一种卷烟烟支卷制紧头质量评价方法
文献发布时间:2024-01-17 01:24:51
技术领域
本发明涉及卷烟生产技术领域,尤其涉及一种卷烟烟支卷制紧头质量评价方法。
背景技术
随着卷烟价位档次的提升,消费者对卷烟感官质量关注度更高,要求卷烟在生产过程中对产品质量管控更精细,而卷烟在生产过程中,烟支在加工过程中,平准器的间隙决定着烟支紧头位置是否在中间,如果烟支紧头位置偏移会影响烟支的支内逐口吸食差异和支间吸阻、焦油,加工过程中烟支紧头质量影响卷烟消耗和空头剔除,对消费者吸食感受和生产过程都有很大的影响。目前,尚无对烟支卷制紧头质量进行评价的方法。
因此,亟需一种卷烟烟支卷制紧头质量评价方法。
发明内容
本发明的目的是提供一种卷烟烟支卷制紧头质量评价方法,以解决上述现有技术中的问题,能够对卷烟烟支卷制紧头质量进行有效评价,为烟支质量的一致性提供更好的质量评价方法。
本发明提供了一种卷烟烟支卷制紧头质量评价方法,其中,包括:
确定烟支紧头质量评价指标,所述烟支紧头质量评价指标包括紧头密度指数和紧头偏移度;
确定各所述烟支紧头质量评价指标的评价标准;
对烟支上多个点的密度进行检测,并根据各个点的密度检测结果计算所述紧头密度指数;
根据紧头检测长度和紧头理论长度,计算所述紧头偏移度;
根据各所述烟支紧头质量评价指标的计算结果和各所述烟支紧头质量评价指标对应的评价标准,对卷烟烟支卷制紧头质量进行评价。
如上所述的卷烟烟支卷制紧头质量评价方法,其中,优选的是,所述紧头密度指数用于表征烟支紧头部分的实际密度与烟支平均密度的比值;所述紧头偏移度用于表征双支烟由于切割位置发生偏移而导致的烟支紧头部分偏离长度占紧头理论长度的比例。
如上所述的卷烟烟支卷制紧头质量评价方法,其中,优选的是,所述各所述烟支紧头质量评价指标的评价标准为:所述紧头密度指数的评价标准为处于1.10~1.21的范围内;所述紧头偏移度的评价标准为小于等于33%。
如上所述的卷烟烟支卷制紧头质量评价方法,其中,优选的是,所述对烟支上多个点的密度进行检测,并根据各个点的密度检测结果计算所述紧头密度指数,具体包括:
通过烟支密度检测仪对烟支上多个点的密度进行检测,并根据各个点的密度检测结果计算所述紧头密度指数。
如上所述的卷烟烟支卷制紧头质量评价方法,其中,优选的是,所述通过烟支密度检测仪对烟支上多个点的密度进行检测,并根据各个点的密度检测结果计算所述紧头密度指数,具体包括:
烟支密度检测仪对烟支上多个点的密度进行检测,并根据各个点的密度检测结果导出烟支紧头部分密度值和烟支平均密度值,其中,所述烟支紧头部分密度值表示烟支紧头部分所对应检测点的平均密度,所述烟支平均密度值表示整个烟支对应的所有检测点的评价密度;
根据所述烟支紧头部分密度值和所述烟支平均密度值,通过以下公式计算所述紧头密度指数:
其中:D表示紧头密度指数,D
如上所述的卷烟烟支卷制紧头质量评价方法,其中,优选的是,所述根据紧头检测长度和紧头理论长度,计算所述紧头偏移度,具体包括:
根据劈刀盘设计弧长,确定紧头理论长度,所述紧头理论长度与所述劈刀盘设计弧长一致;
根据烟支紧头部分的多个点的密度检测结果,确定烟支密度的拐点;
测量烟支紧头部分的左端起点到烟支密度的拐点处的长度,得到紧头检测长度;
根据紧头检测长度和紧头理论长度,通过以下公式计算所述紧头偏移度:
其中,JD表示紧头偏移度,L
如上所述的卷烟烟支卷制紧头质量评价方法,其中,优选的是,所述根据烟支紧头部分的多个点的密度检测结果,确定烟支密度的拐点,具体包括:
