潮模砂砂型排气弹簧气针组件
文献发布时间:2023-06-19 10:36:57
技术领域
本发明涉及一种模具排气组件,具体涉及一种潮模砂砂型排气弹簧气针组件。
技术背景
在潮模砂全自动化的造型生产线铸造生产中,虽然能够大量减少工人的劳动强度,大幅提高生产效率。但是由于设备的局限性,一些特殊的产品对于型砂的透气性有很高的要求,而当前自动化生产的砂型并不能满足生产所需的工艺要求,将会导致大量的废品。
发明内容
本发明的目的是克服上述不足,提供潮模砂砂型排气弹簧气针组件,通过把砂型透气性做到能够满足实际生产的要求,同时避免因为不同产品结构。
按照本发明的技术方案,所述潮模砂砂型排气弹簧气针组件,包括盖板、气针、导套、导向柱及弹簧,所述导套固定在盖板上,导套顶部设有气针,所述气针的顶部延伸至导套外部,气针的底部设在导套的内孔处,所述导套内部还设有一个弹簧,所述弹簧的底部固定在盖板上,弹簧的中心设有一个导向柱,导向柱的长度小于弹簧长度,弹簧的顶部与气针的底部相连接。
作为本发明的进一步改进,所述盖板底部设有一个螺栓孔。
作为本发明的进一步改进,所述导套外部设有一圈凸台。
作为本发明的进一步改进,所述导向柱固定在气针底部。
作为本发明的进一步改进,所述导向柱的尺寸比弹簧的尺寸短80mm以上。
本发明的优点在于:可以使砂型的排气要求满足工艺要求,简单方便,同时此设计的气针长度是通过弹簧控制的,泛用性强,适应绝大部分的产品结构,避免给设计增加难度,降低成本。
附图说明
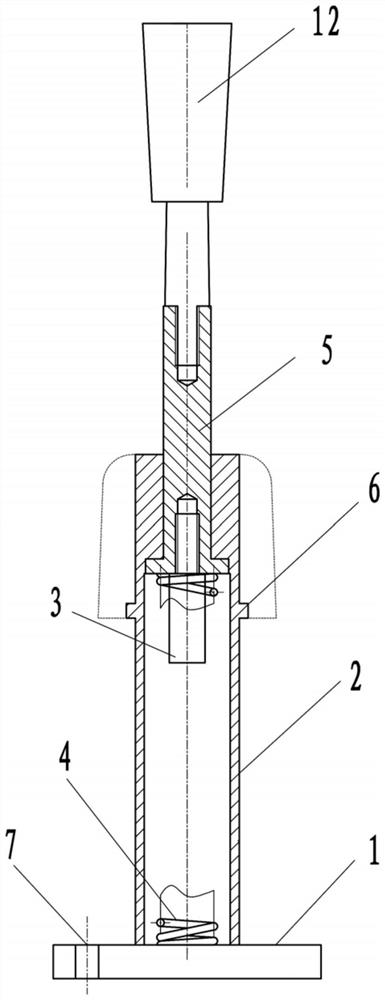
图1为本发明的整体结构的剖视图。
图2为生产流程示意图。
图3为砂型成型示意图。
附图标记说明:1-盖板、2-导套、3-导向柱、4-弹簧、5-气针、6-凸台、7-螺栓孔、8-上压实板、9-下压实板、10-上砂型框、11-下砂型框、12-高度补偿柱、13-型板、14-型腔或冒口。
具体实施方式
下面按照图示对本发明作进一步阐述。
如图1-3所示,潮模砂砂型排气弹簧气针组件,包括盖板1、气针5、导套2、导向柱3及弹簧4,所述导套2固定在盖板1上,导套2顶部设有气针5,所述气针5的顶部延伸至导套2外部,气针5的底部设在导套2的内孔处,所述导套2内部还设有一个弹簧4,所述弹簧4的底部固定在盖板1上,弹簧4的中心设有一个导向柱3,导向柱3的长度小于弹簧4的长度,弹簧4的顶部与气针5的底部相连接。
所述盖板1底部设有一个螺栓孔7,用于把整体组件固定在模具上。
所述导套2外部设有一圈凸台6,为导套2限位。
所述导向柱3固定在气针5底部。
所述导向柱3的尺寸比弹簧4的尺寸短80mm以上,符合模具的压缩量。
本发明的工作过程为:
步骤1:型板13起始位置,开始造型,型板移动进入上砂型框与10下砂型框11的中部,
步骤2:上砂型框10与上压实板8下压,下砂型框11和下压实板9上压。
步骤3:上压实板8上的高度补偿柱12与气针接触并压缩气针,开始射砂。完成射砂后上下压实板与上下砂型框退回。
步骤4:上下压实板与上下砂型框退回后,型板13向左移动,返回起始位置,然后上砂型框10向下移动与下砂型框11向上移动,开始合箱。
步骤5:上砂型框10与下砂型框11合箱,形成完整的砂型。型腔或者冒口14通过气针与空气相通,改善排气。
- 潮模砂砂型排气弹簧气针组件
- 潮模砂砂型排气弹簧气针组件