罐单元的制造方法
文献发布时间:2023-06-19 19:14:59
技术领域
本说明书所公开的技术涉及连结了多个高压罐的罐单元的制造方法。
背景技术
在日本特开2019-033657中公开了一种连结了多个高压罐而成的罐单元。日本特开2019-033657的罐单元是充填氢气的罐单元,被搭载于燃料电池车。多个高压罐通过连结部件而连结。连结部件兼作将多个高压罐的气体引导至外部的配管。多个高压罐被收纳于外壳。
在日本特开2021-124171中也公开了一种罐单元。高压罐为细长的圆筒形,多个高压罐被平行配置。多个高压罐的头侧和尾侧分别通过连结件而连结。
在日本特开2014-119292中公开了一种高压罐的耐压试验。
发明内容
提供一种高效地制造连结了多个高压罐的罐单元的方法。
本说明书公开的制造方法具备:检查工序,在将多个高压罐连结之前对于各个高压罐进行耐压检查;和连结工序,对耐压检查合格了的多个高压罐连结气体流路。气体流路比向高压罐放入液体的注水装置的管细。因此,若当在对高压罐安装气体流路之后注水来进行耐压检查,则由于气体流路的损失大,所以花费时间。通过在组装气体流路之前实施高压罐的耐压检查,能够高效地制造罐单元。
在各个高压罐的头和尾设置有开口,可以利用塞子密封尾的开口并从头的开口注入液体来进行耐压检查。该情况下,可以在拆下塞子并使各个高压罐的内侧干燥之后对尾的开口安装端盖,将多个高压罐的端盖嵌入至尾侧连结件来连结多个高压罐。
从头侧的开口进入的干燥空气通过高压罐的内部,从尾侧的开口向外流出。由于能够使干燥空气在内部沿一个方向通过,所以能够迅速地干燥高压罐的内部。
连结工序包括利用头侧连结件连结多个高压罐的头,可以在包含尾侧连结件和头侧连结件的最小长方体之中包括全部的上述高压罐。头侧连结件和尾侧连结件能够保护全部的高压罐。
本说明书公开的详细技术和进一步的改进将在以下的“具体实施方式”中进行说明。
附图说明
以下,参照附图对本发明的示例性实施例的特征、优点、技术及工业重要性进行说明,在附图中相同的附图标记表示相同的构成要素,其中:
图1是搭载了实施例的罐单元的燃料电池车的侧视图。
图2是罐单元的立体图。
图3是罐单元的分解立体图。
图4是罐单元的俯视图。
图5是沿着图4的V-V线切割后的罐单元的剖视图。
图6是将高压罐向盖安装的中途的剖视图。
图7是沿着图4的VII-VII线切割后的罐单元的剖视图。
图8是从图5的箭头VIII方向观察的放大图。
图9是罐单元的俯视图。
图10是罐单元的侧视图。
图11是从头侧观察罐单元的图。
图12是从尾侧观察罐单元的图。
图13是表示罐单元落下时的姿势的一个例子的图。
图14是变形例的罐单元的分解立体图。
图15是沿着图14的XV-XV线切割后的罐单元的剖视图。
图16是说明罐单元的制造方法的图(1)。
图17是说明罐单元的制造方法的图(2)。
图18是说明罐单元的制造方法的图(3)。
图19是说明罐单元的制造方法的图(4)。
图20是说明罐单元的制造方法的图(5)。
具体实施方式
参照附图对实施例的罐单元10进行说明。罐单元10被搭载于燃料电池车。罐单元10向燃料电池车的燃料电池组供给氢气。图1表示搭载了罐单元10的燃料电池车2的侧视图。罐单元10被固定于地板4之下。