将检测密度高于烟支平均密度值所对应的检测点作为烟支密度的拐点。
如上所述的卷烟烟支卷制紧头质量评价方法,其中,优选的是,所述根据各所述烟支紧头质量评价指标的计算结果和各所述烟支紧头质量评价指标对应的评价标准,对卷烟烟支卷制紧头质量进行评价,具体包括:
若各所述烟支紧头质量评价指标的计算结果均落入对应的评价标准范围内,则卷烟烟支卷制紧头质量的评价结果为合格;
若至少一个所述烟支紧头质量评价指标的计算结果未落入对应的评价标准范围内,则卷烟烟支卷制紧头质量的评价结果为不合格。
本发明提供一种卷烟烟支卷制紧头质量评价方法,确定烟支紧头质量评价指标为紧头密度指数和紧头偏移度;确定各烟支紧头质量评价指标的评价标准;分别计算各烟支紧头质量评价指标;根据各烟支紧头质量评价指标的计算结果和对应的评价标准,对卷烟烟支卷制紧头质量进行评价;围绕卷烟产品的烟支质量,通过建立烟支紧头质量检测评价方法,为卷烟企业平准器的选择、不同规格卷烟紧头设计、烟支紧头质量的判定提供指导和理论支撑,为烟支质量的一致性提供更好的质量评价方法,推动卷烟纸生产企业高质量发展,对提升行业精益加工和卷烟质量上水平具有最要意义。
附图说明
为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步描述,其中:
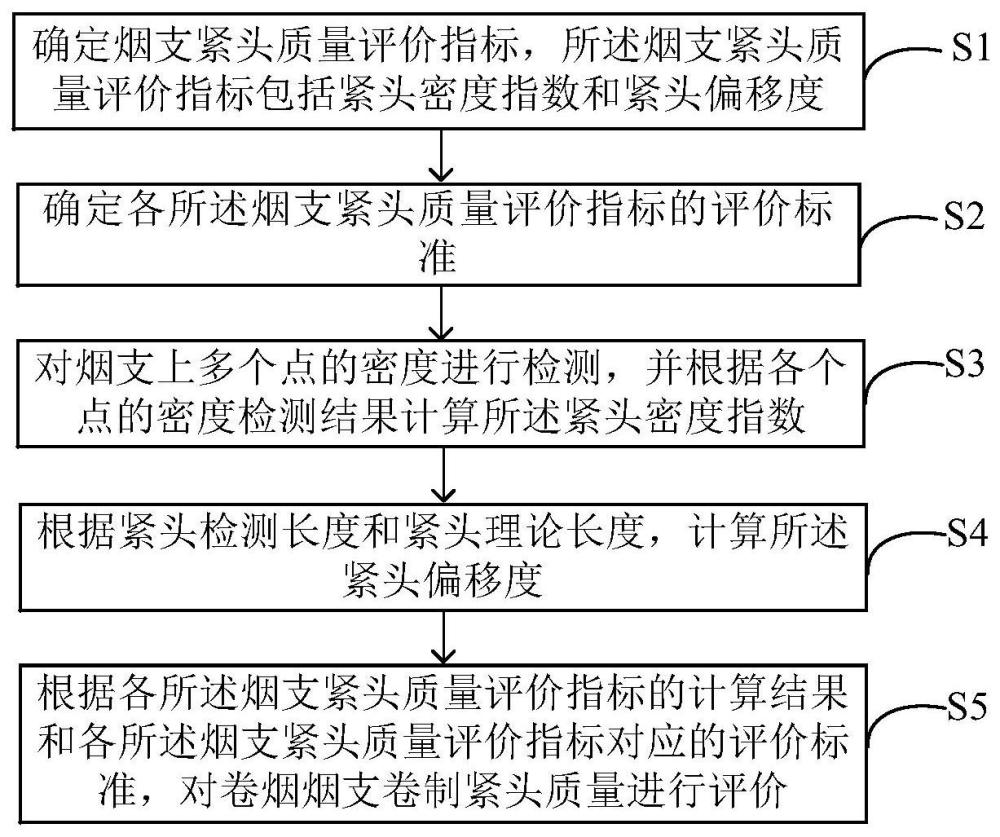
图1为本发明提供的卷烟烟支卷制紧头质量评价方法的实施例的流程图;
图2为各烟支的各检测点所对应的密度值列表示意图;
图3为平准器槽深为1.5mm时,烟支长度各点所对应的各检测点上的密度曲线;
图4为平准器槽深为2.0mm时,烟支长度各点所对应的各检测点上的密度曲线。
具体实施方式
现在将参照附图来详细描述本公开的各种示例性实施例。对示例性实施例的描述仅仅是说明性的,决不作为对本公开及其应用或使用的任何限制。本公开可以以许多不同的形式实现,不限于这里所述的实施例。提供这些实施例是为了使本公开透彻且完整,并且向本领域技术人员充分表达本公开的范围。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、材料的组分、数字表达式和数值应被解释为仅仅是示例性的,而不是作为限制。
本公开中使用的“第一”、“第二”:以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的部分。“包括”或者“包含”等类似的词语意指在该词前的要素涵盖在该词后列举的要素,并不排除也涵盖其他要素的可能。“上”、“下”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
在本公开中,当描述到特定部件位于第一部件和第二部件之间时,在该特定部件与第一部件或第二部件之间可以存在居间部件,也可以不存在居间部件。当描述到特定部件连接其它部件时,该特定部件可以与所述其它部件直接连接而不具有居间部件,也可以不与所述其它部件直接连接而具有居间部件。
本公开使用的所有术语(包括技术术语或者科学术语)与本公开所属领域的普通技术人员理解的含义相同,除非另外特别定义。还应当理解,在诸如通用字典中定义的术语应当被解释为具有与它们在相关技术的上下文中的含义相一致的含义,而不应用理想化或极度形式化的意义来解释,除非这里明确地这样定义。
