打蜡抛光模组及工作方法
文献发布时间:2023-06-19 11:54:11
技术领域
本发明涉及滑雪板加工设备技术领域,具体地,涉及一种打蜡抛光模组及工作方法。
背景技术
雪板是滑雪运动器材,一般分为高山板、越野冬季两项板、跳台板、自由式板、单板等。一般的,雪板是由多层结构组成,包括弹性板材、板芯、玻璃纤维复合材料、高分子材料底板、金属边刃等组成。
现有的雪板加工技术中,需要对雪板进行打蜡抛光处理。目前,常用的打蜡抛光的方法为将雪板安装在夹具上,之后再手动对雪板进行打蜡炮管作业。
现有公开号为CN208677286U的中国专利,其公开了一种自动化抛光打蜡装置,包括车轮、装置外壳及安装在装置外壳内的蓄电池、控制装置、打蜡装置、抛光装置。所述打蜡装置包括蜡筒、打蜡带、软毛刷、第一滚轴、第二滚轴以及车轮驱动电机,所述第一滚轴和第二滚轴穿过打蜡带与车轮连接,起到支撑打蜡带并带动打蜡带转动的作用,所述打蜡带上安装有软毛刷,所述蜡筒下端设置有与软毛刷上端接触的出蜡口。
发明人认为现有技术中的抛光打蜡装置对雪板进行打蜡抛光作业时,操作不便,打蜡抛光效果差,存在待改进之处。
发明内容
针对现有技术中的缺陷,本发明的目的是提供一种打蜡抛光模组及工作方法。
根据本发明提供的一种打蜡抛光模组,包括安装夹具、第二上下料装置、抛光装置以及喷腊装置,所述第二上下料装置设置在安装夹具的一侧,且所述第二上下料装置用于转运雪板,所述抛光装置用于对雪板底面进行抛光,所述喷腊装置用于对雪板进行喷腊作业。
优选地,所述安装夹具的一侧活动设置有第三机械手臂,所述第二上下料装置和抛光装置均安装在第三机械手臂上,所述第三机械手臂用于切换第二上下料装置和抛光装置的工作状态,且所述第三机械手臂不允许第二上下料装置和抛光装置同时对一块雪板进行作业。
优选地,所述安装夹具的一侧铺设有地轨组,所述第三机械手臂活动安装在地轨组上,且所述地轨组允许第三机械手臂沿安装夹具的长度方向进行往复运动。
优选地,所述第二上下料装置包括第二支架、第二吸附组件以及第二夹持组件,所述第二吸附组件和第二夹持组件二者均安装在第二支架的同一侧;所述第二吸附组件包括第九吸盘和第九驱动气缸,所述第九驱动气缸安装在第二支架的一侧,所述第九驱动气缸的活塞杆沿靠近或远离第二支架的方向运动,所述第九吸盘安装在第九驱动气缸的活塞杆上;所述第二夹持组件用于将雪板夹紧或松开。
优选地,所述第二支架上设置有第二感应开关,所述第二感应开关与第二吸附组件二者位于第二支架的同一侧。
优选地,所述抛光装置包括抛光动力头组,所述抛光动力头组转动设置在第二支架背离第二吸附组件的一侧。
优选地,所述喷腊装置包括喷腊组,所述喷腊组设置在安装夹具的一侧。
优选地,所述安装夹具的一侧设置有抛光轮库。
优选地,还包括缺陷检测模组,所述缺陷检测模组包括视觉检测装置和检测夹具装置,且所述检测夹具装置包括安装夹具。
根据本发明提供的一种打蜡抛光模组的工作方法,采用权利要求1-9任一项所述的一种打蜡抛光模组,方法包括如下步骤:S1、先利用所述第三机械手臂将第二上下料装置切换至工作状态,所述第二上下料装置抓取雪板,之后所述第二上下料装置将雪板安装在检测夹具装置上;S2、所述视觉检测装置对安装在检测夹具装置上的雪板进行缺陷检测,若检测不合格,所述第二上下料装置将雪板输送至不合格区,若检测合格则进入下一步骤;S3、所述第二上下料装置先将雪板从检测夹具装置上取下,之后再将雪板移动至所述喷腊组的喷嘴处进行喷腊,之后再将雪板移动至所述检测夹具装置上夹紧;
