一种平面度检测仪及使用方法
文献发布时间:2023-06-19 11:37:30
技术领域
本发明属于平面检测仪技术领域,具体涉及一种平面度检测仪及使用方法。
背景技术
平面度误差是将被测实际表面与理想平面进行比较,两者之间的线值距离即为平面度误差值;或通过测量实际表面上若干点的相对高度差,再换算以线值表示的平面度误差值。目前常用平面度检测仪对工件的平面度进行检测,尤其是针对一些大型的工件,手动对工件的平面度进行检测时较为麻烦且检测过程容易受人为主观意识的影响,导致检测不准确。
现有技术中,通常是将产品放置在检测仪平台上,通过人工操控检测仪对产品进行检测,往往需要等检测仪上的产品检测好取下来,才能对下个产品进行检测,检测效率低,浪费时间和人力,不适合大批量检测,因此我们需要设计一种平面度检测仪来解决上述问题。
发明内容
本发明所要解决的技术问题是提供一种平面度检测仪及使用方法,该装置结构简单、操作方便,可以自动对待检的产品进行检测的同时对下个待检的产品进行上料,能有效的提升检测效率,以解决现有技术需要反复上料卸料,检测效率低的问题。
为解决上述技术问题,本发明所采用的技术方案是:一种平面度检测仪,包括设备底架,所述设备底架的上表面通过轴承转动连接有中心旋转轴;中心旋转轴顶部连接有支撑座;支撑座端部固定安装有抓取装置,抓取装置包括气缸和导杆,导杆外表面套设有气动滑台与气缸伸缩端连接配合;气动滑台下端通过弹簧缓冲装置与吸片座连接;中心旋转轴下端套接有转轴减速机,转轴减速机与转轴伺服电机的输出轴配合;吸片座装设有吸取装置与正下方工作位上的待测工件接触配合。
优选地,中心旋转轴为中空柱状结构,中心旋转轴与设备底架上表面的轴承内圈转动连接。
优选地,支撑座为十字形块状结构;支撑座的四边等长;支撑座四边的端部均连接有一个抓取装置。
优选地,设备底架的上表面连接有检测仪本体,检测仪本体包括检测摆杆,检测摆杆前端连接激光测量头,激光测量头下方设置检测旋转平台;检测摆杆与摆臂减速机以及摆臂电机配合;检测旋转平台与检测平台减速机以及检测平台电机配合;检测旋转平台用于放置待测工件。
进一步地,激光测量头可选用激光距离传感器。
优选地,工作位包括毛坯位、合格品位、次品位和检测工位;工作位沿中心旋转轴周向分布,位于支撑座端部转动圆周的正下方;工作位上设置有磁力分片器。
优选地,吸取装置包括电磁铁和光电感应开关,电磁铁与光电感应开关组成控制回路。
进一步地,光电感应开关选用型号为EN18P-D1T100NA的光电传感器。
