自动装针设备及其装针方法
文献发布时间:2023-06-19 11:17:41
技术领域
本发明属于机械加工自动化设备领域,具体涉及一种自动装针设备及其装针方法。
背景技术
在金属工件上安装金属针,因金属针微细,很难通过人工抓取。目前市场上出现了很多半自动化的装针设备,这些设备在使用过程中存在效率低下、手部易受损等缺点。
专利申请号为201710857156.5的文献公开了一种自动插针设备,包括插针装置、卸料装置、控制系统模块、配电箱和底座,所述插针装置、所述卸料装置、所述控制系统模块和所述配电箱均固定在所述底座上。所述插针装置包括固定板、插针气缸、伸缩轴、夹紧螺母、套圈、顶针圆杆、顶杆、支架、插针气缸固定板孔;所述固定板为10mm厚T型钢板,由结构钢整体切削而成;所述插针气缸固定于所述固定板上,所述插针气缸尾部与所述底座相接触;所述伸缩轴固定于所述插针气缸上;所述夹紧螺母与所述伸缩轴侧面接触,所述夹紧螺母紧紧顶住所述套圈;所述顶针圆杆由所述套圈内侧夹紧并由所述顶杆固定;所述顶杆与所述支架之间通过点焊连接;所述支架焊接在所述底座上;所述插针气缸固定板孔为7mm螺纹孔,位于所述固定板上。优选地,所述卸料装置包括零件基座、支撑运动导杆、固定块、顶紧螺母、卸料气缸、卸料气缸固定板孔、送料管道、夹紧块、工件卡槽;所述零件基座与所述支撑运动导杆固连,所述支撑运动导杆与所述固定块之间为螺纹连接,所述固定块安放于所述底座上,所述顶紧螺母与所述零件基座的侧面紧密贴合,所述顶紧螺母沿着所述伸缩轴螺旋运动从而顶住所述零件基座;所述卸料气缸固定于所述固定板上,所述卸料气缸尾部与所述底座相接触;所述卸料气缸固定板孔为7mm螺纹孔,位于所述固定板上;所述送料管道与所述零件基座点焊连接,置于所述零件基座上部位置;所述夹紧块与所述送料管道、所述零件基座均接触;所述工件卡槽应与工件形状一致,工件由所述送料管道落入所述工件卡槽。
本发明人发现,上述技术方案存在如下缺点,定位不准,且只能在金属工件的一个平面上的安装金属针,效率不高。
发明内容
本发明的发明目的在于提供一种金属针自动送料、自动定位和自动固定、自动压装的自动装针设备及其装针方法。
本发明技术方案如下:一种自动装针设备,其特征在于,包括机箱(1)、送料机构(2)和装针机构(3);
所述送料机构包括振缸(21)、出料板(22)和压料板(23),所述振缸用于将金属针(4)输送到出料板,所述压料板用于防止所述金属针掉落;
所述机箱包括平台(11)和支架(12),所述支架包括支架本体组件(121)、左支架组件(122)和右支架组件(123);所述送料机构安装在所述平台上;
