连续喷涂的功能。
为了实现上述目的,本发明所采取的技术方案为:
一种连续喷涂的净浆喷涂设备,包括上料结构、制浆结构和喷 浆结构,还包括上位机;所述制浆结构包括制浆桶和储浆桶,所述 制浆桶的底部设有倒浆泵,倒浆泵的进口端连接至制浆桶内,倒浆 泵的出口端通过管道接通至储浆桶的顶部;所述储浆桶的底部和制 浆桶的底部均设有称重传感器;所述制浆桶和储浆桶内均设有搅拌 叶,两者的搅拌叶分别通过制浆电机和储浆电机驱动;
所述上料结构包括水上料结构和水泥上料结构,所述水上料结 构包括上水管,所述上水管上设有电磁阀和流量计;所述水泥上料 结构包括螺旋输送机和上料斗,所述上料斗的出料口位于螺旋输送 机进料口的正上方,所述螺旋输送机通过上料电机驱动;所述电机 输出轴上设有检测电机转数的霍尔传感器;
所述上位机的输出端口分别连接储浆电机、制浆电机、倒浆泵、 电磁阀和上料电机;上位机的输入端口分别连接流量计、称重传感 器和霍尔传感器。
所述上位机还用于执行如下步骤:
步骤一,判断储浆桶和制浆桶内剩余浆液的总量,当浆液剩余 总量的喷涂时间小于制浆时间+倒浆时间+设定的余量时间,进行步 骤二;
步骤二,由再需求浆液的总量和水灰比得到需加入制浆桶内的 水和水泥的量;关闭倒浆泵,打开电磁阀和上料电机,开始上料;
步骤三,水和水泥的量达到需求后,关闭电磁阀和上料电机;
步骤四,打开制浆电机,待制浆完成后,开始倒浆泵,进行倒 浆。
本发明采取上述技术方案所产生的有益效果在于:
本发明通过称量制浆桶和储浆桶的重量,根据储浆桶重量的变 化,得出喷浆的速率;计算出储浆桶内浆液所能用时长;当喷涂时 间小于制浆时间+倒浆时间+原有设备中设定的余量时间,重新开始 制浆;打开电磁阀,根据制浆桶内重量的变化判断出加水总量,之后关闭电磁阀;由水灰比判断所需水泥总量,根据电机的转速和制 浆桶重量的变化判断进水泥的量,再次制浆。最终实现设备的连续 喷涂。其既能够满足水灰比的准确控制,又能够实现连续喷涂的功 能。
附图说明
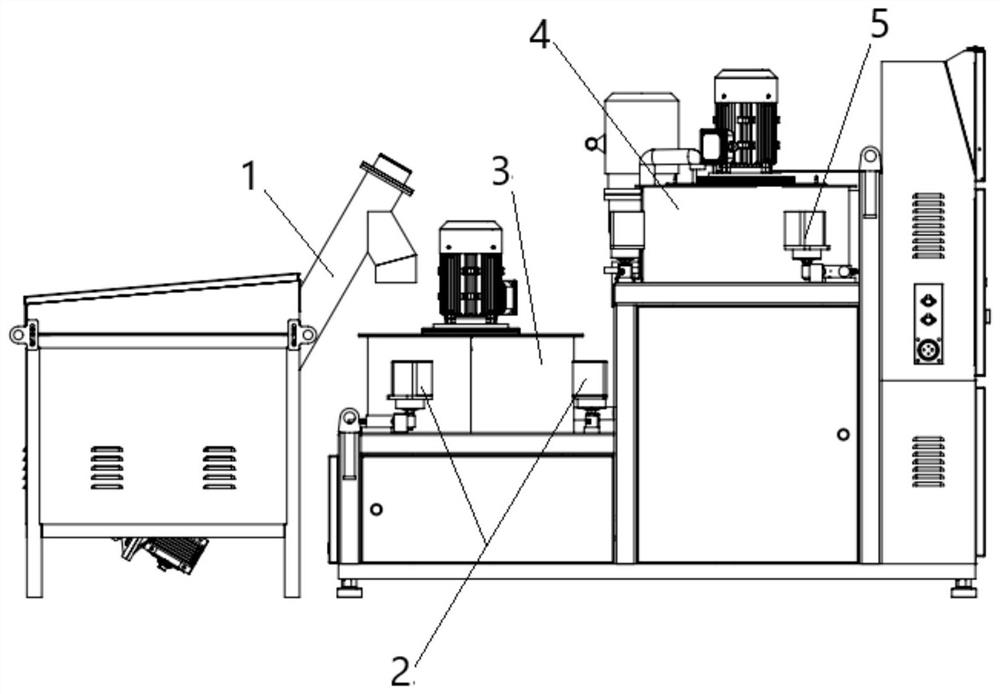
图1是本发明实施例的正面结构示意图。
图2是本发明实施例的背面结构示意图。
图中:1、螺旋输送机,2、第一称重传感器,3、制浆桶,4、 储浆桶,5、第二称重传感器,6、倒浆泵,7、管道。
具体实施方式
下面,结合附图和具体实施方式对本发明做进一步的说明。
一种连续喷涂的净浆喷涂设备,包括上料结构、制浆结构和喷 浆结构,还包括上位机;所述制浆结构包括制浆桶和储浆桶,所述 制浆桶的底部设有倒浆泵6,倒浆泵的进口端连接至制浆桶内,倒浆 泵的出口端通过管道7接通至储浆桶的顶部;所述储浆桶的底部和 制浆桶的底部均设有称重传感器;所述制浆桶和储浆桶内均设有搅 拌叶,两者的搅拌叶分别通过制浆电机和储浆电机驱动;
