一种电池快速加热工艺及装置
文献发布时间:2024-01-17 01:23:59
技术领域
本发明属于电池制造技术领域,尤其涉及一种电池快速加热工艺及装置。
背景技术
电池在加工制造环节时对电池进行加热抽真空的工序中、对电池进行加热往往需要在干燥炉内进行烘烤四小时以上,存在着效率低,并且为了提高加工制造效率大多采用增加干燥炉实现,同时也大幅度增加了生产成本;
因此传统的在干燥炉内对电池进行加热后抽真空的加工工艺已经无法满足人们的使用需求。
发明内容
鉴于上述现有技术的不足,本发明的目的在于提供一种效率高,成本低,旨在解决由于现有技术无法提供一种有效的电池快速加热工艺,导致电池加热抽真空耗时长、用户体验不佳的问题。
一方面,本发明提供了一种电池快速加热工艺,所述工艺包括下述步骤:
步骤一,对上料物流输送线上的多个所述电池均进行快速加热;
步骤二,将多个所述电池进行组盘放入电池盘内;
步骤三,将所述电池盘移至干燥炉内并对多个所述电池均进行抽真空。
进一步地,所述工艺还包括:
步骤四,从所述干燥炉内取出所述电池盘;
步骤五,从所述电池盘内取出多个所述电池;
步骤六,将多个所述电池放至下料物流传送线上。
进一步优选地,所述工艺还包括:
在步骤一之前、将多个所述电池放至所述上料物流输送线上。
进一步地,所述将多个所述电池放至上料物流输送线上包括:
将多个所述电池放置所述上料物流输送线的上料区;
所述步骤一包括:对所述上料物流输送线上的加热区内的多个所述电池均进行快速加热;
多个所述电池被放置在所述上料物流输送线的上料区后、被所述上料物流输送线输送至加热区。
进一步地,所述快速加热包括:电磁加热、高频加热、热风加热、红外加热其中的一种或多种。
进一步地,对所述上料物流输送线上的加热区内的多个所述电池均进行快速加热后、被所述上料物流输送线输送至待组盘区;
所述步骤二包括:将所述待组盘区内的多个所述电池进行组盘放入所述电池盘内。
进一步优选地,所述步骤三还包括:
对所述电池盘内的多个所述电池均进行保温或加热。
另一方面,本发明提供了一种电池快速加热装置,所述装置包括:
上料物流输送线,输送电池并在工作面上按先后顺序依次设置上料区、加热区、待组盘区;
快速加热装置,对所述上料物流输送线上的加热区内的多个所述电池进行快速加热;
组盘机器人,将所述待组盘区内的多个所述电池进行组盘放入所述电池盘内;
电池盘,盛放多个所述电池并进行限位或固定;
调度机器人,将所述电池盘移至干燥炉内;
干燥炉,对所述电池盘内的多个所述电池均进行保温或加热;
真空抽取装置,对所述电池盘内的多个所述电池均进行抽真空。
本发明所述的装置,其中,所述调度机器人还包括:从所述干燥炉内取出所述电池盘;
所述装置还包括:拆盘机器人,从所述电池盘内取出多个所述电池并放置下料物流传送线上;
下料物流传送线,输出多个所述电池。
本发明所述的装置,其中,所述装置还包括至少一个处理器;以及,
与所述至少一个处理器通信连接的存储器;其中,
所述存储器存储有可被所述至少一个处理器执行的指令,所述指令被所述至少一个处理器执行,以使所述至少一个处理器能够执行权利要求1-7任一项所述的电池快速加热工艺。
本发明的有益效果在于:步骤一,对上料物流输送线上的多个电池均进行快速加热;步骤二,将多个电池进行组盘放入电池盘内;步骤三,将电池盘移至干燥炉内并对多个电池进行抽真空;步骤四,从干燥炉内取出电池盘;步骤五,从电池盘内取出多个电池;步骤六,将多个电池放置下料物流传送线上;从而提高了电池加热抽真空的效率,大大降低了生产成本,进而提高了生产效益。
附图说明
图1是本发明实施例一提供的电池快速加热工艺的实现流程图;
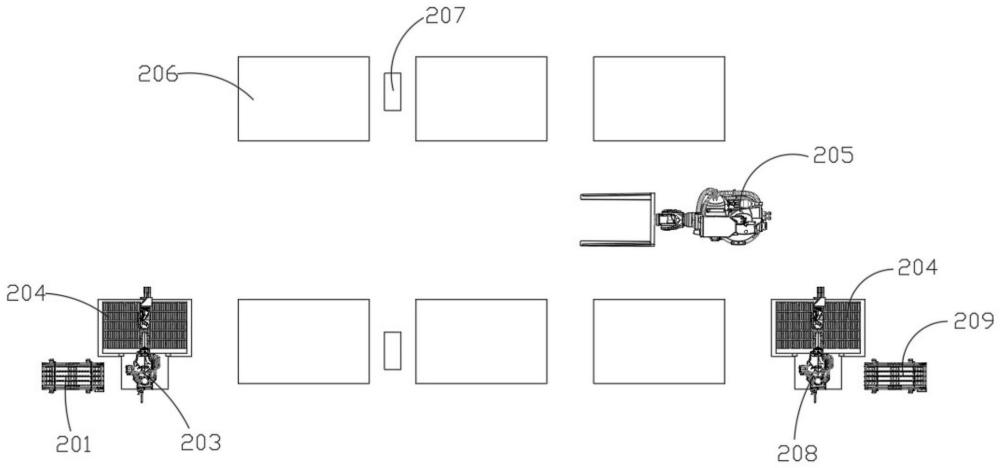
图2是本发明实施例二提供的电池快速加热装置的结构俯视图;