图2表示从燃料电池车2的底盘3分离出罐单元10的立体图。罐单元10包括多个高压罐100,多个高压罐100通过头侧连结件200和尾侧连结件300连结。在图2中,仅对多个高压罐100中的一个高压罐标记附图标记100,对其他高压罐省略了附图标记。
罐单元10被螺栓999固定于地板4的下表面。在罐单元10之下配置有保护件5。保护件5保护罐单元10不受行驶中被溅起的石头的影响。
图3表示罐单元10的分解立体图。图4表示罐单元10的俯视图。希望注意为了帮助理解而坐标系的方向在图3的直线L1的左右不同。
高压罐100是长条的圆筒形状。为了便于说明,将高压罐100的轴线方向的一端称为“头100a”,将另一端称为“尾100b”。高压罐100在头100a具备开口101。罐单元10包括多个高压罐100,多个高压罐100将多个头100a对齐并将多个尾100b对齐而平行配置。多个高压罐100的头100a被头侧连结件200连结,尾100b被尾侧连结件300连结。
在头100a安装有金属口110。高压罐100的主体由碳纤维强化塑料制作,金属口110由金属制作。金属口110是用于将高压罐100与头侧连结件200连结的接头。金属口110是高压罐100的一部分。
头侧连结件200包括保护件250和进气歧管210。进气歧管210具备气体流路240和多个盖(cap)211,多个盖211分别与多个高压罐100各自的金属口110连结。盖211堵塞高压罐100的头侧的开口101。另外,多个盖211的内侧与气体流路240连通。即,气体流路240在各个盖211的内侧开口。
气体流路240的一端从进气歧管210向图中的坐标系的X方向延伸。气体流路240的一端经过设置于保护件250的槽251与主止阀290连结。若各个盖211被被安装于高压罐100的开口(金属口110),则高压罐100的开口101与气体流路240连通。气体流路240将高压罐100的气体向外引导。
进气歧管210通过螺栓999被连结于保护件250。保护件250由强度高的钢制作,将多个高压罐100连结并且保护高压罐100。
高压罐100在尾100b也设置有开口,尾侧的开口被端盖150堵塞。安装于高压罐100的端盖150从高压罐100的尾向外侧突出。在尾侧连结件300设置有多个孔301,各个高压罐100的端盖150被插入至各个孔301。多个高压罐100还被尾侧连结件300捆束。几个高压罐100借助端盖150被螺栓999固定于尾侧连结件300。通过几个高压罐100被固定于尾侧连结件300,使得其他高压罐100也不会脱离尾侧连结件300。
沿着图4的V-V线的剖面如图5所示。图5表示了高压罐100的开口101与盖211的连结构造的一个例子。金属口110被压入至高压罐100的头100a的外周。在金属口110的外周(即,高压罐100的头100a的外周)设置有螺纹牙112,在盖211的内周面设置有螺纹槽212。高压罐100(金属口110)能够拧入至盖211,金属口110的螺纹牙112与盖211的螺纹槽212卡合,高压罐100与盖211连结。
在金属口110的后端外周设置有锁定槽402。锁定槽402在金属口110的后端外周环绕一周。另一方面,在盖211的内侧面装备有相对于金属口110进行进退的锁定销401。锁定销401以能够相对于金属口110的侧面进退的方式被安装于盖211。锁定销401被弹簧403朝向金属口110施力。
