一种大型矩形止水槽加工方法及尾水事故闸门门槽座圈
文献发布时间:2023-06-19 10:44:55
技术领域
本发明涉及机械加工领域,尤其涉及一种大型矩形止水槽加工方法及尾水事故闸门门槽座圈。
背景技术
抽水蓄能电站中金属结构产品制造要求比常规水电站高,特别是尾水事故闸门门槽座圈因其结构复杂、机加工面积大、加工要求高而成为门槽质量控制的重点和难点。其中门槽的座圈与顶盖之间的矩形止水槽的加工质量,直接影响到尾水门槽座圈的密封效果,进而影响到整个尾水闸室的安全。采用传统的加工方式对尾水事故闸门门槽座圈进行加工止水槽时多个问题,包括:1、由于掉刀现象导致部分槽底有深约1mm左右的圆弧坑出现,部分槽深超标,最深处达到12mm(止水槽的深度尺寸范围为10.5-11mm)。2、因刀具运行时甩动,部分槽宽超标,最宽处达到18.5mm(止水槽的宽度尺寸范围为17.5-18mm)。3、止水槽的侧壁一些位置出现了宽1mm左右、长度不等的清晰可见的台阶,在圆弧转角处更为明显。4、因刀具直径选择不当,止水槽会出现上口宽度为18.5~19mm,底部宽度为16.5~17mm的梯形。综上,采用传统的加工工艺对尾水事故闸门门槽座圈加工时存在加工尺寸精度无法达标的缺陷,导致尾水事故闸门门槽座圈的密封效果较差。
发明内容
为了克服现有技术中加工尾水事故闸门门槽座圈上的止水槽时存在的尺寸精度无法保证的缺陷,本发明所需要解决的问题在于提出一种大型矩形止水槽加工方法,采用该方法加工的止水槽具有尺寸精度高的优点,使得尾水事故闸门门槽座圈的密封效果提高。
为达此目的,本发明采用以下技术方案:
本发明一方面提供了一种大型矩形止水槽加工方法,包括以下步骤:
S1、选用φ16.5mm的三刃铣刀,采用夹具工装将三刃铣刀装夹于铣床上;
S2、完成装夹后,通过铣床对工件的止水槽进行加工,每次进刀2mm,铣完5圈,使得槽的深度到达10mm;
S3、选用φ17.5mm的三刃铣刀,替换原本处于铣床的夹具工装上的φ16.5mm的三刃铣刀;
S4、完成换刀后,将三刃铣刀的中心线对准止水槽中心线,对止水槽再铣一圈,扩深扩宽,且采用φ17.5mm的三刃铣刀对止水槽进行加工时,需完整连续的加工,中途铣床不能停机。
优选地,所述夹具工装包括:
套筒,所述套筒固定于铣床上,所述套筒中心部位开设有通孔,所述套筒包括装夹端以及固定端,所述固定端于铣床配合连接,所述固定端内的通孔设置有内螺纹;
螺杆,所述螺杆的上端配合于所述套筒内部通孔的内螺纹上,所述螺杆的下端通过螺纹连接的方式与所述铣刀顶部内螺纹相连。
优选地,所述套筒与所述螺杆之间通过螺纹连接配合的长度不小于20mm。
优选地,所述套筒内的通孔直径大小为10.5mm。
本发明的另一方面公开了一种尾水事故闸门门槽座圈,该尾水事故闸门门槽座圈采用上述的大型矩形止水槽加工方法进行加工止水槽。
优选地,尾水事故闸门门槽座圈包括:
门槽座圈主体,所述门槽座圈主体采用矩形的环状,所述门槽座圈主体上等距设置有若干的通孔;
