一种脚手架横杆自动排料定位机构
文献发布时间:2023-06-19 09:43:16
技术领域
本发明涉及镀锌装置领域,具体涉及一种脚手架横杆自动排料定位机构。
背景技术
热浸镀锌,即是热镀锌,也叫热浸锌和热浸镀锌:是一种有效的金属防腐方式,主要用于各行业的金属结构设施上。是将除锈后的钢件浸入500℃左右融化的锌液中,使钢构件表面附着锌层,从而起到防腐的目的。热镀锌工艺流程:成品酸洗-水洗-加助镀液-烘干-挂镀-冷却-钝化-清洗-打磨-热镀锌完工。
目前脚手架横杆镀锌产线中,横杆在转运料框中基本处于无序状态,横杆在挂料过程中均采用人工挂料形式,由于横杆需要以特定的位置进行热镀锌工艺才能保证最好的镀锌效果,因此利用工人刮料大大增加了人工成本,降低了挂件效率,员工的劳动强度也较大,容易出现较多的纰漏,同时也存在不小的安全风险。
发明内容
本发明要解决的技术问题是提供一种脚手架横杆自动排料定位机构,结构简单,能实现脚手架横杆自动排料定位,因此满足机器人自动挂料需求,减轻员工劳动强度、提高效率,降低企业人工成本。
为了解决上述技术问题,本发明提供了一种脚手架横杆自动排料定位机构,包括上料机构、定位机构和下料机构,所述上料机构包括对称设置的转运装置,两个所述转运装置内设置有移动杆,所述移动杆上设置有第一轨道,所述第一轨道上设置有移动块,所述移动块上设置有电机,所述电机上设置有吸料板,所述吸料板下方设置有料框;所述定位机构与所述下料机构均设置在工作台上,所述工作台上设置有传送带,所述定位机构包括第一料门和第二料门,所述第一料门包括第一限位杆和视觉识别机构,所述第二料门包括旋转气缸和第二限位杆。
进一步地,所述吸料板是电磁铁。
进一步地,所述转运装置包括支撑杆,所述支撑杆上设置有横杆,两个所述横杆相对的面上设置有第二轨道,所述移动杆设置在所述第二轨道内。
进一步地,所述工作台一侧设置有减速机。
进一步地,所述第一料门包括第一固定杆,所述第一固定杆上设置有第一气缸,所述第一气缸带动所述第一限位杆上下移动。
进一步地,所述第二料门包括第二固定杆,所述第二固定杆上设置有第二气缸,所述第二气缸带动所述第二限位杆上下移动。
进一步地,所述下料机构包括主定位板和辅定位板,所述主定位板的长度与所述工作台的宽度相等,所述辅定位板设置在所述主定位板上并且可以通过移动装置进行移动。
本发明的有益效果:本申请可实现脚手架横杆的自动排料定位功能,工作效率得到提高,大大降低了员工劳动强度。同时整体结构具备以下优点:
1.上料机构采用转运装置和移动杆配合使用覆盖水平面,电机带动吸料板上下运动覆盖垂直面,形成XYZ三轴运动,覆盖范围广,可满足不同长度的工件转运需求。
2.吸料板可同时抓取多根工件,大大缩短了工件排料定位的节拍时间
3.采用视觉识别机构及第一料门和第二料门配合使用的方式,第一料门进行初步定位,第二料门利用旋转气缸进行精确定位,可将无序的工件按挂件需求自动排料定位。
附图说明
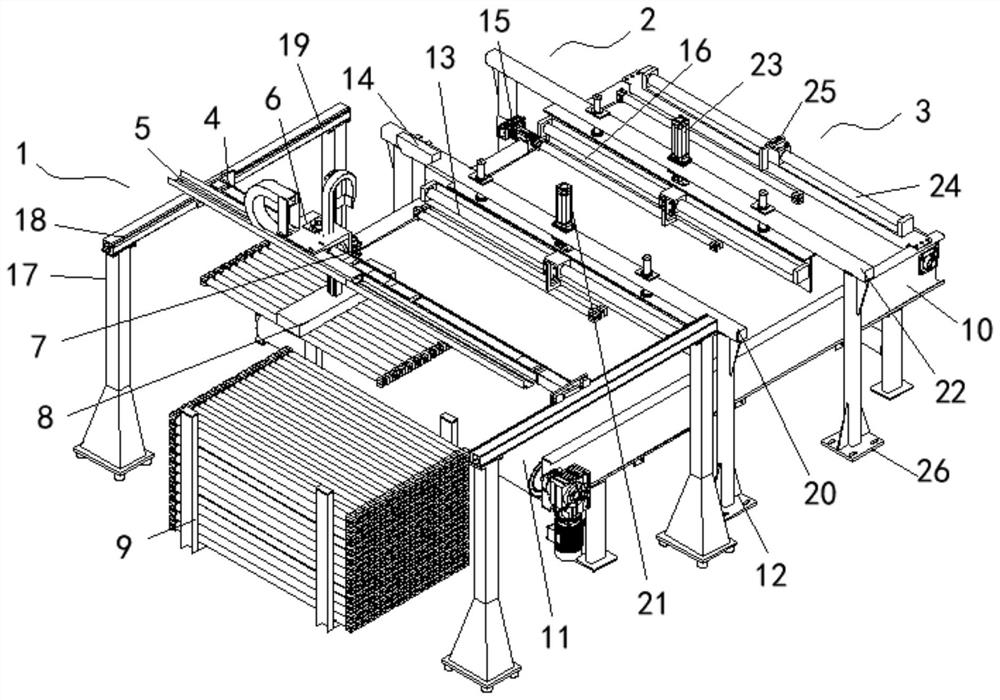
图1是本发明的整体结构示意图。
