具有热匹配系统的冷成型玻璃制品及形成其的工艺
文献发布时间:2023-06-19 12:07:15
相关申请的交叉引用
本申请根据35U.S.C.§119要求2018年11月30日提交的第62/773,505号美国临时申请和2018年11月30日提交的第62/773,497号美国临时申请的优先权权益,依赖其内容并通过引用将其作为整体并入本文。
技术领域
本公开内容涉及包括玻璃的交通工具内饰系统以及形成其的方法,且更具体而言,涉及包括具有冷成型或者冷弯的盖罩玻璃的弯曲玻璃制品的交通工具内饰系统以及形成其的方法。
背景技术
交通工具内饰包括弯曲表面并且能在这些弯曲表面中并入显示器。用于形成这些弯曲表面的材料典型地受限于无法表现出如玻璃一样的耐久性和光学性能的聚合物。因此,弯曲玻璃基板是令人向往的,尤其是在用作用于显示器的盖罩时。诸如热成型之类的形成这些弯曲玻璃基板的现有方法具有包括高成本、光学失真、以及表面印痕的缺点。
除此之外,弯曲表面典型地利用粘合剂材料接合至框架或者下表面。然而,弯曲表面、粘合剂、以及框架的性质的组合可能造成该弯曲表面的变形。这种变形可能发生在制造过程期间或者在交通工具内饰系统的使用期间。
因此,申请人已意识到需要能以成本节约的模式、在具有高可靠性和减少的不期望的变形、且没有与玻璃热成型工艺典型关联的问题的情况下并入弯曲玻璃基板的交通工具内饰系统。
发明内容
根据一个方面,本公开内容的实施方式涉及一种弯曲玻璃制品。在一个或多个实施方式中,盖罩玻璃片材包括第一主表面和第二主表面,所述第二主表面具有第一区域和第二区域,所述第一区域具有第一曲率半径的第一曲面,所述第二区域与所述第一区域不同。所述玻璃制品的框架具有支撑表面,所述支撑表面包括第一框架材料的第三区域和与所述第一框架材料不同的第二框架材料的第四区域。所述盖罩玻璃片材的所述第二主表面面向所述框架的所述支撑表面,并且所述第三区域包括与所述第一曲面互补的第二曲面,同时所述第四区域与所述第二区域互补。在所述框架的所述支撑表面的所述第三区域和所述盖罩玻璃片材的所述第二主表面的所述第一区域之间设置有第一粘合剂。在所述框架的所述支撑表面的所述第四区域和所述盖罩玻璃片材的所述第二主表面的所述第二区域之间设置有第二粘合剂。所述第一粘合剂具有第一杨氏模量,并且所述第二粘合剂包括与所述第一杨氏模量不同的第二杨氏模量。
在另一个实施方式中,提供一种具有盖罩玻璃片材的玻璃制品,所述盖罩玻璃片材具有第一主表面和第二主表面。所述第二主表面包括第一区域和第二区域,所述第一区域具有第一曲率半径的第一曲面,并且所述第二区域与所述第一区域不同。框架包括第一支撑表面和第二支撑表面,其中所述第一支撑表面包括第一框架材料且与所述第二主表面的所述第一区域一致。所述第二支撑表面包括第二框架材料且与所述第二主表面的所述第二区域一致。在所述第一支撑表面和所述第二主表面的所述第一区域之间设置有第一粘合剂。在所述第二支撑表面和所述第二主表面的所述第二区域之间设置由第二粘合剂,其中所述第一框架材料与所述第二框架材料不同,并且所述第一区域包括比所述第二区域大的曲率。
额外的特征和优点将在以下的详细描述中得到阐述,并且对于本领域技术人员而言,从通过描述将部分地显而易见,或者通过实践如本文中讨论的实施方式所识别,包括以下的详细描述、权利要求书、以及随附的附图。
要理解的是,前述的一般描述和以下的详细描述二者均仅为示例性的,且意在提供概览或者框架以理解权利要求的本质和特征。随附的附图被包括以提供进一步的理解,且被并入并组成了本说明书的一部分。附图图示了一个或多个实施方式,并与该描述一起用以解释各种实施方式的原理和操作。
附图说明
图1是根据一个或多个实施方式的具有交通工具内饰系统的交通工具内饰的透视图。
图2是根据一个或多个实施方式的被冷弯并附接至弯曲框架之后的玻璃基板的截面图。
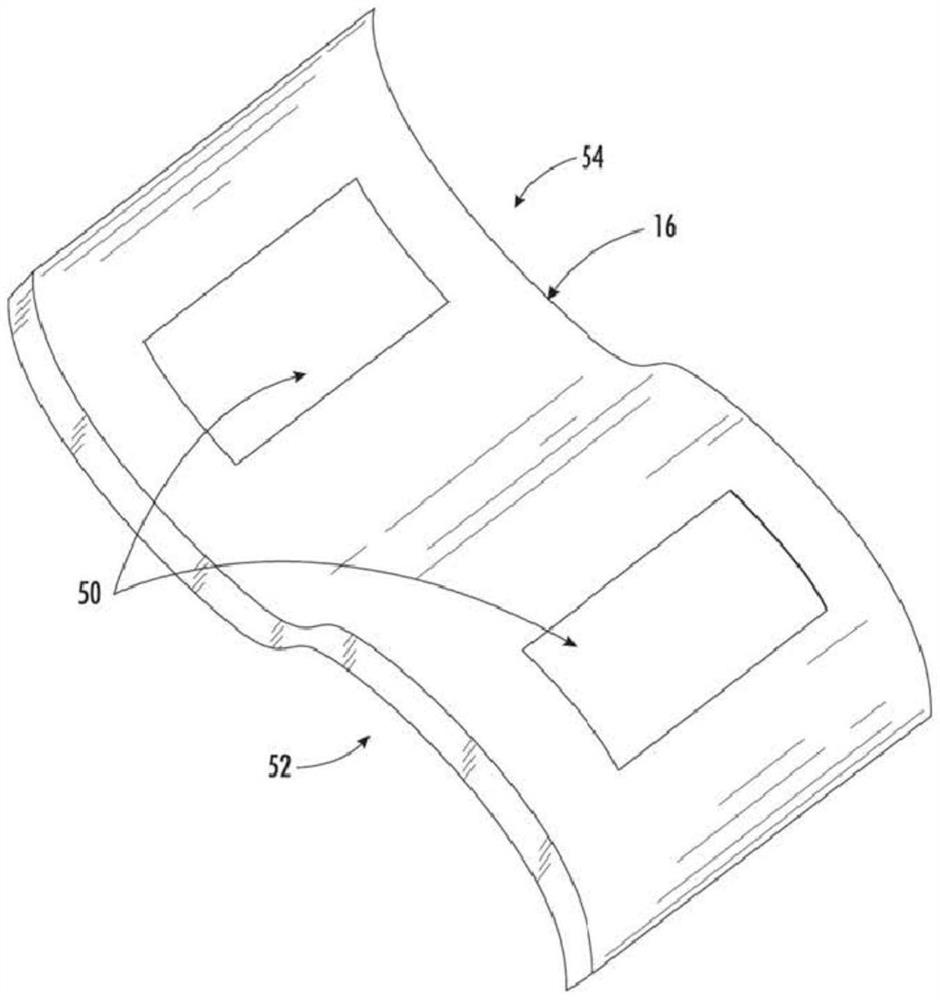