图3是本发明实施例二提供的电池快速加热装置的上料物流输送线的三维图;
图4是本发明实施例二提供的电池快速加热装置的硬件连接示意图。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
以下结合具体实施例对本发明的具体实现进行详细描述:
图1示出了本发明实施例一提供的电池快速加热工艺的实现流程,为了便于说明,仅示出了与本发明实施例相关的部分,详述如下:
步骤S101,对上料物流输送线上的多个电池均进行快速加热;
在本发明的实施例中,快速加热包括:电磁加热、高频加热、热风加热、红外加热其中的一种或多种。
进一步地,对上料物流输送线上的加热区内的多个电池均进行快速加热后、被上料物流输送线输送至待组盘区。
步骤S102,将多个电池进行组盘放入电池盘内;
在本发明的实施例中,进一步地,将待组盘区内的多个电池进行组盘放入电池盘内。
步骤S103,将电池盘移至干燥炉内并对多个电池均进行抽真空。
在本发明的实施例中,还包括:使用干燥炉对电池盘内的多个电池均进行保温(避免电池温度下降)或加热(弥补电池被快速加热后移至干燥炉内的过程中冷却的温差)。
步骤S104,从干燥炉内取出电池盘;
步骤S105,从电池盘内取出多个电池;
步骤S106,将多个电池放至下料物流传送线上。
在本发明的实施例中,以实现对加热抽真空后的电池盘内的电池进行拆盘,以使多个电池单独流入下个加工工序。
在本发明的实施例中,步骤S101,对上料物流输送线上的多个电池均进行快速加热;步骤S102,将多个电池进行组盘放入电池盘内;步骤S103,将电池盘移至干燥炉内并对多个电池进行抽真空;步骤S104,从干燥炉内取出电池盘;步骤S105,从电池盘内取出多个电池;步骤S106,将多个电池放置下料物流传送线上;从而提高了电池加热抽真空的效率,大大降低了生产成本,进而提高了加工体验。
进一步地,工艺还包括:在S101之前、将多个电池放至上料物流输送线上。
进一步地,将多个电池放至上料物流输送线上包括:将多个电池放置上料物流输送线的上料区。
步骤S101包括:对上料物流输送线上的加热区内的多个电池均进行快速加热;
多个电池被放置在上料物流输送线的上料区后、被上料物流输送线输送至加热区。
在本发明的实施例中,每个加工步骤环环相扣且均为流水线试加工,无需等待上个加工工序,效率高。
图2至图4示出了本发明实施例二提供的电池快速加热装置的结构,为了便于说明,仅示出了与本发明实施例相关的部分,其中包括:
上料物流输送线201,输送电池200并在工作面上按先后顺序依次设置上料区2011、加热区2012、待组盘区2013;
快速加热装置202,对上料物流输送线201上的加热区2012内的多个电池200进行快速加热;在本发明实施例中优选电磁加热器进行加热,由原来的干燥炉对电池进行加热的四小时缩减到半小时不到,大大提高了制造效率,且成本低。
组盘机器人203,将待组盘区2013内的多个电池200进行组盘放入电池盘204内;
电池盘204,盛放多个电池200并进行限位或固定;
调度机器人205,将电池盘204移至干燥炉206内;其中,调度机器人205装在导轨(图中未显示)上,以将多个电池盘204移至多个不同位置的干燥炉206内。
干燥炉206,对电池盘204内的多个电池200均进行保温或加热;
真空抽取装置207,对电池盘204内的多个电池200均进行抽真空;其中,真空抽取装置207连入干燥炉206对电池盘204内的多个电池200进行抽真空;
调度机器人205还包括:从干燥炉206内取出电池盘204;
装置还包括:拆盘机器人208,从电池盘204内取出多个电池200并放置下料物流传送线209上;
下料物流传送线209,输出多个电池200。