优选地,吸取装置包括气动吸盘和气泵;气动吸盘与气泵配合。
进一步地,气动吸盘一侧可选装距离传感器与气泵组成开关电路,用于在气动吸盘接近待测工件时自动开启气泵。
优选地,设备底架的上端固定安装有防护罩,所述防护罩的一侧通过合页铰接有箱门,所述箱门上固定设置有把手。
优选地,上述一种平面度检测仪的使用方法包括以下步骤:
S1,将待测工件放置在毛坯位上,控制吸片座移动至毛坯位上方,然后通过气动滑台下移至待测工件表面,抓取待测工件后,使待测工件转动至检测仪本体处进行平面度检测,检测后根据检测结果分别移动至合格品位或次品位;
S2,通过检测旋转平台带动待测工件旋转,同时摆臂带动激光测量头移动,在被检测工件上,形成螺旋型检测轨迹,由激光测量头检测出轨迹上的点相对于产品的距离,从而形成对产品表面全部区域的平面度检测;
S3,完成一次抓取检测后不需要回正,多台抓取装置轮流作为上料抓手、卸料抓手和检测抓手,进行下一次检测。
本发明提供的一种平面度检测仪及使用方法的有益效果如下:
本发明通过将待检的工件放到工件放置座上,通过气动滑台下降自动抓取装置,自动抓取装置下降到待检工件表面时,通过开启电磁铁或气动吸盘对待检工件进行吸附,通过气动滑台上升,再通过电机转轴转动带动支撑座转动,使待检工件转动到检测仪本体上方,通过检测装置对待检工件进行检测;四组抓取装置轮番作为上料抓手、卸料抓手和检测抓手,在检测的同时下一组自动捡取组件对待检工件进行上料,自动对已检的产品进行分类放置,大幅提升了检测效率。
附图说明
下面结合附图和实施例对本发明作进一步说明:
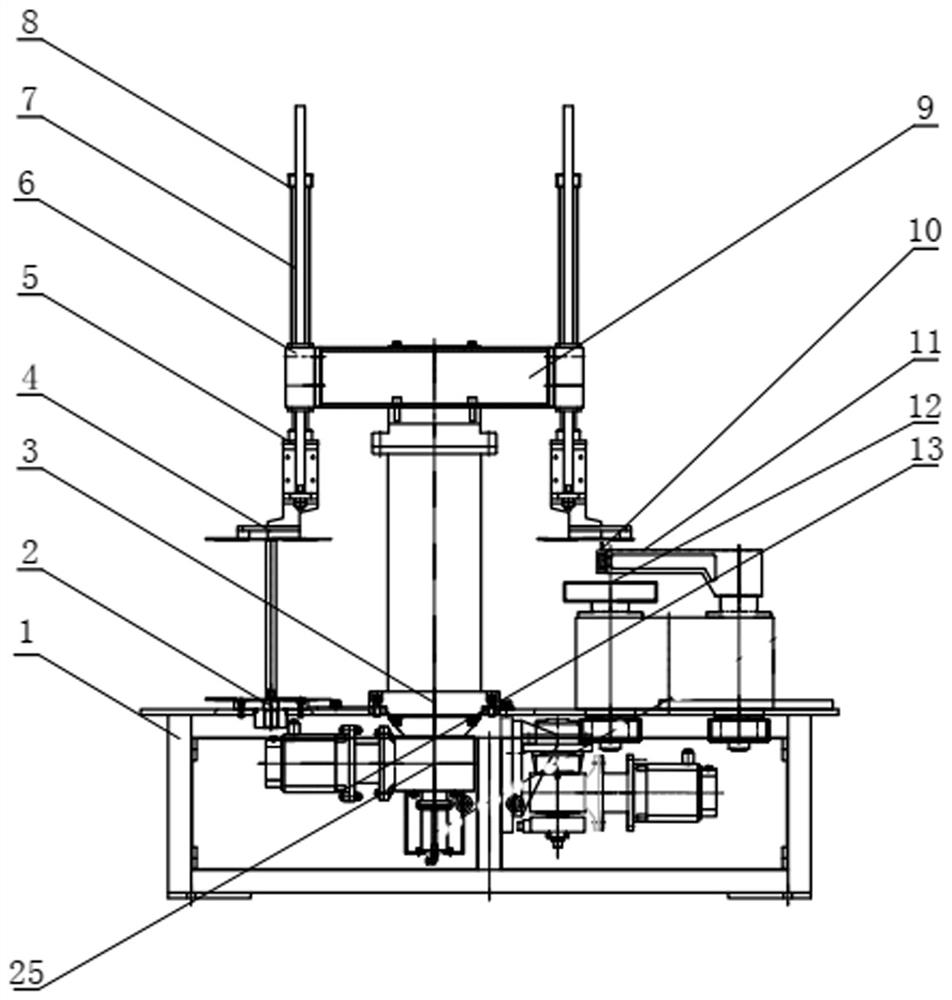
图1为本发明的主视结构示意图。
图2为本发明的俯视结构示意图。
图中附图标记为:设备底架1,待测工件2,中心旋转轴3,吸片座4,弹簧缓冲装置5,气动滑台6,导杆7,气缸8,支撑座9,激光测量头10,检测摆杆11,检测旋转平台12,转轴伺服电机13,毛坯位15,摆臂电机17,摆臂减速机18,检测工位19,检测平台减速机20,检测平台电机21,合格品位22,次品位23,磁力分片器24,转轴减速机25。
具体实施方式
如图1~图2中,一种平面度检测仪,包括设备底架1,所述设备底架1的上表面通过轴承转动连接有中心旋转轴3;中心旋转轴3顶部连接有支撑座9;支撑座9端部固定安装有抓取装置,抓取装置包括气缸8和导杆7,导杆7外表面套设有气动滑台6与气缸8伸缩端连接配合;气动滑台6下端通过弹簧缓冲装置5与吸片座4连接;中心旋转轴3下端套接有转轴减速机25,转轴减速机25与转轴伺服电机13的输出轴配合;吸片座4装设有吸取装置与正下方工作位上的待测工件2接触配合。