S4、利用所述第三机械手臂将抛光动力头组切换至工作状态,启动所述抛光动力头组对装夹在检测夹具装置上的雪板进行抛光作业。
与现有技术相比,本发明具有如下的有益效果:
1、本发明通过安装在第三机械手臂上的第二上下料装置转运雪板,并通过安装在第三机械手臂上的抛光动力头组对装夹在安装夹具上的雪板进行抛光作业,由第三机械手臂切换第二上下料装置和抛光动力头组的工作状态,有助于提高对雪板进行打蜡抛光作业的便捷性,有助于提高打蜡抛光效果,且自动化程度高,有助于减少人工成本;
2、本发明通过将第三机械手臂安装在地轨组上,借助地轨组实现了第三机械手臂沿安装夹具长度方向的往复运动,有助于提高打蜡抛光模组工作的灵活性,进而有助提高打蜡抛光效率;
3、本发明通过依次设置的缺陷检测、喷腊、抛光三道工序对雪板进行加工,有助于提高雪板的打蜡抛光效果,且有助于提高工作效率进而产品质量,同时减少人工成本。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
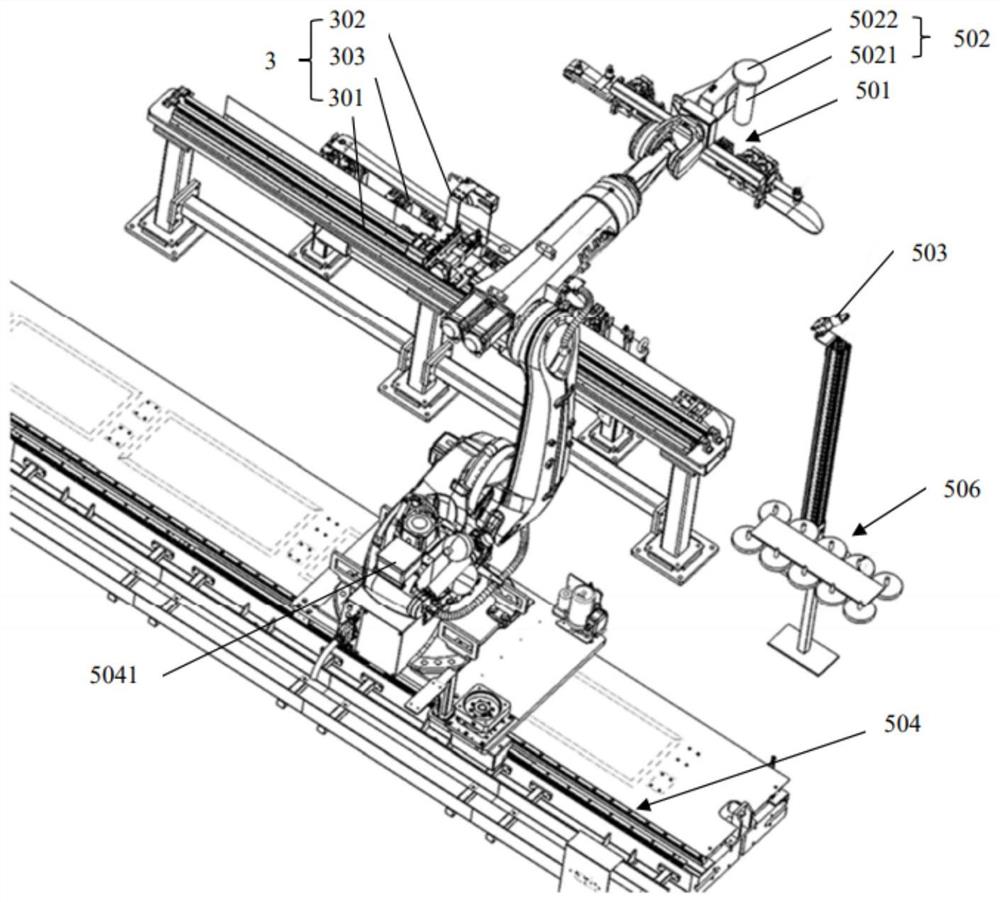
图1为本发明主要体现打蜡抛光模组整体结构的示意图;
图2为本发明主要体现缺陷检测模组整体结构的示意图;
图3为本发明主要体现驱动组件整体结构的示意图;
图4为本发明主要体现视觉检测装置整体结构的示意图;
图5为本发明主要体现检测夹具装置整体结构的示意图;
图6为本发明主要体现第二上下料装置整体结构的示意图。
图中所示:
具体实施方式
下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变化和改进。这些都属于本发明的保护范围。
如图1所示,根据本发明提供的一种打蜡抛光模组,包括缺陷检测模组3、安装夹具、第二上下料装置501、抛光装置以及喷腊装置。安装夹具竖立在地面上,第二上下料装置501、抛光装置以及喷腊装置三者均安装在安装夹具侧边的地面上。
如图2所示,缺陷检测模组3包括支撑装置301、视觉检测装置302以及检测夹具装置303,检测夹具装置303为安装夹具,支撑装置301和检测夹具装置303二者均竖立在地面上,且检测夹具装置303位于支撑装置301宽度方向的一侧。视觉检测装置302滑动安装在支撑装置301上,视觉检测装置302的滑移方向与支撑装置301的长度方向同向,且视觉检测装置302位于检测夹具装置303的上方。
如图2所示,支撑装置301包括支撑基座3011和移动轨道3012,支撑基座3011竖立在地面上,移动轨道3012铺设在支撑基座3011的顶部,移动轨道3012的长度方向与支撑基座3011的长度方向同向,且移动轨道3012在支撑基座3011的顶部间隔铺设有两条,从而为视觉检测装置302提供了安装基础。