图3是根据一个示例性实施方式的具有多个凸曲面和凹曲面的弯曲玻璃基板的透视图。
图4是根据一个示例性实施方式的玻璃基板的前透视图。
图5是根据本文中讨论的比较实施例和实施例的玻璃制品的一系列ATOS数据的计算结果。
图6是本文中讨论的实施方式的模型数据的有限元结果。
图7示出根据一个或多个实施方式的玻璃制品的变形测试的数据。
图8示出根据一个或多个额外的实施方式的玻璃制品的变形测试的数据。
具体实施方式
现将详细参考各种实施方式,其示例图示于随附的附图中。一般而言,交通工具内饰系统可包括诸如弯曲的显示表面和弯曲的非显示玻璃盖罩之类的设计为透明的各种不同的弯曲表面,本公开内容提供制品以及从玻璃材料形成这些弯曲表面的方法。与通常在交通工具内饰中发现的典型的弯曲塑料面板相比,从玻璃材料形成弯曲的交通工具表面提供了若干优点。例如,玻璃典型地被视为在诸如显示器应用和触摸屏应用之类的许多弯曲盖罩材料应用中提供了与塑料盖罩材料相比增强的功能性和用户体验。
因此,如以下将更详细讨论的一样,本申请人已经研发出一种玻璃制品以及相关的制造工艺,其提供了一种高效且成本有效的方式,以利用玻璃基板的冷弯工件来形成诸如用于交通工具内饰系统的显示器之类的制品。
汽车行业已见证了由消费者需求所驱动的对于交通工具内饰的技术创新的日益增长的需求。因此,交通工具制造商在提供对司机和乘客而言安全的交通工具环境的同时,正在创造更加互联且更加交互的内饰。例如,大幅面显示器正变得越来越普遍,随着行业向自动驾驶发展,这种趋势有望继续。还需要这些更大的显示器包括类似于消费者已经习惯的触摸屏电话、平板电脑和计算机界面的触摸功能性。用于交通工具内饰的大多数显示器都由二维塑料盖罩透镜组成,但为了设计灵活性而对具有三维表面存在着兴趣。
尽管塑料材料能比玻璃更加容易地模制成三维形状,但塑料与玻璃相比表现出许多次等性质。特别是,塑料材料在钝物撞击、日常穿戴、以及紫外线(UV)暴露期间易遭受永久性损害。在塑料上使用硬质涂层在一定程度上减轻了这些问题,但是(有或者无硬质涂层的)塑料与玻璃相比仍具有许多缺点。
由于玻璃提供的优异的功能性和用户体验,因而玻璃是塑料盖罩透镜的理想替代品。但是,盖罩玻璃透镜已主要受限于二维表面。形成三维玻璃表面的常规方法是使用热弯曲或者热成型工艺。这一工艺因涉及的高温而耗能高,并给产品增加了显著的成本。因此,需要发展一种低成本技术以制作三维玻璃表面。
因此,在本文中描述的一个或多个实施方式中,玻璃制品通过将玻璃片材冷弯曲至框架上来形成,其中利用玻璃片材和框架之间的粘合剂将该玻璃片材粘附至框架。如本文所用,术语“冷弯”、“冷弯曲”、“冷成型的”或“冷成型”指在低于玻璃基板的玻璃材料的玻璃化转变温度的冷成型温度下弯曲玻璃基板。冷弯玻璃面临的挑战之一是其可安全地弯曲并安装在交通工具中的极限。随着内饰设计师需要非常锐利的曲率或具有多个曲面的复杂形状,需要发展一种解决方案以在汽车内饰中安全地使用玻璃。特别是,冷弯曲过程产生弯曲应力并改变玻璃中的中心张力。这反过来影响在诸如局部剧烈撞击之类的灾难性故障期间的玻璃的易碎性和保留风险。除此之外,申请人已发现,在玻璃制品的制造和加工过程中可发生玻璃制品不期望的变形。例如,变形可发生在高温下的粘合剂固化和/或随后的玻璃制品冷却期间,或者变形可发生在玻璃制品的热循环期间。因此,本文中的实施方式提供了具有来自这些工艺中的显著更低的畸变或者无畸变的玻璃制品。解决这些变形问题还允许玻璃制品具有更大的设计灵活性,同时也具有更高的可靠性。
在本文中描述的一个或多个实施方式中,通过关注玻璃、粘合剂、和框架的相互作用来实现改善的玻璃制品和形成它们的方法。在一些实施方式的一个方面中,选择结构粘合剂和框架材料的组合以最小化因不同的热膨胀失配导致的产品变形,并同时提供三维(3D)冷成型玻璃制品。除了热膨胀系数以外,也在设计的改善的玻璃制品中描述并考虑了粘合剂的延伸率。尽管高模量结构粘合剂能够保持冷弯玻璃的形状,但它们相对更低的延伸率值与盖罩玻璃和框架材料的不同热膨胀系数一起可在固化(加热和随后的冷却循环两者)和热循环事项期间导致产品变形。