对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,技术、方法和设备应当被视为说明书的一部分。
如图1所示,本实施例提供的卷烟烟支卷制紧头质量评价方法在实际执行过程中,具体包括:
步骤S1、确定烟支紧头质量评价指标,所述烟支紧头质量评价指标包括紧头密度指数和紧头偏移度。
本发明通过控制烟支紧头质量来实现对烟支质量的控制,这是烟支质量的其他指标不稳定的根源。其中,所述紧头密度指数用于表征烟支紧头部分的实际密度与烟支平均密度的比值;所述紧头偏移度用于表征双支烟由于切割位置发生偏移而导致的烟支紧头部分偏离长度占紧头理论长度的比例。
步骤S2、确定各所述烟支紧头质量评价指标的评价标准。
具体而言,所述紧头密度指数的评价标准为处于1.10~1.21的范围内;所述紧头偏移度的评价标准为小于等于33%。在这个范围外的烟支质量不合格,主要变现为,烟支的端部落丝量高,超出设计的标准,烟支是不合格产品,另外,烟支在抽吸过程中,消费者会感受到吸阻不一样,而且,感官质量不稳定。
步骤S3、对烟支上多个点的密度进行检测,并根据各个点的密度检测结果计算所述紧头密度指数。
在步骤S3中,通过烟支纵向密度的大小,判定烟支紧头质量。具体地,通过烟支密度检测仪对烟支上多个点的密度进行检测,并根据各个点的密度检测结果计算所述紧头密度指数。烟支密度检测仪是应用微波谐振技术对烟支紧头密度进行检测,当具有一定密度的烟支进入微波电磁场时,将引起微波电磁场的能量参数(如频率和幅度等)发生改变,烟支密度越大,谐振频率越低、幅度越宽。
在本发明的卷烟烟支卷制紧头质量评价方法的一种实施方式中,所述步骤S3具体可以包括:
步骤S31、烟支密度检测仪对烟支上多个点的密度进行检测,并根据各个点的密度检测结果导出烟支紧头部分密度值和烟支平均密度值,其中,所述烟支紧头部分密度值表示烟支紧头部分所对应检测点的平均密度,所述烟支平均密度值表示整个烟支对应的所有检测点的评价密度。
图2示出了各烟支的各检测点所对应的密度值,图2中,第一行表示烟支序号,第一列表示检测点序号。第二行第二列表示第一支烟的第一个检测点所对应的密度值,以此类推。
步骤S32、根据所述烟支紧头部分密度值和所述烟支平均密度值,通过以下公式计算所述紧头密度指数:
其中:D表示紧头密度指数,D
步骤S4、根据紧头检测长度和紧头理论长度,计算所述紧头偏移度。
在本发明的卷烟烟支卷制紧头质量评价方法的一种实施方式中,所述步骤S4具体可以包括:
步骤S41、根据劈刀盘设计弧长,确定紧头理论长度,所述紧头理论长度与所述劈刀盘设计弧长一致。
步骤S42、根据烟支紧头部分的多个点的密度检测结果,确定烟支密度的拐点。
具体地,将检测密度高于烟支平均密度值所对应的检测点作为烟支密度的拐点。
步骤S43、测量烟支紧头部分的左端起点到烟支密度的拐点处的长度,得到紧头检测长度。
步骤S44、根据紧头检测长度和紧头理论长度,通过以下公式计算所述紧头偏移度:
其中,JD表示紧头偏移度,L
步骤S5、根据各所述烟支紧头质量评价指标的计算结果和各所述烟支紧头质量评价指标对应的评价标准,对卷烟烟支卷制紧头质量进行评价。
在本发明的卷烟烟支卷制紧头质量评价方法的一种实施方式中,所述步骤S5具体可以包括:
步骤S51、若各所述烟支紧头质量评价指标的计算结果均落入对应的评价标准范围内,则卷烟烟支卷制紧头质量的评价结果为合格。
步骤S52、若至少一个所述烟支紧头质量评价指标的计算结果未落入对应的评价标准范围内,则卷烟烟支卷制紧头质量的评价结果为不合格。