优选地,中心旋转轴3为中空柱状结构,中心旋转轴3与设备底架1上表面的轴承内圈转动连接。
优选地,支撑座9为十字形块状结构;支撑座9的四边等长;支撑座9四边的端部均连接有一个抓取装置。
优选地,设备底架1的上表面连接有检测仪本体,检测仪本体包括检测摆杆11,检测摆杆11前端连接激光测量头10,激光测量头10下方设置检测旋转平台12;检测摆杆11与摆臂减速机18以及摆臂电机17配合;检测旋转平台12与检测平台减速机20以及检测平台电机21配合;检测旋转平台12用于放置待测工件2。
进一步地,激光测量头10可选用激光距离传感器。
优选地,工作位包括毛坯位15、合格品位22、次品位23和检测工位19;工作位沿中心旋转轴3周向分布,位于支撑座9端部转动圆周的正下方;工作位上设置有磁力分片器24。
优选地,吸取装置包括电磁铁和光电感应开关,电磁铁与光电感应开关组成控制回路。
进一步地,光电感应开关选用型号为EN18P-D1T100NA的光电传感器。
优选地,吸取装置包括气动吸盘和气泵;气动吸盘与气泵配合。
进一步地,气动吸盘一侧可选装距离传感器与气泵组成开关电路,用于在气动吸盘接近待测工件2时自动开启气泵。
优选地,设备底架1的上端固定安装有防护罩,所述防护罩的一侧通过合页铰接有箱门,所述箱门上固定设置有把手。
上述一种平面度检测仪的使用方法如下:
将待测工件2放置在毛坯位15上,控制吸片座4移动至毛坯位15上方,然后通过气动滑台6下移至待测工件2表面,抓取待测工件2后,使待测工件2转动至检测仪本体处进行平面度检测,检测后根据检测结果分别移动至合格品位22或次品位23;四台抓取装置轮流作为上料抓手、卸料抓手和检测抓手,这样在完成一次抓取检测后不需要回正,大幅提高了工作效率;通过检测旋转平台12带动待测工件2旋转,以及摆臂带动激光测量头10移动,在被检测工件上,形成螺旋型检测轨迹,由激光测量头10检测出轨迹上的点相对于产品的距离,从而形成对产品表面全部区域的平面度检测。
上述的实施例仅为本发明的优选技术方案,而不应视为对于本发明的限制,本申请中的实施例及实施例中的特征在不冲突的情况下,可以相互任意组合。本发明的保护范围应以权利要求记载的技术方案,包括权利要求记载的技术方案中技术特征的等同替换方案为保护范围。即在此范围内的等同替换改进,也在本发明的保护范围之内。
- 一种基体平面度检测仪及使用方法
- 一种高精密平面度检测仪