图中标号说明:1、上料机构;2、定位机构;3、下料机构;4、移动杆;5、第一轨道;6、移动块;7、电机;8、吸料板;9、料框;10、工作台;11、传送带;12、第一料门;13、第一限位杆;14、视觉识别机构;15、旋转气缸;16、第二限位杆;17、支撑杆;18、横杆;19、第二轨道;20、第一固定杆;21、第一气缸;22、第二固定杆;23、第二气缸;24、主定位板;25、辅定位板,26、第二料门。
具体实施方式
下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
参照图1所示,本发明的一种脚手架横杆18自动排料定位机构2的一实施例,包括上料机构1、定位机构2和下料机构3,上料机构1包括对称设置的转运装置,两个转运装置内设置有移动杆4,移动杆4上设置有第一轨道5,第一轨道5上设置有移动块6,移动块6上设置有电机7,电机7上设置有吸料板8,吸料板8下方设置有料框9;定位机构2与下料机构3均设置在工作台10上,工作台10上设置有传送带11,定位机构2包括第一料门12和第二料门26,第一料门12包括第一限位杆13和视觉识别机构14,第二料门26包括旋转气缸15和第二限位杆16。
转运装置包括支撑杆17,支撑杆17上设置有横杆18,两个横杆18相对的面上设置有第二轨道19,移动杆4设置在第二轨道19内
使用时,首先将排列好的脚手架配件放置在料框9内,此时利用移动杆4可以在第二轨道19内移动的特性可以将移动杆4移动到料框9上方,再次调整移动块6将吸料板8调整至合适位置,此时启动电机7,吸料板8下降,将产品吸出,吸附完成后,吸料板8上升,再次将移动杆4的位置移动至工作台10的上方,此时启动电机7,吸料板8下降,将物料放置在工作台10上,吸料板8采用电磁铁,可以随时断电消磁。
之后减速机带动传送带11移动,将物料传送至第一料门12,第一料门12包括第一限位杆13和视觉识别机构14,利用视觉识别机构14可以得到此时物料的位置信息,利用第一限位杆13可以限制物料通过第一料门12时的位置,比如物料处于不同位置时高度不同,利用第一限位杆13即可将物料限定在预想的位置,之后经过第二料门26,此时工作人员可以通过从视觉识别机构14传输的位置信息可以得到此时物料的状态,如果不是预想位置,则利用第二料门26上的旋转气缸15将物料旋转到预想位置,最后进入下料机构3排布,等待自动装置抓取。
下料机构3包括主定位板24和辅定位板25,主定位板24的长度与工作台10的宽度相等,辅定位板25设置在主定位板24上并且可以通过移动装置进行移动,主定位板24可以将通过第一料门12和第二料门26的物料限位在传送带11上,防止其跌落工作台10,辅定位板25可以限位此时物料的垂直位置,当需要取料时,辅定位板25收回,此时机械手等自动取料装置便可将排布好的物料从工作台10上取出,实现全自动化流程。
以上所述实施例仅是为充分说明本发明而所举的较佳的实施例,本发明的保护范围不限于此。本技术领域的技术人员在本发明基础上所作的等同替代或变换,均在本发明的保护范围之内。本发明的保护范围以权利要求书为准。
- 一种脚手架横杆自动排料定位机构
- 一种脚手架横杆自动排料定位机构