如前所述,述紧头密度指数的评价标准为处于1.10~1.21的范围内;所述紧头偏移度的评价标准为小于等于33%。图3和图4分别表示平准器槽深为1.5mm和2.0mm时,烟支长度各点所对应的各检测点上的密度曲线。在图3和图4中,横坐标表示对应的烟支长度的检测点,纵坐标表示对应烟支检测点上的密度值。图3中,偏移度为0%(落入小于等于33%的范围内)时,烟支的密度指数为1.10(落入处于1.10~1.21的范围内),该烟支合格;偏移度为33%(落入小于等于33%的范围内)时,烟支的密度指数为0.96(未落入处于1.10~1.21的范围内),该烟支不合格;偏移度为67%(未落入小于等于33%的范围内)时,烟支的密度指数为0.93(未落入处于1.10~1.21的范围内),该烟支不合格,并且该烟支的密度指数和正常的偏移度0mm所对应的密度指数1.10存在明显差异。
图4中,偏移度为0%(落入小于等于33%的范围内)时,烟支的密度指数为1.20(落入处于1.10~1.21的范围内),该烟支合格;偏移度为33%(落入小于等于33%的范围内)时,烟支的密度指数为1.20(落入处于1.10~1.21的范围内),该烟支合格;偏移度为67%(未落入小于等于33%的范围内)时,烟支的密度指数为0.92(未落入处于1.10~1.21的范围内),该烟支不合格,并且该烟支的密度指数和正常的偏移度0mm所对应的密度指数1.21存在明显差异。图3和图4的结果表明,平准器槽越深,紧头密度指数越大;紧头偏移量越大,紧头密度指数越小。表明平准器槽深对紧头及烟支质量存在影响。在卷烟烟支卷制紧头质量的评价结果为不合格时,可以通过调节平准器槽深改进紧头质量。
本发明在一些实施方式中,与6槽平准器相比,3槽平准器烟支的紧头密度更大,中部密度更小,而且单支重量标准偏差、吸阻标准偏差、焦油量、CO量也更高;因此,在平准器槽深增加时,烟支紧头密度增大、中部密度降低,端部落丝量、硬度减小,焦油量、CO量增加。
与3槽平准器相比,6槽平准器所卷制卷烟的香气透发程度、烟气的柔和、细腻程度以及甜度最好,杂气、刺激性最小。
本发明实施例提供的卷烟烟支卷制紧头质量评价方法,确定烟支紧头质量评价指标为紧头密度指数和紧头偏移度;确定各烟支紧头质量评价指标的评价标准;分别计算各烟支紧头质量评价指标;根据各烟支紧头质量评价指标的计算结果和对应的评价标准,对卷烟烟支卷制紧头质量进行评价;围绕卷烟产品的烟支质量,通过建立烟支紧头质量检测评价方法,为卷烟企业平准器的选择、不同规格卷烟紧头设计、烟支紧头质量的判定提供指导和理论支撑,为烟支质量的一致性提供更好的质量评价方法,推动卷烟纸生产企业高质量发展,对提升行业精益加工和卷烟质量上水平具有最要意义。
至此,已经详细描述了本公开的各实施例。为了避免遮蔽本公开的构思,没有描述本领域所公知的一些细节。本领域技术人员根据上面的描述,完全可以明白如何实施这里公开的技术方案。
虽然已经通过示例对本公开的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上示例仅是为了进行说明,而不是为了限制本公开的范围。本领域的技术人员应该理解,可在不脱离本公开的范围和精神的情况下,对以上实施例进行修改或者对部分技术特征进行等同替换。本公开的范围由所附权利要求来限定。
- 一种卷烟烟支卷制质量稳定性评价方法
- 一种卷烟加工烟支卷制质量稳定性的检验方法