轻质柔性石墨导热索的钎焊结构及钎焊方法
文献发布时间:2023-06-19 11:34:14
技术领域
本发明涉及一种轻质柔性石墨导热索的钎焊结构及钎焊方法,属于异质材料连接技术领域。
背景技术
导热索又称导热软连接,是发热器件与热沉之间的热量传输通道。通过柔性导热段将发热器件的热量快速传导至热沉散热端,金属导热索的柔性导热段一般采用热导率较高的无氧铜或铝合金细丝编织带或箔带层叠体,与发热器件连接端和热沉连接端固结成一体,从而实现柔性传热和安装灵活功能。由于金属导热索各部分均为金属,其固结工艺相对简单,采用常规的压焊或熔焊就可以实现良好连接和100%界面冶金结合。
随着电子技术和航天技术的进步,航天器单机载荷上集成的电子学器件越来越密集,单机功耗越来越高,工作发热使其结构件与电子器件的温度难以维持恒定,急需寻求具有更高热导率的高导热材料来实现高效传热,尤其是对于卫星及各类航天器使用的导热索,除了高热传导率之外、还希望轻质和柔韧度优良。基于上述应用牵引和高导热材料的层出不穷,低密度、高导热炭材料“柔性石墨膜”引起热管理领域设计人员的关注。目前厚度小于30μm轻质柔性聚酰亚胺柔性石墨膜平面方向的导热系数已经超过1000W/(m·K)且柔韧度良好,已经成为金属导热索柔性导热段的理想替代材料。石墨膜材料密度1.8g/cm
选择厚度30μm以下的高导热石墨膜制备石墨膜导热索,由于单层厚度较薄,为实现足够的热流通量,需要采取多层叠加的方式形成石墨膜层叠体。如图1、2所示,即多层石墨膜层间两端需要复合固结,形成石墨膜层叠体3,石墨膜层叠体3与两端的发热器件连接端1及热沉连接端2进行固结连接。欧洲和美国多家导热索专业制作公司公开的资料表明石墨膜导热索装配固结是采用压接工艺,即在石墨膜叠层体两端层间用有机胶黏合剂粘结,固化后插入铜或铝套管内压接成型。国内上海卫星装备研究所张学迅等人在柔性石墨膜与热沉金属的装配连接设计上也是采用涂导热脂后螺栓紧固。胶粘和机械压接虽然工艺简单易实施,但由于有机黏合剂导热率低与压接界面热阻高,很大程度上削弱了石墨膜平面方向高效传热的作用效果。同时,该连接方式也在一定程度上降低了石墨膜导热索的结构强度与耐热疲劳寿命。
采用钎焊工艺制备石墨膜导热索可以在一定程度上避免导电胶和机械压接热阻大和耐热疲劳寿命低的问题,采用金属钎料(也称填充金属)可以实现界面冶金结合。受限于石墨膜氧化起始温度较低(400℃)的限制,活性钎料直接钎焊无法实施,只能采取石墨膜表面金属化的间接钎焊工艺方案。公开文献及专利几乎都是采用锡基焊料,即共晶锡铅合金焊料,采用锡铅焊料需要助焊剂配合,所以在石墨膜导热索制备上,一般都是采用锡基钎料焊膏在焊接界面区域表面涂布。采用锡基钎料组焊石墨膜导热索存在的主要问题是:石墨膜层间及石墨膜叠层体与金属端部两类焊接界面为相对封闭区域,助焊剂及其产生的气体很难彻底排出,在焊接界面处生成气孔、助焊剂残留等缺陷,导致界面结合强度和导热率降低。钎焊助焊剂残留在热真空环境下会分解、挥发,导致石墨膜导热索临近精密光电器件被污染的风险大幅增加。此外柔性石墨膜材料的热膨胀系数约为1×10
为进一步提高石墨膜导热索整体传热效率和钎焊连接强度,需要在钎料体系选择、钎料层厚度、布料方式、石墨膜与金属之间热膨胀失配热应力缓解方面进行设计,以满足卫星及航天器热控系统对于高热流通量和长寿命石墨膜导热索的迫切需求。
