一种喷涂遮蔽烫印式汽车装饰件的制造方法
文献发布时间:2023-06-19 11:24:21
技术领域
本发明涉及汽车装饰件技术领域,尤其公开了一种喷涂遮蔽烫印式汽车装饰件的制造方法。
背景技术
随着科学技术进步及经济社会发展,汽车车辆已经逐渐越来越多家庭的出行代步工具,汽车车辆经由许许多多的零部件组装而成,汽车装饰件就是汽车车辆常用的配件的一种。
汽车装饰件常常配置有用于对汽车车辆进行装饰的装饰层,现有技术中汽车装饰件的构造设计不合理,装饰层外露极易受到碰触磨损而损坏,使用寿命较低。此外,现有技术中汽车装饰件的装饰方式单一,消费者体验度不高。
发明内容
为了克服现有技术中存在的缺点和不足,本发明的目的在于提供一种喷涂遮蔽烫印式汽车装饰件的制造方法,避免透光烫印层因外露磨损而使用不良,延长使用寿命,提升装饰的多样性,提升消费者体验度;简化制造工艺流程,提升制造效率。
为实现上述目的,本发明的一种喷涂遮蔽烫印式汽车装饰件的制造方法,包括如下步骤:
配置透明件,在透明件上设置非透光遮蔽层;
配置烫印设备,借助烫印设备在透明件上烫印设置透光烫印层,非透光遮蔽层、透光烫印层位于透明件的同一侧,非透光遮蔽层、透光烫印层邻接设置;
配置透明层,将透明层设置在透明件上,利用透明层遮盖住非透光遮蔽层及透光烫印层;
配置发光件,发光件发出的光线用于依次穿透透明件、透光烫印层及透明层射出。
其中,还包括如下步骤:
配置遮光底座,将遮光底座与透明件连接设置在一起;
遮光底座、透明件围设形成用于容设发光件的让位槽,让位槽的深度大于发光件的厚度,发光件与透明件之间形成有让位间隙。
其中,还包括如下步骤:
配置热熔熔接设备,遮光底座采用非透光塑料制成,透明件的两端设有分别用于抵触遮光底座两端的熔接凸起;
热熔熔接设备用于熔化熔接凸起,熔化后的熔接凸起再次固化后将透明件与遮光底座固定连接在一起。
其中,还包括如下步骤:
配置混料设备及注塑设备,将透明塑料与散光粉添加到混料设备中,利用混料设备将透明塑料与散光粉混合均匀形成均光物料,注塑设备将均光物料注塑成型为透明件。
其中,还包括如下步骤:
配置涂装设备,涂装设备将非透光物料涂设在透明件上形成非透光遮蔽层。
其中,涂装设备具有第一喷枪,第一喷枪将黑漆涂料喷涂到透明件上形成非透光遮蔽层。
其中,涂装设备具有第二喷枪,第二喷枪将透明油漆喷涂到透明件上形成透明层。
其中,发光件包括内置电路板、设置在内置电路板上的多个发光体,沿透光烫印层的长度方向及宽度方向,发光体的数量均为多个。
其中,还包括如下步骤:
配置有承载架,承载架具有固定塑料件、与固定塑料件可拆卸连接的装饰塑料件、夹持在固定塑料件与装饰塑料件之间的导热金属板;
在装饰塑料件的中部上加工设置用于容设遮光底座及透明件的凹孔,透明件经由熔接或胶水粘接在装饰塑料件上,将遮光底座经由导热胶粘固在导热金属板上,将固定塑料件安装在汽车车架上。
其中,还包括如下步骤:
透光烫印层的数量为多个,多个透光烫印层交叉设置,多个透光烫印层组合形成汽车车标标示,非透光遮蔽层的数量为多个,多个非透光遮蔽层围绕透光烫印层设置。
本发明的有益效果:汽车车辆白天行驶时,借助透光烫印层对汽车车辆进行装饰,利用透明层与透明件夹持防护透光烫印层,避免透光烫印层因外露磨损而使用不良,延长使用寿命;汽车车辆夜晚行驶时,发光件发出的光线依次穿透透明件、透光烫印层及透明层射出,实现对汽车车辆的装饰,提升装饰的多样性,提升消费者体验度;简化制造工艺流程,提升制造效率。
附图说明
图1为本发明的工艺流程图;
图2为本发明的汽车装饰件及承载架11的结构示意图;
图3为本发明的汽车装饰件的结构示意图;