所述装针机构包括吸针组件(31)、旋转组件(32)、分度定位组件(33)和冲头组件(34);所述吸针组件用于将金属针吸附后,放置到金属工件(5)上;所述吸针组件包括吸针气缸(311)、真空夹具(312)、导轨(313)、连接板(314)、调节块(315)、吸嘴调节块(316)、调节板(317)和调节螺丝(318),所述真空夹具安装在连接板上,所述调节块、调节板和调节螺丝用于微调所述真空夹具的左右位置;所述连接板的一边与所述吸针气缸连接,另一边与所述导轨连接,所述导轨安装在所述左支架组件上;
所述冲头组件包括冲头气缸(341)、气缸螺母(342)、立柱(343)、压杆(344)、压杆连接块(345)和导柱(346),所述冲头组件通过所述支架本体(121)与所述左支架组件和右支架组件连接;
所述旋转组件包括旋转气缸(321)、垫块(322)、联轴器(323)和装料柱(324);所述旋转组件通过一轴承安装在所述左支架组件和右支架组件上。
进一步地,所述机箱上设有旋转气缸罩(326),用于保护所述旋转气缸。
进一步地,所述机箱上还设有红外线光栅(6),用于防止异物进入工作区域。
进一步地,所述机箱上还设有报警灯(7),用于提示设备工作状态。
一种自动装针设备的装针方法,包括如下步骤:
第一步,金属针在送料机构的振缸作用下,有序排列在所述出料板上;
第二步,所述吸针组件通过吸针气缸推动,吸附金属针,并将金属针放置到金属工件;吸针组件退回原位;
第三步,冲头组件通过冲头气缸推动,向下将金属针铆压到金属工件(5),冲头组件退回原位;
第四步,旋转组件在旋转气缸作用下,旋转180度,将金属工件另一面朝上;
第五步,重复第二步,完成金属工件的两面装针流程。
进一步地,包括如下步骤:
在所述机箱上安装红外线光栅,当设备正常工作时,如有异物进入工作域,红外线光栅感应到后,发出信号即时停止设备动作,保证操作者的安全;当异物排除后,通过红外线光栅感应判断环境安全后,发出信号恢复设备正常动作。
进一步地,包括如下步骤:
在所述机箱上安装报警灯,当设备正常工作时,报警灯绿灯常亮;如有异物进入工作域,报警灯红灯亮;当设备出现故障时,物料不能正常自动送料,如漏料、缺料;报警灯红灯亮,设备停止动作。
本发明的有益效果在于,通过设计旋转组件,两面安装,作业质量得到保证,且有效地节约人工成本。通过设计红外线光栅和报警灯,确保生产高效安全。
附图说明
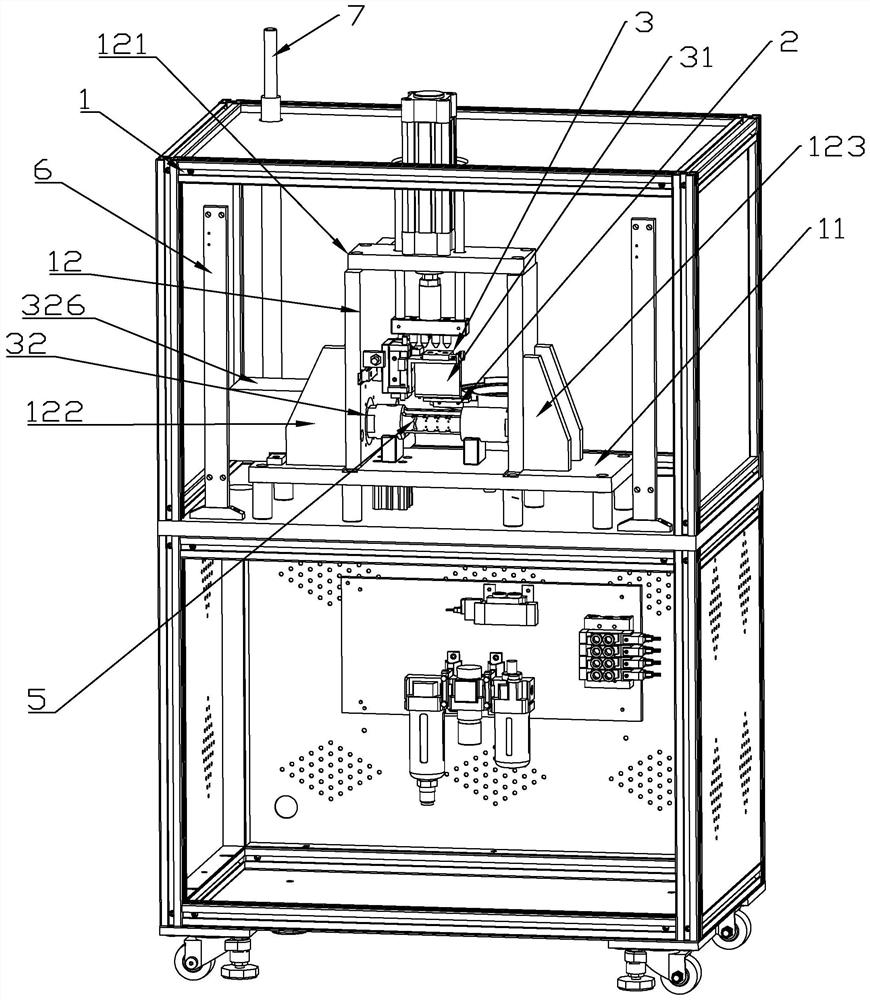
图1为本发明的整体结构示意图;
图2为本发明的送料机构的结构示意图;
图3为本发明的吸针组件的结构示意图;
图4为本发明的冲头组件的结构示意图;
图5为本发明的旋转组件的结构示意图。
具体实施方式
以下结合附图与实施例对本发明的技术方案作详细说明。
如图1、图2、图3、图4和图5所示,一种自动装针设备,其特征在于,包括机箱(1)、送料机构(2)和装针机构(3);
