一种T型螺栓组件及其装配方法
文献发布时间:2023-06-19 09:44:49
技术领域
本发明涉及T型螺栓制造技术领域,具体涉及一种T型螺栓组件及其装配方法。
背景技术
T型螺栓又称为预埋槽道螺栓,属于活动性地脚螺栓,可直接放入型材槽内,在整个安装过程中可以自动、准确地定位和夹紧,常与法兰螺母配合使用,是安装角件时的标准配套连接件。T型螺栓可根据型材槽宽和不同系列的型材来选择使用。
T型螺栓及C型梁在轨道交通车辆中应用广泛。现有T型螺栓包括螺栓头和螺纹柱,为一体结构,采用模具冲压或者机械切削的方法加工而成。现有上述结构的T型螺栓不仅生产周期长而且生产成本高。
因此,市场上亟需设计一种加工方便,生产周期短的低成本、安全可靠的T型螺栓。
发明内容
为解决现有技术存在的不足,本发明提供了一种T型螺栓组件及其装配方法。
本发明的技术方案为:一种T型螺栓组件,包括螺栓头和螺纹柱,所述螺栓头上设置有螺纹孔,所述螺纹孔内设置有内螺纹;所述螺纹柱上设置有与内螺纹相匹配的第一外螺纹,所述螺栓头和螺纹柱通过内螺纹和第一外螺纹啮合固定连接。
进一步的,所述螺纹柱的一端设置有断尾头,所述断尾头和所述螺纹柱之间设置有断尾槽,所述螺纹柱的另一端与所述螺栓头固定连接。
进一步的,所述断尾头与所述螺纹柱设置为一体结构。
进一步的,所述断尾头断面设置为梅花形状或方形。
进一步的,所述断尾槽的截面设置为三角形结构,所述断尾槽的顶角设置为45°~65°,所述断尾槽的顶角半径设置为0.5mm。
进一步的,所述螺纹柱上设置有第二外螺纹,所述第二外螺纹设置于第一外螺纹与断尾槽之间;所述第一外螺纹设置为细牙螺纹,所述第二外螺纹设置为粗牙螺纹;所述细牙螺纹和所述粗牙螺纹之间设置有工艺退刀槽。进一步的,所述螺栓头总高度大于所述螺纹柱的直径。
进一步的,所述螺栓头包括底座和设置在底座上的凸台,所述底座和所述凸台设置为一体结构。所述底座设置为长方体结构;所述底座也可设置为半圆形或者其他形状。所述凸台设置为长方体结构。所述螺纹孔穿过凸台的中心至底座上,所述底座内部设置有用于加工螺纹孔的工艺退刀槽。
进一步的,所述螺纹孔设置为盲孔,所述盲孔深度大于螺纹柱直径的0.6倍。
进一步的,螺栓头的材质及热处理方式与螺纹柱保持一致。
一种对上述T型螺栓组件的装配方法,具体包括以下步骤:
在所述T型螺栓头的内螺纹与相配合的螺纹柱第一外螺纹上均涂抹润滑脂;
将所述螺纹柱的第一外螺纹旋入螺栓头螺纹孔中,完成初装配;
将初装配的T型螺栓组件固定在专用工装上;
采用预紧工具对所述断尾头施加扭矩,所述断尾头被剪断,完成T型螺栓组件的最终装配。
本发明所达到的有益效果为:
1、本发明设计了一种由螺栓头和螺纹柱组成的可装配式的T型螺栓组件,具体设置为所述螺栓头上设置有螺纹孔,所述螺纹孔内设置有内螺纹。所述螺纹柱上设置有与内螺纹相匹配的第一外螺纹,所述螺栓头和螺纹柱通过内螺纹和第一外螺纹啮合固定连接,从而使得螺栓头和螺纹柱可以分别加工后再装配,解决了T型螺栓一体加工成型成本高、时间长的技术问题,降低了生产成本和生产周期。
2、本发明采用了根据螺纹螺距不同而在螺纹柱上分别设置细牙螺纹和粗牙螺纹的技术方案,使得所述螺纹柱和所述螺栓头的连接强度高,确保连接安全可靠。
3、本发明采用了所述螺纹柱的一端设置有断尾头,所述断尾头和所述螺纹柱之间设置有断尾槽的技术方案,当T型螺栓组件装配完成后,使得螺栓头和螺纹柱之间具有足够的紧固力,满足了高可靠性的需求。
附图说明
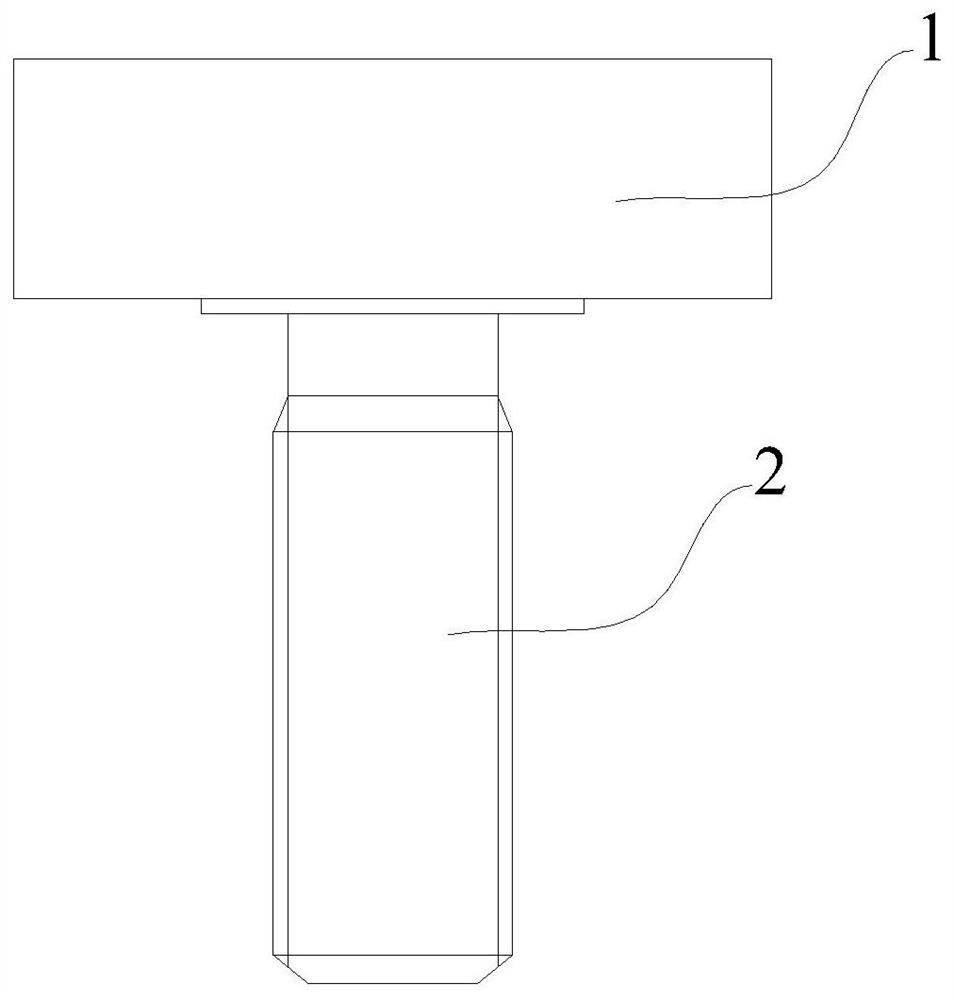
图1是本发明T型螺栓组件整体结构示意图。
图2是本发明螺纹柱结构示意图。
图3是本发明螺栓头结构示意图。
图4是图3的左视图。
图5是本发明T型螺栓组件的初装图。
图6是本发明T型螺栓组件的装配过程图。
图中,1、螺栓头;101、内螺纹;102、底座;103、凸台;104、第二工艺退刀槽;2、螺纹柱;201、第一外螺纹;202、第二外螺纹;203、断尾头;204、断尾槽;205、第一工艺退刀槽;3、专用工装。
具体实施方式
为便于本领域的技术人员理解本发明,下面结合附图说明本发明的具体实施方式。
如图1~6所示,本发明提供了一种T型螺栓组件,包括螺栓头1和螺纹柱2,所述螺栓头1上设置有螺纹孔,所述螺纹孔内设置有内螺纹101。所述螺纹柱2上设置有与内螺纹101相匹配的第一外螺纹201,所述螺栓头1和螺纹柱2通过内螺纹101和第一外螺纹201啮合固定连接。
所述螺纹柱2的一端设置有断尾头203,所述断尾头203和所述螺纹柱2之间设置有断尾槽204,所述螺纹柱2的另一端与所述螺栓头1固定连接。所述断尾头203与所述螺纹柱2设置为一体结构。