本文中的实施方式的优点通过设计具有结构特征和材料的具体组合的玻璃制品来实现。材料包括框架的材料、玻璃的材料、和粘合剂的材料,而结构特征包括,例如,玻璃制品的尺寸、玻璃片材厚度、以及完成的玻璃制品的几何结构,例如包括曲率半径。对于小半径(诸如250mm)而言,具有较低的延伸率(例如小于约10%延伸率)的增韧环氧树脂由于它们更高的强度而是优选的。由于增韧环氧树脂较低的延伸率特性,使用的框架材料可具有与玻璃片材(例如,康宁
除此之外,作为本文中公开的实施方式的一个方面,多种粘合剂材料可用于单个玻璃制品中,尤其是在大尺寸和/或复杂形状的玻璃制品中。由于CTE失配,大部件更容易发生变形。例如,在一个或多个实施方式中,高模量增韧的环氧树脂(具有较低的延伸率)用于产品设计的弯曲区中,而低模量粘合剂材料(具有较高的延伸率),例如诸如硅树脂粘合剂,用于平坦区或者较低曲率区中。例如,参考产品设计可以是S形或者具有弯曲部件与平坦或者弯曲的额外部件的组合的形状。使用多种粘合剂也可实现成型工艺的简化,诸如冷成型工艺中的对准。例如,VHB材料(压敏粘合剂)可用于参考产品设计的显示区中,同时也用于盖罩玻璃相对于框架的对准。注意,在一些优选的实施方式中,参考产品设计的弯曲区可使用高模量增韧的环氧树脂材料(诸如3M
在一个或多个实施方式的进一步方面中,大幅面部件可使用用于框架材料的混合方案。特别地,框架可由具有不同CTE的不同材料制成,其中选定的框架材料至少部分地基于产品设计内的该部件的位置或者几何结构以及框架材料的CTE进行选择。例如,S形部件的弯曲区可由(具有与
提供了形成弯曲玻璃制品的方法。在一个或多个实施方式中,在该方法的第一步中将结构粘合剂施加至3D框架。结构粘合剂包括来自环氧树脂(epoxy)(增韧的、柔性的)、亚克力(acrylics)、氨基甲酸酯(urethanes)、硅树脂、或者其他类似的种类的材料。这些粘合剂可被热固化、或者在室温下固化。点胶(dispensing)处理将结构粘合剂均匀地施加在3D框架的整个表面上方。这一步骤可利用诸如珠子分配器(beaddispenser)、辊涂、丝网印刷、狭缝涂布、喷墨涂布、喷涂、或者其他类似处理的标准点胶处理。在点胶处理之后,将框架转移到真空台上。可利用基座板支撑框架(包括对准)。然后将盖罩玻璃转移至真空台并放置在具有结构粘合剂的3D框架的顶部上。将盖罩玻璃与3D框架对准,例如,利用定位销/轨道特征。关闭真空台的盖子,并施加真空压力以将玻璃冷成型为3D框架的形状。加热真空台的基座以确保结构粘合剂的固化。额外地,也从真空台的顶部施加热量。在粘合剂固化一定程度之后,部件实现了湿压强度,并从真空台中移除。粘合剂的剩余固化在室温下持续更长的时间(1至2天)。
图1示出了包括交通工具内饰系统的三个不同实施方式100、200、300的交通工具内饰1000的示例。交通工具内饰系统100包括示出为中央控制台基座110的框架,其具有包括弯曲显示器130的弯曲表面120。交通工具内饰系统200包括示出为仪表板基座210的框架,其具有包括弯曲显示器230的弯曲表面220。仪表板基座210典型地包括仪表操纵板,其也可包括弯曲显示器。交通工具内饰系统300包括示出为方向盘基座310的框架,其具有弯曲表面320和弯曲显示器330。在一个或多个实施方式中,交通工具内饰系统包括作为扶手、支柱、靠背、底板、头枕、门板、或者包括弯曲表面的交通工具内饰中的任何部分的框架。在其他实施方式中,框架是用于自立式显示器(即,未永久性连接至交通工具的一部分的显示器)的壳体的一部分。