止水槽,所述止水槽环绕设置于所述门槽座圈主体靠近内圈的边缘,且所述门槽座圈主体上设置有两条所述止水槽,两条所述止水槽之间的间距为固定值。
优选地,所述止水槽的深度值处于10.5-11mm之间,所述止水槽的宽度值处于17.5-18mm之间。
本发明的有益效果为:
本发明提供的一种大型矩形止水槽加工方法及尾水事故闸门门槽座圈,其中大型矩形止水槽加工方法包括以下步骤:首先选用φ16.5mm的三刃铣刀,采用夹具工装将三刃铣刀装夹于铣床上;其次在完成装夹后,通过铣床对工件的止水槽进行加工,每次进刀2mm,铣完5圈,使得槽的深度到达10mm;然后选用φ17.5mm的三刃铣刀,替换原本处于铣床的夹具工装上的φ16.5mm的三刃铣刀,进行换刀加工;最后在完成换刀后,将三刃铣刀的中心线对准止水槽中心线,对止水槽再铣一圈,扩深扩宽,且采用φ17.5mm的三刃铣刀对止水槽进行加工时,需完整连续的加工,中途铣床不能停机。通过采用φ16.5mm的三刃铣刀首先对工件(尾水事故闸门门槽座圈)进行初步加工,分为5次加工,每次进刀2mm,确保加工的精度。而后将铣刀换成φ17.5mm的三刃铣刀,并使三刃铣刀中心线与原来加工槽的中线心对齐,换刀后控制铣刀的进刀量为0.5mm-1之间,提高加工精度,并且由于铣刀的直径为17.5mm,正好为止水槽宽度的最低要求,降低加工难度(由于铣刀的直径为17.5mm。,故而采用该铣刀加工出的槽的直径必定大于17.5mm,进而只需控制使加工槽的宽度不超过18mm即可),使得止水槽的尺寸精度更好满足,进而使得采用该方法加工的止水槽具有尺寸精度高的优点,进而使得尾水事故闸门门槽座圈的密封效果提高。
通过采用套筒以及螺杆的组合成的夹具工装对铣刀记性固定装夹,其中套筒(通过机芯夹)固定于机床上,螺杆通过螺纹连接的方式固定于套筒的内孔中,通过螺杆将铣刀固定到套筒上,进而避免铣刀在加工过程中出现掉刀现象,保证加工精度。并且采用螺纹连接具有良好的拆装性,使得换刀过程更加便捷,提高加工效率。
附图说明
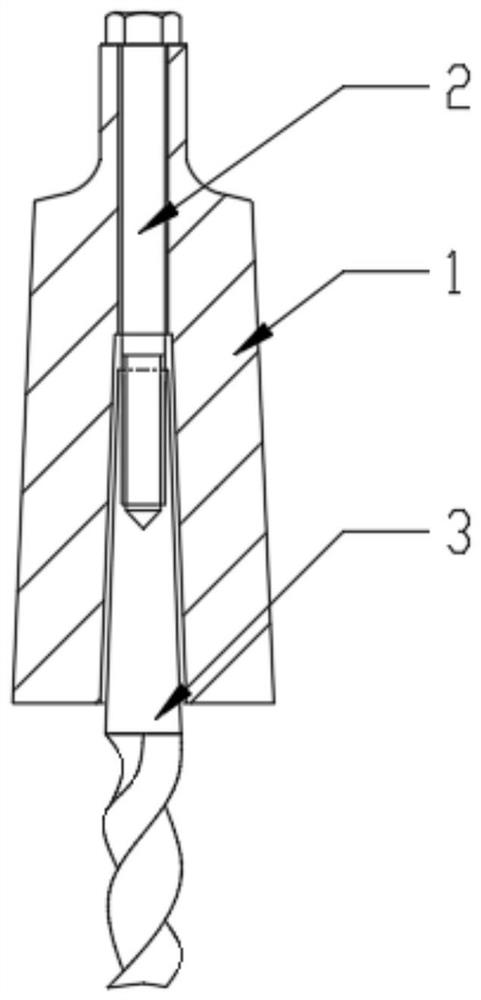
图1为本发明公开的夹具工装的结构示意图;
图2为本发明公开的尾水事故闸门门槽座圈的结构示意图;
图3为图2中A-A处的截面图。
图中:
1、套筒;2、螺杆;3、铣刀;4、尾水事故闸门门槽座圈;41、门槽座圈主体;42、止水槽。
具体实施方式
下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
实施例一:
如图1所示,