所述上料结构包括水上料结构和水泥上料结构,所述水上料结 构包括上水管,所述上水管上设有电磁阀和流量计;所述水泥上料 结构包括螺旋输送机1和上料斗,所述上料斗的出料口位于螺旋输 送机进料口的正上方,所述螺旋输送机通过上料电机驱动;所述电 机输出轴上设有检测电机转数的霍尔传感器;
所述上位机的输出端口分别连接储浆电机、制浆电机、倒浆泵、 电磁阀和上料电机;上位机的输入端口分别连接流量计、称重传感 器和霍尔传感器。
所述上位机还用于执行如下步骤:
步骤一,判断储浆桶和制浆桶内剩余浆液的总量,当浆液剩余 总量的喷涂时间小于制浆时间+倒浆时间+设定的余量时间,进行步 骤二;
步骤二,由再需求浆液的总量和水灰比得到需加入制浆桶内的 水和水泥的量;关闭倒浆泵,打开电磁阀和上料电机,开始上料;
步骤三,水和水泥的量达到需求后,关闭电磁阀和上料电机;
步骤四,打开制浆电机,待制浆完成后,开始倒浆泵,进行倒 浆。
下面为一更具体的实施例:
请参照图1和图2,本实施例的水泥上料结构:包括螺旋输送机 和上料斗,螺旋输送机倾斜设置,其出口位于制浆桶的顶部,进口位 于上料斗底部出口的正下方。
制浆桶和储浆桶内均设有搅拌叶,两个搅拌叶分别通过制浆电机 和储浆电机驱动,制浆桶内的搅拌叶用于制浆,储浆桶内的搅拌叶用 于防止内部浆液凝固。
储浆桶和制浆桶均通过其侧壁的支耳固定,并悬空,每个支耳的 固定位置均设有称重传感器,用于称重储浆桶4和制浆桶3。用于称 重制浆桶的为第一称重传感器2,用于称重储浆桶的为第二称重传感 器5。驱动螺旋输送机的上料电机,通过带传动向螺旋输送机传输动 力,上料电机的输出轴上设有霍尔传感器用于检测电机的转数,以判 断上料水泥的量。
水上料结构包括上水管,上水管上设有电磁阀和流量计,电磁阀 控制进入到制浆桶内的水量。
本实施例采用储浆桶和制浆桶双桶设计,从设备开始工作,水上 料结构和水泥上料结构均向制浆桶内上料,制浆桶内开始制浆,制浆 完成之后,通过倒浆泵6将浆液输送至储浆桶内,且浆液在储浆桶内 时刻运动,防止浆液凝固;喷浆结构开始工作,储浆桶内的浆液减少, 并根据储浆桶的重量变化,计算出浆液能用所剩时长。
由上位机根据称重传感器判断,当喷涂时间小于制浆时间+倒浆 时间+原有设备中设定的余量时间;判断所需浆液总量,由水灰比得 出所需水和水泥的量;打开电磁阀,根据流量计得出加水总量,再关 闭电磁阀;与此同时,通过上料电机向制浆桶内输入水泥原料,由电 机的转数确定水泥的运送总量,减少浆液配比消耗的时间,提高工作 效率;完成配比后,再次制浆,并将浆液通过倒浆泵输送至储浆桶内。 最终实现设备的连续喷涂。
以上仅为本发明的具体实施方式,但本发明的保护范围并不局限 于此,熟悉该本领域的技术人员应该明白本发明包括但不限于附图和 上面具体实施方式中描述的内容。任何不偏离本发明的功能和结构原 理的修改都将包括在权利要求书的范围之内。
- 一种连续喷涂的净浆喷涂设备
- 一种全自动水泥净浆喷涂设备的清洗方法