一种钢板折弯回弹控制装置及回弹控制方法
文献发布时间:2023-06-19 19:18:24
技术领域
本发明涉及钢板折弯技术领域,尤其是涉及一种钢板折弯回弹控制装置及回弹控制方法。
背景技术
大型钢管一般采用JCOE工艺进行成型,即钢板按J型-C型-O型的顺序进行成型,在上模和下模压力下,以三点弯曲为基本原理,采用多道次逐渐冲压成型。钢板在冲压折弯过程中,由于钢板的弹性变形,冲压成型后会产生一定的回弹量,并且由于钢板的位置或厚度不同,回弹量也不同。钢板回弹量的大小直接影响着钢板的成型效果。现有的钢板回弹控制是经过多次试压、测量,不断的调整压力大小,从而达到折弯要求。但是这种方式在每次冲压成型时都需要进行调整,严重影响着大型钢板的成型效率。
发明内容
本发明的目的是提供一种钢板折弯回弹控制装置,对钢板折弯后的回弹进行自动的控制调整,有利于提高大型钢板的成型效率。本发明的另一个目的是提供一种钢板折弯回弹控制方法。
为实现上述目的,本发明提供了一种钢板折弯回弹控制装置,包括设置在工作台上的位移传感器和调整机构,位移传感器和调整机构均位于两个下模之间,两个下模之间的中线上至少设置有一个位移传感器,下模之间的中线两侧各至少设置有一个位移传感器,位移传感器位于同一水平面上,位移传感器与控制系统电连;调整机构包括两个调整单元,调整单元位于两个下模之间中线的两侧;调整单元包括沿着工作台长度方向设置的若干个对钢板进行整形的整形块,工作台上设置有带动整形块上下移动的移动结构,移动结构与控制系统电连。
优选的,所述控制系统包括具有回弹量和调整量映射关系的数据库。
优选的,所述移动结构包括电机、丝杆、滑板和调整块,丝杆、滑板和调整块均位于工作台上设置的安装槽内,电机的输出轴上设置有带动滑板在安装槽内滑动的丝杆,丝杆与滑板螺纹连接,滑板与调整块通过连接杆固定连接,相邻的调整块之间通过同步杆固定连接;调整块的上方设置有第一斜面,整形块的下方设置有与第一斜面相适配的第二斜面,整形块沿着第一斜面在安装槽内上下移动。
优选的,所述调整块的两侧设置有滑块,安装槽的侧壁上设置有水平的滑槽,滑块位于滑槽内并与滑槽滑动连接。
优选的,所述整形块的两侧设置有限位柱,安装槽的两侧设置有竖向的限位槽,限位柱位于限位槽内并与限位槽滑动连接。
优选的,所述限位柱上套设有复位弹簧,复位弹簧的底端与限位槽固定连接。
优选的,所述整形块的顶部整形端设置有向下模之间中线倾斜的第三斜面。
一种基于上述钢板折弯回弹控制装置的回弹控制方法,包括以下步骤:
S1、上模对钢板进行冲压成型后,通过位移传感器测量钢板中间及钢板两侧与位移传感器之间的位移距离;
S2、位移传感器将测量的位移距离发送给控制系统,得到相应的回弹量和对应的调整量;
S3、控制系统根据调整量给电机发送指令,电机带动丝杆转动,从而带动滑板在安装槽内滑动,滑板通过连接杆和同步杆带动调整块在安装槽内同步的滑动,整形块在调整块的第一斜面作用下上下移动,整形块上升与钢板接触,对钢板施加向上的压力;
S4、同时,上模下降,上模对钢板施加向下的压力,钢板在上模和整形块的共同作用下进行钢板回弹调整;
S5、回弹调整结束后,电机复位,调整块回移,整形块在复位弹簧的作用下随着调整块的第一斜面下移,调整块和整形块均复位;等待下一次的回弹调整。
本发明所述的钢板折弯回弹控制装置及回弹控制方法的优点和积极效果是:
1、在工作台上设置调整机构,将调整机构与成型设备集成在一起,在钢板成型的同时,对钢板进行回弹调整,便于钢板回弹调整操作,有利于提高成型效率。
2、在工作台上设置位移传感器,通过位移传感器测量的距离可以得出钢板的回弹量,根据控制系统中回弹量与调整量之间的对应关系,对钢板进行自动的实时的调整,有利于提高成型效率。
下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
附图说明
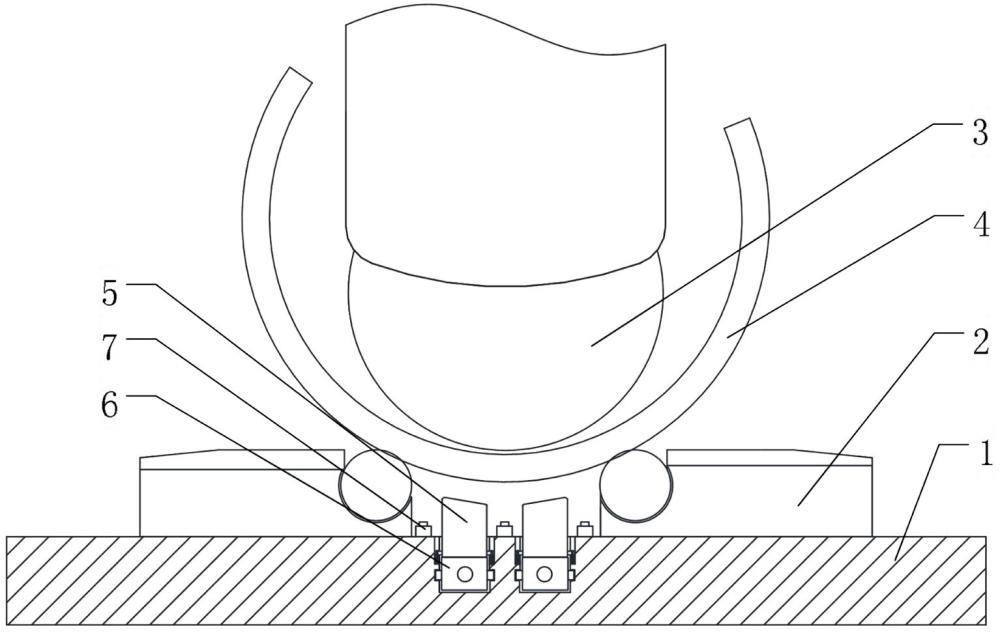
图1为本发明一种钢板折弯回弹控制装置及回弹控制方法实施例的结构示意图;
图2为本发明一种钢板折弯回弹控制装置及回弹控制方法实施例的调整机构侧视结构示意图;
图3为本发明一种钢板折弯回弹控制装置及回弹控制方法实施例的调整机构正视结构示意图。
附图标记
1、工作台;2、下模;3、上模;4、钢板;5、整形块;6、调整块;7、位移传感器;8、安装槽;9、滑槽;10、滑块;11、限位槽;12、限位柱;13、复位弹簧;14、电机;15、丝杆;16、滑板;17、连接杆;18、同步杆。
具体实施方式
以下通过附图和实施例对本发明的技术方案作进一步说明。
除非另外定义,本发明使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。本发明中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
实施例
图1为本发明一种钢板折弯回弹控制装置及回弹控制方法实施例的结构示意图,图2为本发明一种钢板折弯回弹控制装置及回弹控制方法实施例的调整机构侧视结构示意图,图3为本发明一种钢板折弯回弹控制装置及回弹控制方法实施例的调整机构正视结构示意图。如图所示,一种钢板折弯回弹控制装置,包括设置在工作台1上的位移传感器7和调整机构,位移传感器7和调整机构均位于两个下模2之间,位移传感器7选用现有的激光位移传感器7,用于测量钢板4底部与位移传感器7之间的竖直距离。调整机构用于对钢板4回弹进行调整。
两个下模2之间的中线上至少设置有一个位移传感器7,由于钢板4在上模3和下模2的共同作用下折弯成型,上模3位于两个下模2的中间,两个下模2之间的中线为钢板4的最低点,采用一个位移传感器7测量钢板4最低点与位移传感器7之间的距离。下模2之间的中线两侧各至少设置有一个位移传感器7。位移传感器7位于同一水平面上,保证位移传感器7的发射点在同一水平面上。位移传感器7与控制系统电连,位移传感器7将测量的位移发送给控制系统。
控制系统包括具有回弹量和调整量映射关系的数据库。工作台1上位移传感器7之间的水平距离已知,通过两个下模2中线上位移传感器7测量的距离与其两侧位移传感器7测量的距离之差,可以容易的计算出钢板4两侧的折弯角度等参数,得到钢板4两侧的回弹量,回弹量的计算可以采用现有的公式计算得到。控制系统内回弹量与调整量映射关系的数据库,可以通过多次试验之后建立的回弹量与调整量之间的最优对应关系,也可以是其他的现有的力学计算、建模分析等手段得到的对应关系,控制系统根据位移传感器7的测量数据,计算得出回弹量,并找到相应的调整量;然后驱动调整机构对钢板4进行回弹调整。调整量为整形块5上升移动的距离。