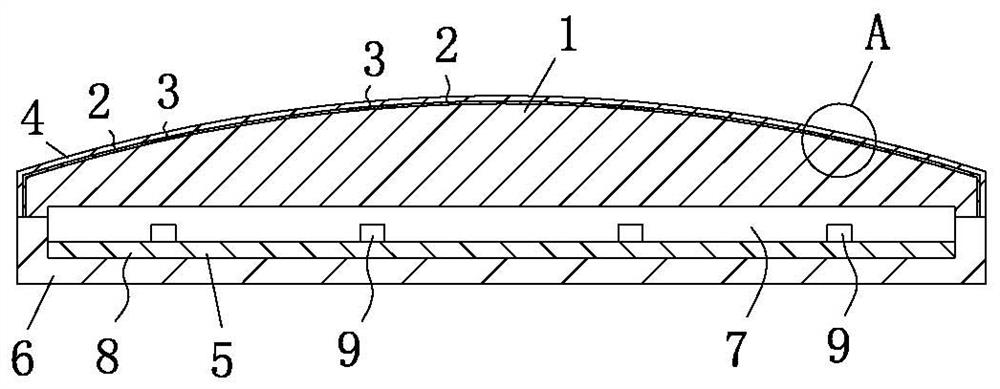
图4为本发明的汽车装饰件的剖视图;
图5为图4中A部分的局部放大结构示意图;
图6为本发明的汽车装饰件与承载件的分解结构示意图。
附图标记包括:
1—透明件 2—非透光遮蔽层 3—透光烫印层
4—透明层 5—发光件 6—遮光底座
7—让位槽 8—内置电路板 9—发光体
11—承载架 12—固定塑料件 13—装饰塑料件
14—导热金属板 15—凹孔。
具体实施方式
为了便于本领域技术人员的理解,下面结合实施例及附图对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。
请参阅图1至图6所示,本发明的一种喷涂遮蔽烫印式汽车装饰件的制造方法,包括如下步骤:
配置透明件1,在透明件1上设置非透光遮蔽层2,透明件1采用透明物料制成,非透光遮蔽层2采用非透光物料制成;
配置烫印设备,借助烫印设备在透明件1上烫印设置透光烫印层3,例如,烫印设备将烫印箔上的烫印图案烫印在透明件1上形成透光烫印层3,非透光遮蔽层2、透光烫印层3位于透明件1的同一侧,非透光遮蔽层2、透光烫印层3邻接设置;
配置透明层4,将透明层4设置在透明件1上,利用透明层4遮盖防护住非透光遮蔽层2及透光烫印层3,即非透光遮蔽层2及透光烫印层3夹持在透明件1与透明层4之间;
配置发光件5,发光件5发出的光线用于依次穿透透明件1、透光烫印层3及透明层4射出。非透光遮蔽层2用于阻挡隔绝发光件5发出的光线,即发光件5发出的光线不能穿透非透光遮蔽层2射出。
汽车车辆白天行驶时,借助透光烫印层3对汽车车辆进行装饰,利用透明层4与透明件1夹持防护透光烫印层3,避免透光烫印层3因外露磨损而使用不良,延长使用寿命。
汽车车辆夜晚行驶时,发光件5发出的光线依次穿透透明件1、透光烫印层3及透明层4射出,实现对汽车车辆的装饰,提升装饰的多样性,提升消费者体验度;简化制造工艺流程,提升制造效率。
喷涂遮蔽烫印式汽车装饰件的制造方法还包括如下步骤:
配置遮光底座6,将遮光底座6与透明件1连接设置在一起,遮光底座6采用非透光材料制成;
遮光底座6、透明件1围设形成用于容设发光件5的让位槽7,例如,透明件1、遮光底座6均设置有半盲槽,透明件1的半盲槽与遮光底座6的半盲槽连通形成让位槽7。
让位槽7的深度大于发光件5的厚度,发光件5与透明件1之间形成有让位间隙。借助让位槽7容设封装发光件5,利用遮光底座6的配合,使得发光件5发出的光线仅能经由透明件1、透光烫印层3、透明层4射出,避免汽车装饰件漏光而使用不良。借助让位间隙的设置,避免透明件1直接接触发光的发光件5而温度过高使用不良,同时避免发光件5安装过程中直接碰触透明件1而损坏。
喷涂遮蔽烫印式汽车装饰件的制造方法还包括如下步骤:
配置热熔熔接设备,遮光底座6采用非透光塑料制成,透明件1的两端设有分别用于抵触遮光底座6两端的熔接凸起;
热熔熔接设备用于熔化熔接凸起,熔化后的熔接凸起再次固化后将透明件1与遮光底座6固定连接在一起。根据实际需要,热熔熔接设备可以为超声波熔接设备。
优选地,遮光底座6具有两个凹坑,两个凹坑分别配合透明件1两端的熔接凸起使用,借助热熔熔接设备使得熔接凸起融化,熔化后的熔接凸起浸入凹坑内,熔化后的熔接凸起再次固化之后,即可将遮光底座6与透明件1稳固连接在一起,简化两者之间的连接构造。
喷涂遮蔽烫印式汽车装饰件的制造方法还包括如下步骤:
配置混料设备及注塑设备,将透明塑料(如透明PC塑料等)与散光粉添加到混料设备中,利用混料设备将透明塑料与散光粉混合均匀形成均光物料,注塑设备将均光物料注塑成型为透明件1。