如图3和图4所示,视觉检测装置302包括视觉仪器3021和安装板3022,安装板3022水平安装在两条移动轨道3012上并分别与两条移动轨道3012滑移配合,两条移动轨道3012允许安装板3022沿其长度方向做水平滑移运动。支撑装置301和视觉检测装置302之间安装有用于驱动视觉检测装置302在支撑基座3011上运动的驱动组件304,驱动组件304包括驱动电机3041、齿轮3042以及齿条3043,驱动电机3041通过螺栓固定安装在安装板3022上,驱动电机3041的输出轴呈水平设置并伸出安装板3022。齿轮3042同轴固定安装在驱动电机3041的输出轴端部,齿条3043水平固定安装在支撑基座3011的顶部,齿条3043位于支撑基座3011远离检测夹具装置303的一侧,齿条3043与两条移动轨道3012呈平行设置,且齿条3043与齿轮3042啮合配合。
驱动电机3041启动带动齿轮3042转动,借助固定安装在支撑基座3011上的齿条3043与安装在驱动电机3041输出轴末端的齿轮3042的啮合,使安装板3022在两条移动轨道3012上沿移动轨道3012的长度方向滑移,实现了视觉检测装置302在支撑装置301上做水平滑移运动。
视觉仪器3021与安装板3022之间连接有仪器固定架3023,仪器固定架3023为金属架体,具有一定的结构强度,并为视觉仪器3021提供安装基础。仪器固定架3023包括水平部和竖直部,水平部在竖直部的两端分别一体成型有一块,且位于上侧的水平部自其与竖直部的连接处向靠近检测夹具装置303的一侧延伸,位于下侧的水平部自其与竖直部的连接处向背离检测夹具装置303的一侧延伸。
视觉仪器3021通过螺栓吊悬固定在位于上侧的水平部的下侧,位于下侧的水平部活动安装在安装板3022上,安装板3022允许仪器固定架3023在其上做滑移运动。安装板3022上通过螺栓水平固定安装有第二驱动气缸305,第二驱动气缸305输出轴的伸缩方向垂直于移动轨道3012的长度方向,且第二驱动气缸305的输出轴的端部与仪器固定架3023紧固连接。第二驱动气缸305启动,驱动仪器固定架3023在安装板3022上沿垂直于移动轨道3012的方向做水平滑移运动,从而带动视觉仪器3021沿垂直于移动轨道3012的方向做水平滑移运动,提高了工作人员调节视觉仪器3021位置的便捷性。
安装板3022上还固定安装有电磁阀306,电磁阀306与第二驱动气缸305电连接,且电磁阀306用于控制第二驱动气缸305的开启、关闭以及运动。
视觉仪器3021工作时,视觉仪器3021上的扫描仪对固定安装在检测夹具上的雪板进行扫描,且视觉仪器3021将雪板分成三至五个区域,优选四个区域,并通过驱动电机3041、齿轮3042以及齿条3043的配合驱动视觉仪器3021沿移动轨道3012的长度方向运动,进而对雪板上的四个区域逐个进行扫描。视觉仪器3021上的扫描仪进行扫描作业时,将每个区域分成多个区块,每个区块为0.5mm间隔,间隔用线条区分,扫描仪将扫描结果输送至视觉仪器3021的处理模块进行处理,处理模块计算线条最小值与最大值的差值。当线条最小值与最大值的差值小于等于0.4mm时为合格,当线条最小值与最大值的差值大于0.4mm为不合格,雪板各个区域的不合格数小于10条且不连续,则为合格品,雪板各个区域的不合格数大于10条,或连续相邻,则为不合格品。从而检测磨削完成的滑雪板底面是否完全磨削彻底,或者判断滑雪板底面是否存在凹坑、裂痕等缺陷。
如图5所示,检测夹具装置303包括检测夹具基座3031、支撑吸盘307、气动吸附组件308以及气动支撑组件309。检测夹具基座3031竖立在支撑基座3011宽度方向的一侧,检测夹具基座3031的长度方向与支撑基座3011的长度方向平行,且检测夹具基座3031的高度小于支撑基座3011的高度。支撑吸盘307、气动吸附组件308以及气动支撑组件309三者均固定安装在检测夹具基座3031的上侧壁上。