锁定销401的一方的侧面(盖211的开口侧的侧面)倾斜,相反侧的侧面相对于盖211的内表面垂直。图6中表示将金属口110(高压罐100的头100a)向盖211逐渐拧入的中途。若将高压罐100逐渐向盖211插入,则锁定销401被金属口110推压而后退(图6)。若金属口110进入至盖211、锁定槽402与锁定销401对置,则锁定销401通过弹簧403而与锁定槽402卡合(图5)。若锁定销401与锁定槽402卡合,则金属口110(高压罐100)不从盖211脱离。锁定销401、锁定槽402、弹簧403构成以高压罐100不脱离盖211的方式进行锁定的锁定机构400。
在盖211的内侧设置有栓230。栓230是进气歧管210的一部分。栓230进入至高压罐100的开口101的内侧。另外,气体流路240也在栓230的内侧通过。如先前所述那样,在盖211的内侧(栓230)开设有气体流路240,若高压罐100与盖211连结,则高压罐100的内部与主止阀290经由气体流路240连通。
对锁定机构的其他构成例进行说明。沿着图4的VII-VII线的剖面如图7所示。图5、6中表示了锁定机构400的一个例子。图7表示了锁定机构的其他例子(锁定机构410)。
虽然在图7中看不到,但在锁定机构410的情况下也与图5、图6同样,在金属口110的外周面设置有螺纹牙112,在盖211的内周面设置有螺纹槽212。高压罐100的螺纹牙112与盖211的螺纹槽212卡合,高压罐100被固定于盖211。在高压罐100的金属口110的根部形成有齿轮412。在盖211装备有相对于金属口110进行进退的锁定销411和将锁定销411朝向金属口110施力的弹簧413。
锁定销411、弹簧413、齿轮412构成向箭头A1的方向允许高压罐100的旋转、并禁止反转(箭头A2的方向)的旋转的棘轮构造。如图7所示,具有齿轮412的金属口110(高压罐100)能够向箭头A1的方向旋转,但箭头A2的方向的旋转(反转)被齿轮412、锁定销411、弹簧413防止。采用了棘轮构造的锁定机构410(图7的构造)也以高压罐100不脱离盖211的方式进行锁定。
沿着图5的箭头VIII观察的俯视图如图8所示。图8是盖211的开口缘211a与高压罐100(金属口110)的边界附近的放大图。在盖211(开口缘211a)与高压罐100(金属口110)的边界标注有骑缝印220(tally-impression/tally-seal)。在将高压罐100安装于盖211之后标记骑缝印220。图6是将高压罐100安装于盖211的中途的图,尚未被标注骑缝印220。
由于具备锁定机构400/410,所以高压罐100不容易脱离盖211。然而,即便高压罐100因某些事故而脱离盖211并再次被连结,由于骑缝印220被破坏,所以也一眼即可清楚高压罐100曾从盖211脱离。骑缝印220可以是贴纸(sticker)或图章(stamp)。
如上所述,罐单元10包括多个高压罐100、头侧连结件200以及尾侧连结件300。高压罐100为长形,将头100a对齐并将尾100b对齐而平行配置。头侧连结件200将多个高压罐100的头100a连结,尾侧连结件300将多个高压罐100的尾100b连结。
在图9中再次表示罐单元10的俯视图。虚线矩形B1是包含头侧连结件200和尾侧连结件300的最小矩形。全部的高压罐100位于虚线矩形B1的内侧。图10表示罐单元10的侧视图。图10的虚线矩形B2是侧视观察时的包含头侧连结件200和尾侧连结件300的最小矩形。全部的高压罐100位于虚线矩形B2的内侧。在图10以及后述的图11、12中省略了主止阀290的图示。