需要进行说明的是,组盘机器人203和调度机器人205以及拆盘机器人208均为六轴机械手。
如图4所示,装置10还包括:
一个或多个处理器(工控机)110以及存储器120,图4中以一个处理器110为例进行介绍,处理器110和存储器120可以通过总线或者其他方式连接,图4中以通过总线连接为例。
处理器110用于完成装置10的各种控制逻辑,其可以为通用处理器、数字信号处理器(DSP)、专用集成电路(ASIC)、现场可编程门阵列(FPGA)、单片机、ARM(Acorn RISCMachine)或其它可编程逻辑器件、分立门或晶体管逻辑、分立的硬件组件或者这些部件的任何组合。还有,处理器110还可以是任何传统处理器、微处理器或状态机。处理器110也可以被实现为计算设备的组合,例如,DSP和微处理器的组合、多个微处理器、一个或多个微处理器结合DSP核、或任何其它这种配置。
存储器120作为一种非易失性计算机可读存储介质,可用于存储非易失性软件程序、非易失性计算机可执行程序以及模块,如本发明实施例中的电池快速加热工艺对应的程序指令。处理器110通过运行存储在存储器120中的非易失性软件程序、指令以及单元,从而执行装置10的各种功能应用以及数据处理,即实现上述方法实施例中的电池快速加热工艺。
存储器120可以包括存储程序区和存储数据区,其中,存储程序区可存储操作装置、至少一个功能所需要的应用程序;存储数据区可存储根据装置10使用所创建的数据等。此外,存储器120可以包括高速随机存取存储器,还可以包括非易失性存储器,例如至少一个磁盘存储器件、闪存器件、或其他非易失性固态存储器件。在一些实施例中,存储器120可选包括相对于处理器110远程设置的存储器,这些远程存储器可以通过网络连接至装置10。上述网络的实例包括但不限于互联网、企业内部网、局域网、移动通信网及其组合。
一个或者多个单元存储在存储器120中,当被一个或者多个处理器110执行时,执行上述任意方法实施例中电池快速加热工艺,例如,执行以上描述的图1中的方法步骤S101至步骤S106。
通过以上的实施例的描述,本领域的技术人员可以清楚地了解到各实施例可借助软件加通用硬件平台的方式来实现,当然也可以通过硬件实现。基于这样的理解,上述技术方案本质上或者说对相关技术做出贡献的部分可以以软件产品的形式体现出来,该计算机软件产品可以存在于计算机可读存储介质中,如ROM/RAM、磁碟、光盘等,包括若干指令用以使得一台计算机电子设备(可以是个人计算机,服务器,或者网络电子设备等)执行各个实施例或者实施例的某些部分的方法。
除了其他之外,诸如"能够'、"能"、"可能"或"可以"之类的条件语言除非另外具体地陈述或者在如所使用的上下文内以其他方式理解,否则一般地旨在传达特定实施方式能包括(然而其他实施方式不包括)特定特征、元件和/或操作。因此,这样的条件语言一般地不旨在暗示特征、元件和/或操作对于一个或多个实施方式无论如何都是需要的或者一个或多个实施方式必须包括用于在有或没有学生输入或提示的情况下判定这些特征、元件和/或操作是否被包括或者将在任何特定实施方式中被执行的逻辑。
已经在本文中在本说明书和附图中描述的内容包括能够提供电池快速加热工艺及装置的示例。当然,不能够出于描述本公开的各种特征的目的来描述元件和/或方法的每个可以想象的组合,但是可以认识到,所公开的特征的许多另外的组合和置换是可能的。因此,显而易见的是,在不脱离本公开的范围或精神的情况下能够对本公开做出各种修改。此外,或在替代方案中,本公开的其他实施例从对本说明书和附图的考虑以及如本文中所呈现的本公开的实践中可能是显而易见的。意图是,本说明书和附图中所提出的示例在所有方面被认为是说明性的而非限制性的。尽管在本文中采用了特定术语,但是它们在通用和描述性意义上被使用并且不用于限制的目的。