支撑吸盘307包括第二支撑架3071和第六吸盘3072,第二支撑架3071通过螺栓竖直固定安装在检测夹具基座3031的上侧壁上,第二支撑架3071在检测夹具基座3031上沿检测夹具基座3031的长度方向间隔固定安装有七个。第六吸盘3072在任一第二支撑架3071的上侧均固定安装有一个,且七个第六吸盘3072的盘口均朝上设置。
气动吸附组件308在检测夹具基座3031上沿检测夹具基座3031的长度方向间隔设置有三组,其一气动吸附组件308位于检测夹具基座3031长度方向的一侧,剩余两个气动吸附组件308位于检测夹具基座3031的中部并呈相邻间隔设置。位于检测夹具基座3031长度方向一侧的的气动吸附组件308与位于检测夹具基座3031中部的气动吸附组件308之间有三组支撑吸盘307,三组气动吸附组件308均与支撑吸盘307呈间隔设置。
由于三组气动吸附组件308的组成部分、结构以及安装方式均相同,现以一组气动吸附组件308为例进行阐述:气动吸附组件308包括第一气缸3081和第五吸盘3082,第一气缸3081固定安装在检测夹具基座3031的顶壁上,第一气杠的活塞杆呈竖直设置,第五吸盘3082固定安装在第一气缸3081活塞杆的端部,且第五吸盘3082的盘口朝上设置。
气动支撑组件309在检测夹具基座3031上沿检测夹具基座3031的长度方向间隔设置有四组,其一气动支撑组件309固定安装在气动吸附组件308位于的检测夹具基座3031的一侧端部。其中两组气动支撑组件309与靠近位于检测夹具基座3031端部的气动支撑组件309的三个支撑吸盘307呈交错间隔设置,另一气动支撑组件309位于检测夹具基座3031另一端的第二个支撑吸盘307与第三个支撑吸盘307之间,且四个气动支撑组件309与任一支撑吸盘307、任一驱动吸附组件均呈间隔设置。
由于四组气动支撑组件309的组成部分、结构以及安装方式均相同,现以一组气动支撑组件309为例进行阐述:气动支撑组件309包括第二气缸3091和第二支撑板3092,第二气缸3091固定安装在检测夹具基座3031的顶部上,第二气缸3091的活塞杆呈竖直设置,第二支撑板3092通过螺栓竖直固定安装在第二气缸3091活塞杆的上端。为了减少第二支撑板3092与雪板接触造成的雪板的损伤,第二支撑板3092的上端采用尼龙材质。
雪板安装到检测夹具装置303上时,七个支撑吸盘307上的七个第六吸盘3072同时作业吸附雪板,之后三个第一气缸3081、四个第二气缸3091启动,并分别驱动三个第五吸盘3082和四个第二支撑板3092向上运动,直至三个第五吸盘3082吸附雪板,四个第二支撑板3092与雪板接触配合,安装完毕,此时,七个第六吸盘3072和三个第五吸盘3082对雪板具有向下的作用力,四个第二支撑板3092对雪板起到向上的作用力。由向上的作用力和向下的作用力配合将雪板稳定固定在检测夹具装置303上,且使安装在检测夹具装置303上的雪板的长度方向与检测夹具基座3031的长度方向同向,从而提高了视觉仪器3021沿检测夹具基座3031的长度方向运动时对雪板进行检测的便捷性。