当发光件5发出的光线射入透明件1内之后,借助散光颗粒的设置实现对射入透明件1内的光线的散射折射,使得光线均匀射出透明件1并穿透透光烫印层3及透明层4均匀射出,保证汽车装饰件出光的均匀性,避免汽车装饰件不同部位亮暗不均而使用不良。
喷涂遮蔽烫印式汽车装饰件的制造方法还包括如下步骤:
配置涂装设备,涂装设备将非透光物料涂设在透明件1上形成非透光遮蔽层2。实际使用时,借助涂装设备将非透光物料自动喷涂在透明件1上形成非透光遮蔽层2。当然,根据实际需要,还可以借助移印设备将黑色油墨移印到透明件1上形成非透光遮蔽层2。
本实施例中,涂装设备具有第一喷枪,第一喷枪将黑漆涂料喷涂到透明件1上,然后利用烘烤单元烘干第一喷枪喷射到透明件1上的黑漆涂料,黑漆涂料固化后即可形成非透光遮蔽层2。
涂装设备具有第二喷枪,第二喷枪将透明油漆喷涂到透明件1上,然后利用烘烤单元烘干第二喷枪喷射到透明件1上的透明油漆,透明油漆固化之后即可形成透明层4。
发光件5包括内置电路板8、焊接设置在内置电路板8上的多个发光体9,让位间隙位于发光体9与透明件1之间。避免发光体9直接碰触透明件1而损坏,仅需内置电路板8于外界的供电源导通即可实现所有发光体9的导接,简化导接构造。
内置电路板8为柔性电路板,借助柔性电路板的柔软易变性的特征,便于柔性电路板快速准确地安装在所需的形状构造上,提升安装效率及安装良率。多个发光体9并联设置,当一个发光体9损坏后,其它发光体9可以不受干扰持续使用。
沿透光烫印层3的长度方向及宽度方向,发光体9的数量均为多个,一方面保证汽车装饰件对应透光烫印层3各个部位的高亮度特性,另一方面借助多个发光体9的数量实现不同部位的独立控制,实现对汽车装饰件不同部位发光亮度、发光颜色的独立控制调节。
喷涂遮蔽烫印式汽车装饰件的制造方法还包括如下步骤:
配置有承载架11,承载架11具有固定塑料件12、与固定塑料件12可拆卸连接的装饰塑料件13、夹持在固定塑料件12与装饰塑料件13之间的导热金属板14;借助导热金属板14的设置,提升承载架11自身的强度,降低承载架11受到碰触而变形的几率,延长其使用寿命。根据实际需要,导热金属板14可以采用铝合金或铜合金制成。
在装饰塑料件13的中部上加工设置用于容设遮光底座6及透明件1的凹孔15,透明件1经由熔接或胶水粘接在装饰塑料件13上,将遮光底座6经由导热胶粘固在导热金属板14上,将固定塑料件12安装在汽车车架上。
借助凹孔15容设定位汽车装饰件,提升汽车装饰件的对位效率及安装效率,固定塑料件12用于可拆卸连接在汽车车架上。发光件5发光时产生的热量经由遮光底座6传递至导热金属板14,借助导热金属板14实现对车用发光装饰件的快速散热,避免车用发光装饰件温度过高而使用不良。
透光烫印层3的数量为多个,多个透光烫印层3交叉设置,当然,多个透光烫印层3可以交叉设置,根据实际需要,第一个透光烫印层3、第二个透光烫印层3可以平行设置,第一个透光烫印层3、第三个透光烫印层3之间的夹角可以为锐角或直角。
多个透光烫印层3组合形成汽车车标标示,非透光遮蔽层2的数量为多个,多个非透光遮蔽层2围绕透光烫印层3设置。例如,多个透光烫印层3可以组合形成红旗汽车车标、比亚迪汽车车标、本田汽车车标、丰田汽车车标、奔驰汽车车标等。
当汽车车辆在夜晚行驶时,发光件5发出的光线依次穿透透明件1、透光烫印层3、透明层4射出,借助非透光遮蔽层2的黑暗区域与汽车装饰件的出光区域的对比,提升对汽车车辆的装饰效果。
以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
- 一种喷涂遮蔽烫印式汽车装饰件的制造方法
- 一种汽车装饰件遮蔽喷涂装置