图11是从高压罐100的头侧观察罐单元10观察的图。从头侧观察,全部的高压罐100位于头侧连结件200的轮廓的内侧。图12是从高压罐100的尾侧观察罐单元10的图。从尾侧观察,全部的高压罐100位于尾侧连结件300的轮廓的内侧。
如图9~图12所示,罐单元10具备如下特征。从将高压罐100的头100a与尾100b相连的罐长度方向(图中为X方向)观察,全部的高压罐100被配置于头侧连结件200的轮廓的内侧并且配置于尾侧连结件300的轮廓的内侧(图11、图12)。从多个高压罐100的排列方向(图中为Y方向)以及与罐长度方向(X方向)和排列方向(Y方向)交叉的俯视方向(Z方向)观察,全部的高压罐100被配置于包含头侧连结件200和尾侧连结件300的轮廓(虚线矩形B1、B2)的内侧。再换言之,罐单元10的一个构造特征能够如以下那样表达。全部的高压罐100位于包含头侧连结件200和尾侧连结件300的最小长方体之中。
上述的特征会带来以下的优点。即,罐单元10无论以什么姿势落下,必然是头侧连结件200或者尾侧连结件300最先接触地面。例如,如图13所示,即便罐单元10倾斜落下,也是尾侧连结件300的外侧的角300a最先接触地面G。由于罐单元10在落下时头侧连结件200或者尾侧连结件300最先接触地面,所以可保护高压罐100。
图14表示变形例的罐单元10a的分解立体图。图15表示沿着图14的XV-XV线切割罐单元10a后的剖视图。罐单元10a具备实施例的罐单元10和收纳罐单元10的壳体500。罐单元10被收纳于下壳体502。下壳体502被罩501封堵。在多个高压罐100与下壳体502的内表面之间配置有缓冲件503。缓冲件503是柔软的片材,例如由硅橡胶制作。壳体500保护多个高压罐100,并且缓冲件503保护多个高压罐100不受振动影响。
(罐单元的制造方法)
参照图16~图20对罐单元10的制造方法进行说明。罐单元10的制造方法包括检查工序和连结工序。在连结工序之前实施检查工序。在检查工序中,对于多个高压罐100分别实施耐压检查。在连结工序中,将耐压检查合格了的多个高压罐连结。
对检查工序进行说明。图16表示了检查工序前的高压罐。仅左端的高压罐100被以剖面示出。如先前所述那样,高压罐100在头100a具有开口101,在尾100b具有开口102。尾侧的开口102在耐压检查之前被塞子151堵塞(参照图16)。
在利用塞子151堵塞了尾侧的开口102之后,对头侧的开口101安装注水装置600。注水装置600以高压向各个高压罐100注水。另一方面,在各个高压罐100的表面各处安装有应变仪601。图17中示出了仅一个高压罐100以剖面表示并且被安装了应变仪601的状态。在其他高压罐100也安装有应变仪。
多个应变仪601与检查装置602电连接。在检查工序中,使各个高压罐100充满水并且施加规定的水压。检查装置602对满水的高压罐100的表面应变是否在规定的允许范围内进行检查。在表面应变超过允许范围的情况下,判定为该高压罐没有足够的耐压性能,被指定为耐压检查不合格。对于连结前的各个高压罐100独立地实施耐压检查。
