一种薄板钢带激光焊接方法
文献发布时间:2023-06-19 18:25:54
技术领域
本发明涉及激光技术及应用领域,尤其是一种薄板钢带激光焊接方法。
背景技术
目前厂商生产光纤不锈钢钢带采用激光焊接的方式焊接钢带,为了保障钢带的强度要求,采用斜切钢带的形式,但焊接过程中斜切尖角部分如图1容易产生收缩形成凹口如图2所示,再卷钢带焊接产生孔洞,目前采用剪裁缺口来解决此问题,但同时也造成钢带的损耗。
因此,对于上述问题有必要提出一种薄板钢带激光焊接方法。
发明内容
针对上述现有技术中存在的不足,本发明的目的在于提供一种薄板钢带激光焊接方法,以解决上述问题。
一种薄板钢带激光焊接方法,其方法步骤为:
S1、钢带a两侧各放置一片等厚钢带b和钢带c,两侧钢带b和钢带c均与中间钢带a压实,钢带a的两侧分别与钢带b和钢带c激光焊接连接一起形成钢带m;
S2、重复S1步骤,钢带A两侧各放置一片等厚钢带B和钢带C,两侧钢带B和钢带C均与中间钢带A压实,钢带A的两侧分别与钢带B和钢带C激光焊接连接一起拼成钢带M;
S3、压实钢带m和钢带M,保持钢带m和钢带M水平,45°角度激光切割焊接好的钢带m和钢带M,让其斜口正好拼成一条直线型钢带;
S4、压实钢带m和钢带M,钢带m与钢带M激光焊接连接在一起拼成钢带P;
S5、压平钢带P把钢带P上剩余的钢带b、钢带B、钢带c和钢带C采用激光切割的方式高精准的切割掉,完成接带工作,其激光切割保持切割边线误差不高于钢带a厚的1/5的误差精度。
优选地,所述钢带a与钢带b以及钢带a与钢带c之间缝隙均小于钢带a厚度的1/5。
优选地,所述钢带A与钢带B以及钢带A与钢带C之间缝隙均小于钢带A厚度的1/5。
优选地,所述钢带m和钢带M之间缝隙小于钢带a厚度的1/5。
优选地,所述钢带a、钢带b、钢带c、钢带A、钢带B和钢带C的厚度均相同。
优选地,所述钢带a和钢带A的宽度均为10mm。
优选地,所述钢带b、钢带c、钢带B和钢带C的长度均为30mm,宽度均为10mm。
与现有技术相比,本发明有益效果:通过钢带两侧焊接等厚的钢带,再斜切整体钢带,连接另一头钢带同样采取此方法焊接、斜切;再通过激光焊接方式连接钢带,最后通过激光切割方式切除多余部分;可以在光纤不锈钢单元管的制作过程中,实现免切边、免漏焊、免补焊,从而带来生产效率的提高和材料浪费的降低。
附图说明
图1和图2是现有技术钢带焊接示意图;
图3是本发明的步骤S1拼装成钢带m结构图;
图4是本发明的步骤S2拼装成钢带n结构图;
图5是图3斜切45角度后结构示意图;
图6是图4斜切45角度后结构示意图;
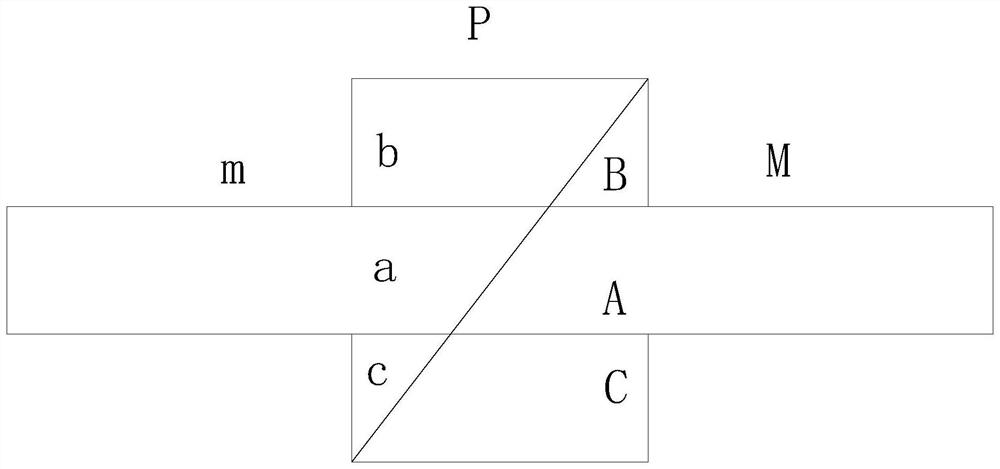
图7是本发明钢带m与钢带n拼装成钢带p示意图;
图8是本发明完成焊接后钢带p示意图。
具体实施方式
需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中 的特征可以相互组合。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横 向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水 平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附 图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不 是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和 操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二” 等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示 或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有 说明,“多个”的含义是两个或两个以上。