本实施例中提供的一种大型矩形止水槽加工方法,包括以下步骤:首先选用φ16.5mm的三刃铣刀,采用夹具工装将三刃铣刀装夹于铣床上;其次在完成装夹后,通过铣床对工件的止水槽进行加工,每次进刀2mm,铣完5圈,使得槽的深度到达10mm;然后选用φ17.5mm的三刃铣刀,替换原本处于铣床的夹具工装上的φ16.5mm的三刃铣刀,进行换刀加工;最后在完成换刀后,将三刃铣刀的中心线对准止水槽中心线,对止水槽再铣一圈,扩深扩宽,且采用φ17.5mm的三刃铣刀对止水槽进行加工时,需完整连续的加工,中途铣床不能停机。通过采用φ16.5mm的三刃铣刀首先对工件(尾水事故闸门门槽座圈)进行初步加工,分为5次加工,每次进刀2mm,确保加工的精度。而后将铣刀换成φ17.5mm的三刃铣刀,并使三刃铣刀中心线与原来加工槽的中线心对齐,换刀后控制铣刀的进刀量为0.5mm-1之间,提高加工精度,并且由于铣刀的直径为17.5mm,正好为止水槽宽度的最低要求,降低加工难度(由于铣刀的直径为17.5mm。,故而采用该铣刀加工出的槽的直径必定大于17.5mm,进而只需控制使加工槽的宽度不超过18mm即可),使得止水槽的尺寸精度更好满足,进而使得采用该方法加工的止水槽具有尺寸精度高的优点。
进一步地,夹具工装包括螺杆、套筒,套筒固定于铣床上,套筒中心部位开设有通孔,套筒包括装夹端以及固定端,固定端于铣床配合连接,固定端内的通孔设置有内螺纹。螺杆的上端配合于套筒内部通孔的内螺纹上,螺杆的下端通过螺纹连接的方式与铣刀顶部内螺纹相连。通过采用套筒以及螺杆的组合成的夹具工装对铣刀记性固定装夹,其中套筒(通过机芯夹)固定于机床上,螺杆通过螺纹连接的方式固定于套筒的内孔中,通过螺杆将铣刀固定到套筒上,进而避免铣刀在加工过程中出现掉刀现象,保证加工精度。并且采用螺纹连接具有良好的拆装性,使得换刀过程更加便捷,提高加工效率。
进一步地,套筒与螺杆之间通过螺纹连接配合的长度不小于20mm,通过使得套筒与螺杆二者之间的配合长度不小于20mm,保证铣刀在进行工作时的稳定性,避免出现掉刀的现象(铣刀出现松动),进而保证加工的精度。
进一步地,套筒内的通孔直径大小为10.5mm。
实施例二:
本实施例公开了一种尾水事故闸门门槽座圈,该尾水事故闸门门槽座圈采用上述的大型矩形止水槽加工方法进行加工止水槽。尾水事故闸门门槽座圈采用实施例一中公开的方法进行加工止水槽,使得止水槽上的止水槽的尺寸精度更加准确,进而提高尾水事故闸门门槽座圈的密封性能。
进一步地,尾水事故闸门门槽座圈包括止水槽、门槽座圈主体。门槽座圈主体采用矩形的环状,门槽座圈主体上等距设置有若干的通孔。止水槽环绕设置于门槽座圈主体靠近内圈的边缘,且门槽座圈主体上设置有两条止水槽,两条止水槽之间的间距为固定值。
进一步地,止水槽的深度值处于10.5-11mm之间,止水槽的宽度值处于17.5-18mm之间。
本发明是通过优选实施例进行描述的,本领域技术人员知悉,在不脱离本发明的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。本发明不受此处所公开的具体实施例的限制,其他落入本申请的权利要求内的实施例都属于本发明保护的范围。
- 一种大型矩形止水槽加工方法及尾水事故闸门门槽座圈
- 一种大型工件平面圆弧槽加工装置及利用该装置铣圆弧槽的方法