本文中描述的弯曲玻璃制品的实施方式可用于交通工具内饰系统100、200、和300的每一个中。进一步地,本文中讨论的弯曲玻璃制品可用作用于本文中讨论的任何弯曲显示器实施方式的弯曲盖罩玻璃,包括用于交通工具内饰系统100、200和/或300中。进一步地,在各种实施方式中,交通工具内饰系统100、200、和300的各种非显示组件可由本文中讨论的玻璃制品形成。在一些这种实施方式中,本文中讨论的玻璃制品可用作用于仪表板、中央控制台、门板等的非显示盖罩表面。在这些实施方式中,玻璃材料可基于其重量、美学外观等进行选择,并且可设有具有图案(例如,拉丝金属外观、木纹外观、皮革外观、有色外观等)的涂层(例如,油墨涂层或者颜料涂层),以使玻璃组件与相邻的非玻璃组件视觉上匹配。在具体的实施方式中,这种油墨(ink)涂层或者颜料涂层可具有提供死前端(deadfront)功能性的透明度水平。
根据一个或多个实施方式,图2描述了诸如用于弯曲显示器130的盖罩玻璃之类的弯曲玻璃制品10。应当理解的是,尽管图2是针对形成弯曲显示器130而言来描述的,但图2的弯曲玻璃制品10可用于任何合适的弯曲玻璃应用中,包括图1的任何交通工具内饰系统的任何弯曲玻璃组件。这种弯曲玻璃组件可以是显示区域或者非显示区域,例如平坦显示区和弯曲非显示区、弯曲显示器、以及弯曲显示器和弯曲非显示区。
在图2中,框架12包括示出为弯曲表面14的弯曲表面。弯曲玻璃制品10包括玻璃基板16。玻璃基板16包括第一主表面18和与第一主表面18相对的第二主表面20。次表面22连接第一主表面18和第二主表面20,并且在具体的实施方式中,次表面22限定玻璃基板16的外周长。玻璃基板16经由粘合剂层24附接至框架12。在实施方式中,粘合剂层24包括至少两种粘合剂。
一般而言,经由施加弯曲力26而将玻璃基板16冷成型或者冷弯曲至期望的弯曲形状。如图2中所示,在冷弯曲之后,玻璃基板16具有弯曲形状,从而第一主表面18和第二主表面20各自包括至少一个具有曲率半径的弯曲节段。在示出的具体实施方式中,框架12的弯曲表面14是凸弯曲表面。在这些实施方式中,玻璃基板16被弯曲使得第一主表面18限定通常与弯曲表面14的凸曲面一致的凹状,而且第二主表面20限定通常与弯曲表面14的凸曲面匹配或者成镜像的凸曲面。在这些实施方式中,表面18、20两者限定通常与框架12的弯曲表面14的曲率半径匹配的第一曲率半径R1。
在实施方式中,R1在30mm和5m之间。进一步地,在实施方式中,玻璃基板16具有图2中示出的厚度T1(例如,在表面18、20之间测量的平均厚度),其在从0.05mm至2mm的范围内。在具体的实施方式中,T1小于或等于1.5mm,在更具体的实施方式中,T1为0.4mm至1.3mm。申请人已发现这种薄玻璃基板可在提供用于各种交通工具内饰应用的高质量盖罩层的同时利用冷成型在没有破裂的情况下冷成型为各种弯曲形状(包括本文中讨论的相对高的曲率半径)。除此之外,这种薄玻璃基板16可更容易地变形,这可潜在地补偿相对于弯曲表面14和/或框架12可能存在的形状失配和间隙。
在各种实施方式中,玻璃基板16的第一主表面18和/或第二主表面20包括一个或多个表面处理或者层。表面处理可覆盖第一主表面18和/或第二主表面20的至少一部分。示例性表面处理包括防眩光表面/涂层、抗反射表面/涂层、和易清洁表面涂层/处理。在一个或多个实施方式中,第一主表面18和/或第二主表面20的至少一部分可包括防眩光表面、抗反射表面、和易清洁涂层/处理中的任一者、任两者、或全部三者。例如,第一主表面18可包括防眩光表面而第二主表面20可包括抗反射表面。在另一个示例中,第一主表面18包括抗反射表面而第二主表面20包括防眩光表面。在又一个示例中,第一主表面18包括防眩光表面和抗反射表面中的任一者或者两者,而第二主表面20包括易清洁涂层。
在实施方式中,玻璃基板16也可包括在第一主表面18和/或第二主表面20上的颜料设计。颜料设计可包括从颜料(例如,油墨、油漆等)形成的任何美学设计,并且可包括木纹设计、拉丝金属设计、形象设计、肖像、或者标识。颜料设计可被打印在玻璃基板上。在一个或多个实施方式中,防眩光表面包括蚀刻表面。在一个或多个实施方式中,抗反射表面包括多层涂层。