如图6所示,支撑装置301背离检测夹具装置303的一侧的地面上铺设有地轨组504,地轨组504的长度方向平行于检测夹具装置303的长度方向,地轨组504上活动安装有第三机械手臂5041,且地轨组504允许第三机械手臂5041沿其长度方向进行往复运动。第三机械手臂5041为六自由度机械手臂,且第三机械手臂5041具有五个关节。第二上下料装置501和抛光装置二者均固定安装在第三机器人手臂末端的旋转轴上。
第二上下料装置501包括第二支架5011、第二吸附组件505以及第二夹持组件。第二支架5011为长条状金属结构,具有一定的结构强度,第二支架5011为第二吸附组件505和第二夹持组件二者的安装基础,且第二支架5011的中部水平固定安装在第三机械手臂5041末端的旋转轴上。第二吸附组件505包括第九吸盘5051和第九驱动气缸5052,第九驱动气缸5052的缸体固定安装在第二支架5011的下侧壁上,第九驱动气缸5052的活塞杆呈竖直设置,且第九驱动气缸5052的活塞杆向远离或靠近第二支架5011的方向运动。第九吸盘5051固定安装在第九驱动气缸5052活塞杆的端部,且第九吸盘5051的盘口背离第二支架5011。
第三机械手臂5041控制其末端的旋转轴转动将第二上下料装置501切换至工作状态,第九驱动气缸5052启动,驱动第九吸盘5051向下运动,从而使第九吸盘5051将待抓取的雪板吸附。为了提高第九吸盘5051吸附雪板的稳定性。第二吸附组件505在第二支架5011的中部等间隔固定安装有三组,三组呈间隔设置的第二吸附组件505共同作业将待抓取的雪板吸附,三个间隔得吸附点,提高了第二吸附组件505吸附雪板的稳定性和可靠性。
第二夹持组件为第四气动夹钳5012,第四气动夹钳5012在第二支架5011下侧壁上的三组第二吸附组件505的一侧固定安装有一个,第四气动夹钳5012在第二支架5011下侧壁上的三组第二吸附组件505的另一侧固定间隔安装有两个,三个第四气动夹钳5012的夹口均背离第二支架5011。第二吸附组件505吸附雪板后,第九驱动气缸5052的活塞杆收缩,雪板随第九吸盘5051运动至三个第四气动夹钳5012的夹口内,三个第四气动夹钳5012同时作业夹紧雪板,提高了第二上下料装置501抓取雪板的稳定性。为了减少雪板与第四气动夹钳5012接触而产生的损伤,三个第四气动夹钳5012与雪板接触的部位均包覆有尼龙材质的保护块。
进一步地,为了提高第二上下料装置501抓取雪板的准确性,第二支架5011的下侧壁上固定安装有第二感应开关5013,第二感应开关5013用于检测雪板的感应信号,且第二感应开关5013在第二支架5011上沿第二支架5011的长度方向间隔安装有五个,五个第二感应开关5013分布于第二支架5011的两端和中部,从而能够对不同长度的雪板的信号进行检测。
如图6所示,抛光装置为抛光动力头组502,抛光动力头组502包括转动轴5021和抛光轮5022,转动轴5021竖直转动安装在第二支架5011背离第二吸附组件505的一侧中部,且抛光轮5022同轴紧固安装在转动轴5021远离第二吸附组件505的一端。第三机械手臂5041控制其末端的旋转轴转动将抛光装置切换至工作状态,由第三机械手臂上的动力源驱动转动轴5021转动,从而带动抛光轮5022转动,进而实现抛光轮5022对安装在检测夹具装置303上的雪板的抛光作业。