发明内容
本发明的目的在于提供一种轻质柔性石墨导热索的钎焊结构,该轻质柔性石墨导热索的钎焊结构能够提高石墨膜导热索整体传热效率和钎焊连接强度,具有高导热、高强度和长寿命的特点。
本发明的另一目的在于提供一种石墨导热索的钎焊方法,该方法采用所述轻质柔性石墨导热索的钎焊结构。
为实现上述目的,本发明采用以下技术方案:
一种轻质柔性石墨导热索的钎焊结构,该钎焊结构包括由多层石墨膜构成的石墨膜层叠体、以及位于石墨膜层叠体两侧的导热金属连接端;所述石墨膜层叠体具有中间柔性段、石墨膜两侧端部连接段,在石墨膜两侧端部连接段的相邻两层石墨膜之间设有金基软钎料层;石墨膜两侧端部连接段与导热金属连接端之间分别设有三明治结构复合钎料层,该三明治结构复合钎料层由依次设置的金基软钎料箔片、铅基软钎料焊片、金基软钎料箔片组成。
优选地,相邻两层石墨膜层之间的金基软钎料层的厚度优选为5-10μm。
优选地,所述三明治结构复合钎料层的总厚度为190-380μm,其中金基软钎料箔片的厚度为20-40μm,铅基软钎料焊片的厚度为150-300μm。
优选地,所述石墨膜两侧端部连接段的焊接区域表面均预先设置金属化层,该金属化层由依次沉积的Ti膜、Mo膜、Ni膜组成。
优选地,所述石墨膜层叠体由10-50层石墨膜构成,单层石墨膜的厚度为20~30μm。
一种石墨导热索的钎焊方法,其采用所述轻质柔性石墨导热索的钎焊结构,具体包括以下步骤:
(1)对石墨膜两侧端部连接段的焊接区域表面进行金属化处理;
(2)采用物理气相沉积(PVD)方法在石墨膜的金属化表面沉积超薄金基软钎料层;
(3)制备金基软钎料箔片和铅基软钎料焊片,叠加形成三明治结构复合钎料片;
(4)对导热金属连接端焊接表面进行预处理与改性;
(5)装配,将多层石墨膜层叠并与导热金属连接端对接装配,在石墨膜两侧端部连接段与导热金属连接端之间的空隙插入步骤(3)得到的三明治结构复合钎料片;
(6)将装配好的石墨膜导热索置于真空钎焊炉内进行真空钎焊,钎焊完成后冷却,得到轻质柔性石墨导热索整体焊接件。
在所述石墨导热索的钎焊方法中,所述金基软钎料熔点不能超过350℃,三明治结构复合钎料层中的铅基软钎料熔点须高于金基软钎料熔点30~50℃。
在所述石墨导热索的钎焊方法中,所述步骤(1)中的金属化处理方法为PVD方法,PVD方法为离子镀或磁控溅射。
在所述石墨导热索的钎焊方法中,采用物理气相沉积工艺进行石墨膜金属化表面焊料层超薄化,从而可以在有限装配厚度内,实现石墨膜装配数量的最大化,保证传热热流通量。优选地,所述步骤(2)中的PVD方法为磁控溅射。
在所述石墨导热索的钎焊方法中,所述导热金属连接端的材质为铝合金或无氧铜,所述预处理与改性包括碱性除油、化学清洗和焊接表面电镀镍处理。
在所述石墨导热索的钎焊方法中,所述步骤(6)中真空钎焊的真空度高于10
本发明的优点在于:
本发明的石墨膜导热索钎焊组装结构、可实现石墨膜层间钎焊界面超薄、致密、100%冶金结合,大幅度降低连接界面热阻;同时可有效缓解石墨膜层叠体与端部传热金属之间热膨胀失配产生的热应力,避免异质钎焊界面的变形与开裂,从而提高钎焊连接强度与服役安全可靠性。