在本文中描述的一个或多个实施方式的一个方面中,玻璃制品可包括一种或多种粘合剂,其可包括压敏粘合剂(PSA)、UV可固化亚克力(acrylic)粘合剂、聚氨酯(PUR)热熔粘接剂、硅树脂热熔粘接剂等。例如,粘合剂可包括一种或多种PSA,诸如3M
在实施方式中,可施加底漆以制备玻璃基板16和框架12的表面,以便更好地粘附至第一粘合剂28和/或第二粘合剂30,尤其是对于由金属制成的框架12或者包括金属表面的框架12而言,和对于玻璃基板16的玻璃表面而言。进一步地,在实施方式中,可使用油墨底漆,以作为用于金属表面和玻璃表面的底漆的补充,或代替用于金属表面和玻璃表面的底漆。油墨底漆有助于提供第一粘合剂28和/或第二粘合剂30与油墨覆盖的表面之间更好的粘附(例如,以上提及的用于死前端应用的颜料设计)。底漆的示例是3M
在各种实施方式中,玻璃基板16由强化的玻璃片材(例如,热强化的玻璃材料、化学强化的玻璃片材等)形成。在这些实施方式中,当玻璃基板16由强化的玻璃材料形成时,第一主表面18和第二主表面20处于压缩应力下,并因此第二主表面20可在没有冒断裂的风险的情况下在弯曲至凸形状期间经历更大的拉伸应力。这使得强化的玻璃基板16符合更紧密弯曲的表面。
一旦玻璃基板已被弯曲至弯曲形状,那么冷成型的玻璃基板的特征在于第一主表面18和第二主表面20之间的不对称表面压缩。在这些实施方式中,在冷成型工艺或者被冷成型之前,玻璃基板16的第一主表面18和第二主表面20中各自的压缩应力实质上相等。在冷成型之后,凹的第一主表面18上的压缩应力增加,使得第一主表面18上的压缩应力在冷成型之后大于在冷成型之前。相比之下,凸的第二主表面20在弯曲期间经历了拉伸应力,造成第二主表面20上的表面压缩应力的净减小,从而在弯曲后的第二主表面20中的压缩应力比在玻璃片材平坦时的第二主表面20中的压缩应力小。
如上所述,除了提供诸如消除昂贵和/或缓慢加热步骤之类的加工优点之外,本文中讨论的冷成型工艺据信产生具有优于热成型玻璃制品的各种性质的弯曲玻璃制品,特别是对于交通工具内饰或者显示盖罩玻璃应用而言。例如,申请人相信,对于至少一些玻璃材料而言,在热成型工艺期间的加热降低了弯曲玻璃片材的光学性质,并因此,本文中讨论的利用冷弯曲工艺/系统形成的弯曲玻璃基板提供了弯曲的玻璃形状和据信热弯曲工艺无法实现的改善的光学质量两者。
进一步地,经由诸如通常不适于涂布弯曲玻璃制品的溅射工艺之类的沉积工艺施加许多玻璃表面处理(例如,防眩光涂层、抗反射涂层、易清洁涂层等)。除此之外,许多表面处理(例如,防眩光涂层、抗反射涂层、易清洁涂层等)也不能在与热弯曲工艺关联的高温下幸存。因此,在本文中讨论的特别实施方式中,在冷弯曲之前将一种或多种表面处理施加至玻璃基板16的第一主表面18和/或第二主表面20,然后将包括表面处理的玻璃基板16如本文中讨论的一样弯曲至弯曲形状。因此,申请人相信,与典型的热成型工艺相比,本文中讨论的工艺和系统允许在一种或多种涂层材料已被施加至玻璃之后弯曲玻璃。
应当注意的是,在图2中,玻璃基板16示出为具有单一曲率,使得第二主表面20具有单一的凸曲率半径且第一主表面18具有单一的凹曲率半径。然而,本文中讨论的方法允许将玻璃基板16弯曲至更复杂的形状。例如,如图3中所示,将玻璃基板16弯曲至这样一种形状:第一主表面18具有凸弯曲节段和凹弯曲节段两者,并且第二主表面20具有凸弯曲节段和凹弯曲节段两者,当从横截面观察时形成了S形玻璃基板。额外地,玻璃基板16可在弯曲节段之间包括平坦区域(未示出)。
在各种实施方式中,冷成型玻璃基板16可具有包括主半径和交叉曲率的复合曲面。复杂弯曲的冷成型玻璃基板16可在两个独立的方向上具有不同的曲率半径。根据一个或多个实施方式,复杂弯曲的冷成型玻璃基板16可因此表征为具有“交叉曲率”,其中冷成型玻璃基板16沿着与给定维度平行的轴(即,第一轴)弯曲,并且也沿着与相同维度垂直的轴(即第二轴)弯曲。当显著的最小半径与显著的交叉曲率、和/或弯深(depthofbend)组合时,冷成型玻璃基板的曲率和弯曲显示器的曲率甚至可以更复杂。在各种实施方式中,玻璃基板16可具有多于两个弯曲区域,它们具有相同或者不同的弯曲形状。在一些实施方式中,玻璃基板16可具有一个或多个区域,它们具有可变曲率半径的弯曲形状。