若耐压检查结束,则从开口102拆下塞子151而排出高压罐100内的水(图18)。接下来,在头侧的开口101连接吹风机(blower)605。从吹风机605向各高压罐100输送干燥的空气,使高压罐100的内部干燥(图19)。从头侧的开口101进入的干燥空气通过高压罐100的内部,从尾侧的开口102向外流出。高压罐100在头侧和尾侧具有开口。由于能够使干燥空气在内部沿一个方向通过,所以能够迅速地干燥高压罐100的内部。
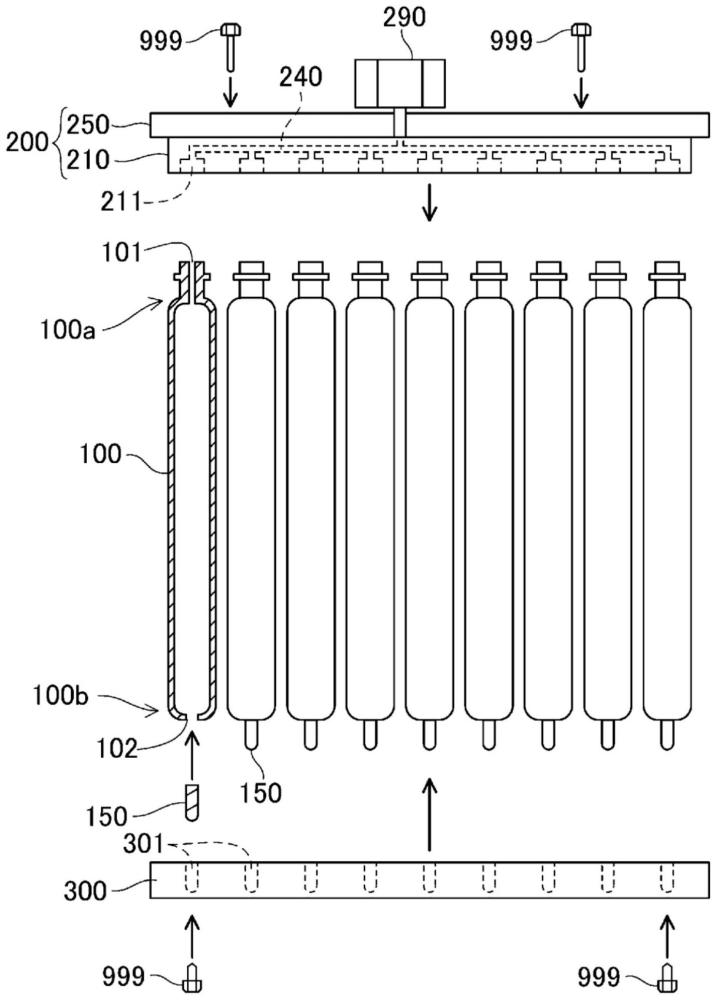
接下来,移至连结工序。在连结工序中,耐压检查合格的高压罐100被收集。在连结工序中,对尾侧的开口102安装端盖150(图20)。被安装于高压罐100的端盖150从尾100b向外侧突出。将多个高压罐100排列并将端盖150的前端嵌入至尾侧连结件300。将几个螺栓999插通于尾侧连结件300而固定于端盖150(图20)。通过螺栓999在多个高压罐100的头100a固定头侧连结件200。并排配置的多个高压罐100通过头侧连结件200和尾侧连结件300而连结。
头侧连结件200包括保护件250和进气歧管210。进气歧管210具备将高压罐100的头侧的开口101堵塞的盖211和将高压罐100的气体向外部引导的气体流路240。气体流路240比向高压罐100放入液体的注水装置600的管细。因此,若在对高压罐100安装气体流路240之后注水来进行耐压检查,则由于气体流路240的损失大,所以花费时间。通过在组装气体流路240之前实施高压罐100的耐压检查,能够高效地制造罐单元。
以下列举罐单元10的制造方法的几个特征。在各个高压罐100的头100a设置有开口101,在尾100b设置有开口102。利用塞子151密封尾100b的开口102,从头100a的开口101注入液体来进行耐压检查。在拆下塞子151并使各个高压罐的内侧干燥之后,对尾100b的开口102安装端盖150。通过从头侧的开口101输送空气、从尾侧的开口102放出空气来进行干燥,能够使高压罐100的内部迅速地干燥。实施例的制造方法在这点上也能够高效地制造罐单元10。
将已安装于多个高压罐100的多个端盖150嵌入至尾侧连结件300来连结多个高压罐100。连结工序包括利用头侧连结件200来连结多个高压罐100的头。在包含头侧连结件200和尾侧连结件300的最小长方体之中包括全部的高压罐100。头侧连结件200和尾侧连结件300保护多个高压罐100。
对与在实施例中说明的技术相关的注意点进行描述。一个罐单元所包括的高压罐的数量只要为2个以上,则是几个均可。
也可以在头侧连结件装备将多个高压罐的气体向外引导的气体流路。通过在头侧连结件具备气体流路,能够同时进行多个高压罐的物理连结和流路的连结。
也可以是在各个高压罐的尾设置有开口、该开口被延伸至高压罐之外的端盖堵塞、对尾侧连结件插入各个高压罐的端盖的构造。能够将尾侧连结件容易地安装于多个高压罐。
以上,对本发明的具体例详细地进行了说明,但这些只不过是例示,并不限定技术方案的范围。技术方案的范围所记载的技术包括对以上例示的具体例进行各种变形、变更而得的技术。本说明书或者附图中说明的技术要素单独或通过各种组合来发挥技术有用性,并不限定于申请时技术方案记载的组合。另外,本说明书或者附图中例示的技术能够同时实现多个目的,实现其中一个目的本身就具有技术有用性。