如图1所示,支撑装置301长度方向一侧的地面上竖立固定安装有抛光轮库506,抛光轮库506内存放有多个抛光轮5022,且抛光轮库506距离地轨组504的横向距离为416mm,抛光轮库506距离地轨组504的竖向距离为866mm。当第三机械手臂5041将抛光动力头组502带动到抛光轮库506时,能够对抛光动力头组502上的抛光轮5022进行更换。支撑装置301长度方向竖立安装有抛光轮库506的一侧的地面上还竖立固定安装有喷腊装置,喷腊装置为喷腊组503,喷腊组503距离地轨组504的横向距离为803mm,喷腊组503距离地轨组504的竖向距离为1254mm。第二上下料装置501抓取雪板并通过第三机械手臂5041移动至喷腊组503的喷嘴处进行喷腊作业。
根据本发明提供的一种打蜡抛光模组的工作方法,采用上述打蜡抛光模组,方法包括如下步骤:
S1、先利用第三机械手臂5041末端的旋转轴旋转将第二上下料装置501切换至工作状态,之后第九驱动气缸5052启动,驱动第九吸盘5051向下运动,从而使第九吸盘5051将待抓取的雪板吸附,然后第九驱动气缸5052的活塞杆收缩,雪板随第九吸盘5051运动至三个第四气动夹钳5012的夹口内,三个第四气动夹钳5012同时作业夹紧雪板,之后第二上下料装置501将雪板安装在检测夹具装置303上;
S2、视觉检测装置302对安装在检测夹具装置303上的雪板进行缺陷检测,若检测不合格,第二上下料装置501将雪板输送至不合格区,若检测合格则进入下一步骤;
S3、第二上下料装置501先将雪板从检测夹具装置303上取下,之后再将雪板移动至喷腊组503的喷嘴处进行喷腊,之后再将雪板移动至检测夹具装置303上夹紧;
S4、利用第三机械手臂5041末端的旋转轴旋转将抛光动力头组502切换至工作状态,启动抛光动力头组502对装夹在检测夹具装置303上的雪板进行抛光作业。
利用第三机械手臂5041末端的旋转轴旋转将第二上下料装置501切换至工作状态,之后第九驱动气缸5052启动,驱动第九吸盘5051向下运动,从而使第九吸盘5051将待抓取的雪板吸附,然后第九驱动气缸5052的活塞杆收缩,雪板随第九吸盘5051运动至三个第四气动夹钳5012的夹口内,三个第四气动夹钳5012同时作业夹紧雪板,之后第二上下料装置501将雪板安装在检测夹具装置303上;视觉检测装置302对安装在检测夹具装置303上的雪板进行缺陷检测,若检测不合格,第二上下料装置501将雪板输送至不合格区,若检测合格则进入下一步骤;第二上下料装置501先将雪板从检测夹具装置303上取下,之后再将雪板移动至喷腊组503的喷嘴处进行喷腊,之后再将雪板移动至检测夹具装置303上夹紧;利用第三机械手臂5041末端的旋转轴旋转将抛光动力头组502切换至工作状态,启动抛光动力头组502对装夹在检测夹具装置303上的雪板进行抛光作业。
在本申请的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。
以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变化或修改,这并不影响本发明的实质内容。在不冲突的情况下,本申请的实施例和实施例中的特征可以任意相互组合。
- 打蜡抛光模组及工作方法
- 打蜡抛光模组