本发明方法制备的石墨膜导热索连接界面热阻小,热流通量大,柔性石墨段与端部金属结合强度高,耐机械振动和温度交变冲击,服役安全可靠性高。
附图说明
图1为石墨膜导热索的结构示意图。
图2为图1中沿A-A线剖切的截面图。
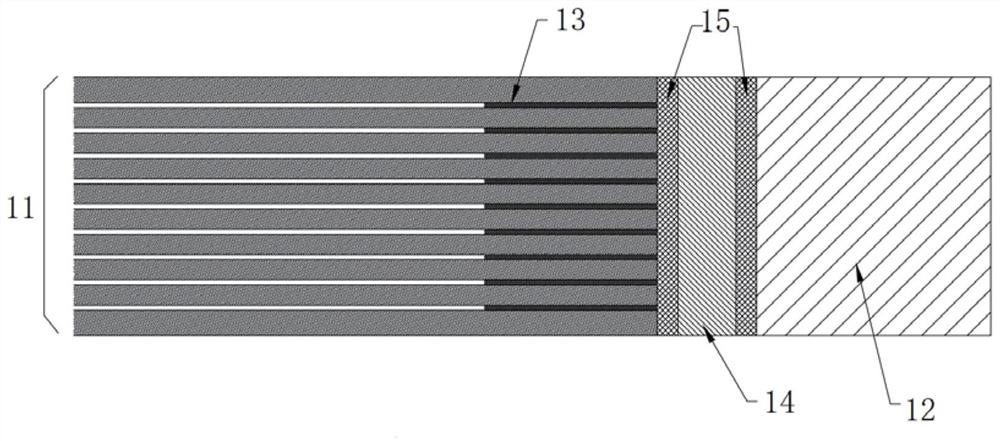
图3为本发明轻质柔性石墨膜导热索钎焊结构局部剖面示意图。
附图标记:
1-发热器件连接端,2-热沉连接端,3、11-石墨膜层叠体,12-导热金属连接端,13-金基软钎料层,14、16-金基软钎料箔片,15-铅基软钎料箔片。
具体实施方式
下面结合附图和实施例对本发明作详细说明,但并不意味着对本发明保护范围的限制。
如图3所示,本发明的轻质柔性石墨导热索的钎焊结构包括由多层石墨膜构成的石墨膜层叠体11、导热金属连接端12;所述石墨层叠体具有中间柔性段、石墨膜两侧端部连接段,在石墨膜两侧端部连接段的相邻两层石墨膜之间设有金基软钎料层13;石墨膜两侧端部连接段与导热金属连接端之间分别设有三明治结构复合钎料层,该三明治结构复合钎料层由依次设置的金基软钎料箔片14、铅基软钎料箔片15、金基软钎料箔片16组成。
本发明采用抗氧化、免钎剂型金基软钎料实现石墨膜/石墨膜及石墨膜/金属之间的真空钎焊连接,金基软钎料在低温钎料中是热导率最高的钎料,有利于提高石墨膜导热索的整体传热能力;采用抗氧化型金基软钎料,可以实现免助焊剂真空钎焊,进一步提高焊缝质量、减少因助焊剂引发的各类缺陷。在本发明中要求金基软钎料的熔点不超过350℃。相邻两层石墨膜层之间的金基软钎料层的厚度优选为5-10μm,以提高有效传热截面积。本发明使用金基软钎料可以获得柔导热索较高的界面结合强度,可以有效改善石墨膜导热索抗冲击和机械振动能力,性能更可靠,使用寿命更长。
本发明采用塑性(延展性)良好的铅基软钎料作为夹心层的“金基软钎料箔片/铅基软钎料焊片/金基软钎料箔片”的三明治结构复合钎料层,可以有效缓解石墨膜层叠体与端部金属(铝合金或铜合金)热膨胀失配引起的焊接(热)应力,提高石墨膜导热索的热稳定性。该三明治结构复合钎料层中的铅基软钎料熔点须高于金基软钎料熔点30~50℃。优选地,三明治结构复合钎料层的总厚度为190-380μm,其中金基软钎料箔片的厚度为20-40μm,铅基软钎料箔片的厚度为150-300μm。
在本发明中,石墨膜两侧端部连接段的焊接区域表面均预先设置金属化层,该金属化层由依次沉积的Ti膜、Mo膜、Ni膜组成。
在本发明中,可以根据设计要求和热通量指标要求确定石墨膜层叠体中石墨膜层数。优选地,所述石墨膜层叠体由10-50层石墨膜构成,单层石墨膜的厚度为20~30μm。
作为本发明的一种实施方式,采用所述轻质柔性石墨导热索的钎焊结构的石墨导热索的钎焊方法具体包括以下步骤:
(1)对石墨膜两侧端部连接段的焊接区域表面进行金属化处理,采用离子镀或磁控溅射的方法依次沉积Ti、Mo、Ni三层膜;
(2)采用磁控溅射的方法在石墨膜的金属化表面沉积厚度为5-10μm的超薄金基软钎料层;
(3)制备金基软钎料箔片和铅基软钎料箔片,叠加形成三明治结构复合钎料片;