参照图4,示出并描述了玻璃基板16的额外结构细节。如上所述,玻璃基板16具有厚度T1,其实质上恒定且被定义为第一主表面18和第二主表面20之间的距离。在各种实施方式中,T1可指玻璃基板的平均厚度或者最大厚度。除此之外,玻璃基板16包括宽度W1,其被定义为与厚度T1正交的第一主表面18或第二主表面20之一的第一最大尺寸;和长度L1,其被定义为与厚度和宽度均正交的第一主表面18或第二主表面20之一的第二最大尺寸。在其他实施方式中,W1和L1可分别是玻璃基板16的平均宽度和平均长度。
在各种实施方式中,厚度T1是2mm或更小,并且具体地是0.3mm至1.1mm。例如,厚度T1可以在从约0.1mm至约1.5mm、从约0.15mm至约1.5mm、从约0.2mm至约1.5mm、从约0.25mm至约1.5mm、从约0.3mm至约1.5mm、从约0.4mm至约1.5mm、从约0.45mm至约1.5mm、从约0.5mm至约1.5mm、从约0.55mm至约1.5mm、从约0.6mm至约1.5mm、从约0.65mm至约1.5mm、从约0.7mm至约1.5mm、从约0.1mm至约1.4mm、从约0.1mm至约1.3mm、从约0.1mm至约1.2mm、从约0.1mm至约1.1mm、从约0.1mm至约1.05mm、从约0.1mm至约1mm、从约0.1mm至约0.95mm、从约0.1mm至约0.9mm、从约0.1mm至约0.85mm、从约0.1mm至约0.8mm、从约0.1mm至约0.75mm、从约0.1mm至约0.7mm、从约0.1mm至约0.65mm、从约0.1mm至约0.6mm、从约0.1mm至约0.55mm、从约0.1mm至约0.5mm、从约0.1mm至约0.4mm、或者从约0.3mm至约0.7mm的范围内。在其他实施方式中,T1落入本段阐述的精确数值范围中的任一者内。
在各种实施方式中,宽度W1在从5cm至约250cm、从约10cm至约250cm、从约15cm至约250cm、从约20cm至约250cm、从约25cm至约250cm、从约30cm至约250cm、从约35cm至约250cm、从约40cm至约250cm、从约45cm至约250cm、从约50cm至约250cm、从约55cm至约250cm、从约60cm至约250cm、从约65cm至约250cm、从约70cm至约250cm、从约75cm至约250cm、从约80cm至约250cm、从约85cm至约250cm、从约90cm至约250cm、从约95cm至约250cm、从约100cm至约250cm、从约110cm至约250cm、从约120cm至约250cm、从约130cm至约250cm、从约140cm至约250cm、从约150cm至约250cm、从约5cm至约240cm、从约5cm至约230cm、从约5cm至约220cm、从约5cm至约210cm、从约5cm至约200cm、从约5cm至约190cm、从约5cm至约180cm、从约5cm至约170cm、从约5cm至约160cm、从约5cm至约150cm、从约5cm至约140cm、从约5cm至约130cm、从约5cm至约120cm、从约5cm至约110cm、从约5cm至约100cm、从约5cm至约90cm、从约5cm至约80cm、或者从约5cm至约75cm的范围内。在其他实施方式中,W1落入本段阐述的精确数值范围中的任一者内。