调整机构包括两个调整单元,调整单元位于两个下模2之间中线的两侧。两个调整单元分别独立的对钢板4的两侧进行回弹调整。调整单元包括沿着工作台1长度方向设置的若干个对钢板4进行整形的整形块5,工作台1上设置有带动整形块5上下移动的移动结构。
移动结构包括电机14、丝杆15、滑板16和调整块6,丝杆15、滑板16和调整块6均位于工作台1上设置的安装槽8内。电机14与控制系统电连。电机14的输出轴上设置有带动滑板16在安装槽8内滑动的丝杆15,丝杆15与滑板16螺纹连接。滑板16的长度略小于安装槽8的宽度,避免滑板16在安装槽8内发生转动。滑板16与调整块6通过连接杆17固定连接,滑板16带动调整块6在安装槽8内滑动。相邻的调整块6之间通过同步杆18固定连接,实现调整块6在安装槽8内的同步移动。调整块6的上方设置有第一斜面,整形块5的下方设置有与第一斜面相适配的第二斜面,整形块5沿着第一斜面在安装槽8内上下移动。
调整块6的两侧设置有滑块10,安装槽8的侧壁上设置有水平的滑槽9,滑块10位于滑槽9内并与滑槽9滑动连接。滑块10和滑槽9对调整块6的滑块10具有导向的作用。整形块5的两侧设置有限位柱12,安装槽8的两侧设置有竖向的限位槽11,限位柱12位于限位槽11内并与限位槽11滑动连接。限位柱12和限位槽11对整形块5具有限位的作用,使得整形块5只能沿着安装槽8上下移动。限位柱12上套设有复位弹簧13,复位弹簧13的底端与限位槽11固定连接。复位弹簧13使得整形块5始终与调整块6紧密的接触,并带动整形块5复位。
整形块5的顶部整形端设置有向下模2之间中线倾斜的第三斜面,便于通过整形块5对钢板4进行回弹调整。
一种基于上述钢板4折弯回弹控制装置的回弹控制方法,包括以下步骤:
S1、上模3和下模2对钢板4进行冲压成型后,通过位移传感器7测量钢板4中间及钢板4两侧与位移传感器7之间的位移距离;
S2、位移传感器7将测量的位移距离发送给控制系统,得到相应的回弹量和对应的调整量;
S3、控制系统根据调整量给电机14发送指令,电机14带动丝杆15转动,从而带动滑板16在安装槽8内滑动,滑板16通过连接杆17和同步杆18带动调整块6在安装槽8内同步的滑动,整形块5在调整块6的第一斜面作用下上下移动,整形块5上升与钢板4接触,对钢板4施加向上的压力;
S4、同时,上模3下降,上模3对钢板4施加向下的压力,上模3施加的压力仅是为了避免钢板4在整形块5的作用下离开下模2,钢板4在上模3和整形块5的共同作用下进行钢板4回弹调整;
S5、回弹调整结束后,电机14复位,调整块6回移,整形块5在复位弹簧13的作用下随着调整块6的第一斜面下移,调整块6和整形块5均复位;等待下一次的回弹调整。
因此,本发明采用上述钢板折弯回弹控制装置或回弹控制方法,对钢板折弯后的回弹进行自动的控制调整,有利于提高大型钢板的成型效率。
最后应说明的是:以上实施例仅用以说明本发明的技术方案而非对其进行限制,尽管参照较佳实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对本发明的技术方案进行修改或者等同替换,而这些修改或者等同替换亦不能使修改后的技术方案脱离本发明技术方案的精神和范围。
- 一种控制回弹的高性能折弯装置及其应用方法
- 一种能够控制高强度钢回弹的折弯模具及其使用方法