(4)对导热金属连接端焊接表面进行预处理与改性,该预处理与改性包括碱性除油、化学清洗和焊接表面电镀镍处理;
(5)装配,将多层石墨膜层叠并与导热金属连接端对接装配,在石墨膜两侧端部连接段与导热金属连接端之间的空隙插入步骤(3)得到的三明治结构复合钎料片;
(6)将装配好的石墨膜导热索置于真空钎焊炉内进行真空钎焊,真空钎焊的真空度高于10
实施例1:制备铝合金作为端部导热金属的柔性石墨导热索
1)按照石墨膜导热索钎焊组装设计图纸对柔性石墨膜材料进行剪切,柔性段采用30层、单层厚度25μm的石墨膜叠加而成,柔性段长150mm,宽20mm;
2)对每层柔性石墨膜两端被焊接区域表面及侧面采用离子镀制备打底层(Ti),然后采用磁控溅射工艺先后沉积焊料阻挡层钼(Mo)、表面层镍(Ni),以获得超薄、高结合力的Ti\Mo\Ni金属化膜层,其中钛层约0.1μm,钼层0.3μm,镍层约1μm。
3)采用磁控溅射工艺在石墨膜金属化层表面沉积金基软钎料层,焊料层厚度控制在6-8μm,确保厚度均匀。
4)按导热索钎焊组装设计图纸要求加工铝合金零件,对其进行碱性除油、化学清洗,表面电镀镍处理。
5)制备厚度30μm的Au-20Sn钎料箔片和200μm厚的Pb-3Ag软钎料焊片,裁切后叠加形成夹心层的复合钎料片。
6)装配,采用专门设计的固定夹持工装,将30层石墨膜叠加,在石墨膜层叠体与铝合金接触间隙插入“三明治”复合钎料叠片。
7)将装配好的石墨导热索及焊接工装一同放入真空钎焊炉,抽真空,加热,在钎焊温度320℃下保温,时间不超过10min,升降温速率小于30℃/min,整个过程确保炉内真空度优于10
8)对实施例制备的端部金属铝合金的柔性石墨导热索进行性能测试,得到柔性石墨与铝合金界面间100%冶金结合,无裂缝、孔洞等缺陷,界面传热系数10600W/m
实施例2:制备无氧铜作为端部导热金属的柔性石墨导热索
1)按照石墨膜导热索钎焊组装设计图纸对柔性石墨膜材料进行剪切,柔性段采用30层石墨膜叠加而成,柔性段长150mm,宽20mm;
2)对每层柔性石墨膜两端被焊接区域表面及侧面采用离子镀制备打底层(Ti),然后采用磁控溅射工艺先后沉积焊料阻挡层钼(Mo)、表面层镍(Ni),以获得超薄、高结合力的Ti\Mo\Ni金属化膜层,其中钛层约0.1μm,钼层0.3μm,镍层约1μm。
3)采用磁控溅射工艺在石墨膜金属化层表面沉积金基软钎料层,焊料层厚度控制在5-6μm,确保厚度均匀。
4)按导热索钎焊组装设计图纸要求加工无氧铜零件,对其进行碱性除油、化学清洗。
5)制备厚度30μm的金基软钎料箔片和200μm厚的铅基软钎料焊片。裁切后叠加形成夹心层的复合钎料片。
6)装配,采用专门设计的固定夹持工装,将30层石墨膜叠加,在石墨膜层叠体与铝合金接触间隙插入“三明治”复合钎料叠片。
7)将装配好的石墨导热索及焊接工装一同放入真空钎焊炉,抽真空,加热,在钎料焊接温度下保温,时间不超过10min,升降温速率小于30℃/min,整个过程确保炉内真空度优于10
8)对实施例制备的端部金属铝合金的柔性石墨导热索进行性能测试,得到柔性石墨与无氧铜界面间100%冶金结合,无裂缝、孔洞等缺陷,界面传热系数11200W/m
- 轻质柔性石墨导热索的钎焊结构及钎焊方法
- 轻质柔性石墨导热索的钎焊结构