在各种实施方式中,长度L1在从约5cm至约1500cm、从约50cm至约1500cm、从约100cm至约1500cm、从约150cm至约1500cm、从约200cm至约1500cm、从约250cm至约1500cm、从约300cm至约1500cm、从约350cm至约1500cm、从约400cm至约1500cm、从约450cm至约1500cm、从约500cm至约1500cm、从约550cm至约1500cm、从约600cm至约1500cm、从约650cm至约1500cm、从约700cm至约1500cm、从约750cm至约1500cm、从约800cm至约1500cm、从约850cm至约1500cm、从约900cm至约1500cm、从约950cm至约1500cm、从约1000cm至约1500cm、从约1050cm至约1500cm、从约1100cm至约1500cm、从约1150cm至约1500cm、从约1200cm至约1500cm、从约1250cm至约1500cm、从约1300cm至约1500cm、从约1350cm至约1500cm、从约1400cm至约1500cm、或者从约1450cm至约1500cm的范围内。在其他实施方式中,L1落入本段阐述的精确数值范围中的任一者内。
在各种实施方式中,玻璃基板134的一个或多个曲率半径(例如,图2中示出的R1)为约60mm或更大。例如,R1可在从约60mm至约10,000mm、从约70mm至约10,000mm、从约80mm至约10,000mm、从约90mm至约10,000mm、从约100mm至约10,000mm、从约120mm至约10,000mm、从约140mm至约10,000mm、从约150mm至约10,000mm、从约160mm至约10,000mm、从约180mm至约10,000mm、从约200mm至约10,000mm、从约220mm至约10,000mm、从约240mm至约10,000mm、从约250mm至约10,000mm、从约260mm至约10,000mm、从约270mm至约10,000mm、从约280mm至约10,000mm、从约290mm至约10,000mm、从约300mm至约10,000mm、从约350mm至约10,000mm、从约400mm至约10,000mm、从约450mm至约10,000mm、从约500mm至约10,000mm、从约550mm至约10,000mm、从约600mm至约10,000mm、从约650mm至约10,000mm、从约700mm至约10,000mm、从约750mm至约10,000mm、从约800mm至约10,000mm、从约850mm至约10,000mm、从约900mm至约10,000mm、从约950mm至约10,000mm、从约1000mm至约10,000mm、从约1250mm至约10,000mm、从约60mm至约9000mm、从约60mm至约8000mm、从约60mm至约7500mm、从约60mm至约7000mm、从约60mm至约6000mm、从约60mm至约5000mm、从约60mm至约4500mm、从约60mm至约4000mm、从约60mm至约3500mm、从约60mm至约3000mm、从约60mm至约2500mm、从约60mm至约2000mm、从约60mm至约1500mm、从约60mm至约1400mm、从约60mm至约1300mm、从约60mm至约1200mm、从约60mm至约1100mm、从约60mm至约1000mm、从约60mm至约950mm、从约60mm至约900mm、从约60mm至约850mm、从约60mm至约800mm、从约60mm至约750mm、从约60mm至约700mm、从约60mm至约650mm、从约60mm至约600mm、从约60mm至约550mm、从约60mm至约500mm、从约60mm至约450mm、从约60mm至约400mm、从约60mm至约350mm、从约60mm至约300mm、从约60mm至约250mm、或者从约500mm至约2500mm的范围内。在其他实施方式中,R1落入本段阐述的精确数值范围中的任一者内。