所述送料机构包括振缸(21)、出料板(22)和压料板(23),所述振缸用于将金属针(4)输送到出料板,所述压料板用于防止所述金属针掉落;
所述机箱包括平台(11)和支架(12),所述支架包括支架本体组件(121)、左支架组件(122)和右支架组件(123);所述送料机构安装在所述平台上;
所述装针机构包括吸针组件(31)、旋转组件(32)、分度定位组件(33)和冲头组件(34);所述吸针组件用于将金属针吸附后,放置到金属工件(5)上;所述吸针组件包括吸针气缸(311)、真空夹具(312)、导轨(313)、连接板(314)、调节块(315)、吸嘴调节块(316)、调节板(317)和调节螺丝(318),所述真空夹具安装在连接板上,所述调节块、调节板和调节螺丝用于微调所述真空夹具的左右位置;所述连接板的一边与所述吸针气缸连接,另一边与所述导轨连接,所述导轨安装在所述左支架组件上;
所述冲头组件包括冲头气缸(341)、气缸螺母(342)、立柱(343)、压杆(344)、压杆连接块(345)和导柱(346),所述冲头组件通过所述支架本体(121)与所述左支架组件和右支架组件连接;
所述旋转组件包括旋转气缸(321)、垫块(322)、联轴器(323)和装料柱(324);所述旋转组件通过一轴承安装在所述左支架组件和右支架组件上。
进一步地,所述机箱上设有旋转气缸罩(326),用于保护所述旋转气缸。
进一步地,所述机箱上还设有红外线光栅(6),用于防止异物进入工作区域。
进一步地,所述机箱上还设有报警灯(7),用于提示设备工作状态。
一种自动装针设备的装针方法,包括如下步骤:
第一步,金属针在送料机构的振缸作用下,有序排列在所述出料板上;
第二步,所述吸针组件通过吸针气缸推动,吸附金属针,并将金属针放置到金属工件;吸针组件退回原位;
第三步,冲头组件通过冲头气缸推动,向下将金属针铆压到金属工件(5),冲头组件退回原位;
第四步,旋转组件在旋转气缸作用下,旋转180度,将金属工件另一面朝上;
第五步,重复第二步,完成金属工件的两面装针流程。
进一步地,包括如下步骤:
在所述机箱上安装红外线光栅,当设备正常工作时,如有异物进入工作域,红外线光栅感应到后,发出信号即时停止设备动作,保证操作者的安全;当异物排除后,通过红外线光栅感应判断环境安全后,发出信号恢复设备正常动作。
进一步地,包括如下步骤:
在所述机箱上安装报警灯,当设备正常工作时,报警灯绿灯常亮;如有异物进入工作域,报警灯红灯亮;当设备出现故障时,物料不能正常自动送料,如漏料、缺料;报警灯红灯亮,设备停止动作。
以上的描述仅仅涉及本发明的一些具体实施方式,任何本领域的技术人员基于本发明的精神所做的替换或改进均应为本发明的保护范围所涵盖,本发明的保护范围应以权利要求书为准。
- 自动装针设备及其装针方法
- 无外圈圆柱滚子轴承的半自动装针装置以及其装针方法