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定, 术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接, 也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接; 可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连 通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本 发明中的具体含义。
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
如图1并结合图2至图8所示,一种薄板钢带激光焊接方法,其方法步骤为:
S1、钢带a两侧各放置一片等厚钢带b和钢带c,两侧钢带b和钢带c均与中间钢带a压实,钢带a的两侧分别与钢带b和钢带c激光焊接连接一起形成钢带m;
S2、重复S1步骤,钢带A两侧各放置一片等厚钢带B和钢带C,两侧钢带B和钢带C均与中间钢带A压实,钢带A的两侧分别与钢带B和钢带C激光焊接连接一起拼成钢带M;
S3、压实钢带m和钢带M,保持钢带m和钢带M水平,45°角度激光切割焊接好的钢带m和钢带M,让其斜口正好拼成一条直线型钢带;
S4、压实钢带m和钢带M,钢带m与钢带M激光焊接连接在一起拼成钢带P;
S5、压平钢带P把钢带P上剩余的钢带b、钢带B、钢带c和钢带C采用激光切割的方式高精准的切割掉,完成接带工作,其激光切割保持切割边线误差不高于钢带a厚的1/5的误差精度。
进一步的,所述钢带a与钢带b以及钢带a与钢带c之间缝隙均小于钢带a厚度的1/5。
进一步的,所述钢带A与钢带B以及钢带A与钢带C之间缝隙均小于钢带A厚度的1/5。
进一步的,所述钢带m和钢带M之间缝隙小于钢带a厚度的1/5。
进一步的,所述钢带a、钢带b、钢带c、钢带A、钢带B和钢带C的厚度均相同。
进一步的,所述钢带a和钢带A的宽度均为10mm。
进一步的,所述钢带b、钢带c、钢带B和钢带C的长度均为30mm,宽度均为10mm。
与现有技术相比,本发明有益效果:通过钢带两侧焊接等厚的钢带,再斜切整体钢带,连接另一头钢带同样采取此方法焊接、斜切;再通过激光焊接方式连接钢带,最后通过激光切割方式切除多余部分;可以在光纤不锈钢单元管的制作过程中,实现免切边、免漏焊、免补焊,从而带来生产效率的提高和材料浪费的降低。
工作原理:钢带a两侧各放置一片等厚钢带b和钢带c,两侧钢带b和钢带c均与中间钢带a压实,钢带a的两侧分别与钢带b和钢带c激光焊接连接一起形成钢带m;钢带A两侧各放置一片等厚钢带B和钢带C,两侧钢带B和钢带C均与中间钢带A压实,钢带A的两侧分别与钢带B和钢带C激光焊接连接一起拼成钢带M;压实钢带m和钢带M,保持钢带m和钢带M水平,45°角度激光切割焊接好的钢带m和钢带M,让其斜口正好拼成一条直线型钢带;压实钢带m和钢带M,钢带m与钢带M激光焊接连接在一起拼成钢带P;压平钢带P把钢带P上剩余的钢带b、钢带B、钢带c和钢带C采用激光切割的方式高精准的切割掉,完成接带工作。
以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域, 均同理包括在本发明的专利保护范围内。