螺栓头1和螺纹柱2可以分别加工后再装配,解决了T型螺栓一体加工成型成本高、时间长的技术问题,降低了生产成本和生产周期。
所述断尾头203断面设置为梅花形状或方形或者其他形状,优选梅花形状,其中梅花形状可选用十二角梅花或者六角梅花。所述断尾槽204的截面设置为三角形结构,所述断尾槽204的顶角设置为45°~65°,所述断尾槽204的顶角半径设置为0.5mm。所述断尾槽204的深度与螺纹柱2的公差直径及性能等级相关。
所述螺纹柱2上还设置有第二外螺纹202,所述第二外螺纹202设置于第一外螺纹201与断尾槽204之间。优选的,所述第一外螺纹201设置为细牙螺纹,所述第二外螺纹202设置为粗牙螺纹;所述细牙螺纹和所述粗牙螺纹之间设置有第一工艺退刀槽205。优先的,细牙螺纹和粗牙螺纹具有相同的公称直径。
根据螺纹螺距不同而在螺纹柱2上分别设置细牙螺纹和粗牙螺纹的技术方案,使得所述螺纹柱2和所述螺栓头1的连接强度高,确保连接安全可靠。
所述螺栓头1的高度大于所述螺纹柱2的直径。所述螺栓头1包括底座102和设置在底座102上的凸台103,所述底座102和所述凸台103设置为一体结构。所述底座102设置为长方体结构,也可设置为半圆形或者其他形状。所述凸台103设置为长方体结构。所述螺纹孔穿过凸台103的中心至底座102上,所述底座102内部设置有用于加工螺纹孔的第二工艺退刀槽104。
所述螺纹孔设置为盲孔,所述盲孔深度大于螺纹柱2直径的0.6倍,所述盲孔优选平底盲孔。
螺栓头1的材质及热处理方式与螺纹柱2保持一致。
一种对上述T型螺栓组件的装配方法,具体包括以下步骤:
在所述T型螺栓头1的内螺纹101与相配合的螺纹柱2的细牙螺纹上均涂抹润滑脂。
将所述螺纹柱2的细牙螺纹旋入螺栓头1螺纹孔中,完成初装配。
将初装配的T型螺栓组件固定在专用工装3上。
采用预紧工具对所述断尾头203施加扭矩,所述断尾头203被剪断,完成T型螺栓组件的最终装配。
当T型螺栓组件装配完成后,使得螺栓头1和螺纹柱2之间具有足够的紧固力,实现了高可靠性的需求。
以上所述的本发明实施方式,并不构成对本发明保护范围的限定。任何在本发明的精神和原则之内所作的修改、等同替换和改进等,均应包含在本发明的权利要求保护范围之内。
- 一种T型螺栓组件及其装配方法
- 一种预埋槽固定用防脱T型螺栓组件