如图3中所示,玻璃基板16可包括意在示出显示器(例如,电子显示器)的一个或多个区域50。除此之外,根据一些实施方式的玻璃基板可如图3中所示在玻璃基板的多个区域52和54中且在多个方向上进行弯曲(即,玻璃基板可围绕可平行或可不平行的不同轴进行弯曲)。因此,可能的实施方式的形状和形式不限于本文中示出的示例。玻璃基板16可成形为具有包括多个不同形状的复杂表面,所述多个不同形状包括一个或多个平坦节段、一个或多个圆锥节段、一个或多个圆柱节段、一个或多个球形节段等。
交通工具内饰系统的各种实施方式可并入诸如火车、汽车(例如,小汽车、卡车、公交车、以及诸如此类)、海上航行器(船、舰、潜水艇、以及诸如此类)、以及航空器(例如,无人机、飞机、喷气式飞机、直升机、以及诸如此类)之类的交通工具中。
在一个或多个实施方式中,提供一种玻璃制品,其包括具有第一主表面和第二主表面的盖罩玻璃片材。所述第二主表面包括具有第一曲率半径的第一曲面和具有与所述第一曲率半径不同的第二曲率半径的第二曲面。所述玻璃制品进一步包括具有支撑表面的框架,所述支撑表面具有第三曲面和第四曲面。所述框架和所述盖罩玻璃片材布置为:所述盖罩玻璃片材的所述第二主表面面向所述框架的所述支撑表面,并且所述第三曲面与所述第一曲面互补且所述第四曲面与所述第二曲面互补。第一粘合剂设置在所述框架的所述支撑表面的所述第三曲面和所述盖罩玻璃片材的所述第二主表面的所述第一曲面之间。第二粘合剂设置在所述框架的所述支撑表面的所述第四曲面和所述盖罩玻璃片材的所述第二主表面的所述第二曲面之间。所述第一粘合剂具有第一延伸率,并且所述第二粘合剂包括与所述第一延伸率不同的第二延伸率。
在一些实施方式的一个方面中,所述第一粘合剂具有第一杨氏模量,同时所述第二粘合剂包括与所述第一杨氏模量不同的第二杨氏模量。在一个进一步的方面中,所述第一曲率半径小于所述第二曲率半径,并且所述第一延伸率小于所述第二延伸率。此外,所述第一杨氏模量可大于所述第二杨氏模量。
作为一些实施方式的一个方面,第一延伸率为约100%或更小、约50%或更小、约40%或更小、约30%或更小、约20%或更小、或者约10%或更小。第二延伸率为约10%或更大、约20%或更大、约30%或更大、约40%或更大、约50%或更大、约60%或更大、约70%或更大、约80%或更大、约90%或更大、约100%或更大、约150%或更大、约200%或更大、约250%或更大、或者约300%或更大。
盖罩玻璃片材可由具有第一热膨胀系数的材料制成,而框架可由具有第二热膨胀系数的材料制成。作为一些实施方式的一个方面,所述第二热膨胀系数相对于所述第一热膨胀系数的比例小于2,并且所述第一粘合剂包括约10%或更小的延伸率。在一个额外的方面中,所述第二热膨胀系数相对于所述第一热膨胀系数的比例大于或等于2,并且所述第一粘合剂的延伸率大于10%、大于约50%、大于约100%、或者大于或等于约200%。所述框架的所述材料包括金属、合金、或者聚合物,包括不锈钢、聚碳酸酯(PC)、丙烯腈-丁二烯-苯乙烯(ABS)、或者镁合金中的至少一者。所述第一粘合剂和所述第二粘合剂中的至少一者可包括增韧的环氧树脂、亚克力、氨基甲酸酯、或者硅树脂。
作为一个或多个实施方式的一个方面,所述第一曲率半径为约10000mm或更小、9000mm或更小、8000mm或更小、7000mm或更小、6000mm或更小、5000mm或更小、4000mm或更小、3000mm或更小、2000mm或更小、1000mm或更小、750mm或更小、600mm或更小、约500mm或更小、约400mm或更小、约300mm或更小、约250mm或更小、约200mm或更小、或者约100mm或更小。所述第二曲率半径为约100mm或更大、约200mm或更大、约300mm或更大、约400mm或更大、约500mm或更大、约600mm或更大、约700mm或更大、约800mm或更大、或者约900mm或更大。在一些实施方式中,所述第二曲面的曲率为零或是平坦的。
所述框架的材料和所述第一粘合剂可满足以下条件之一:(1)所述第二热膨胀系数相对于所述第一热膨胀系数的比例小于2,并且所述第一粘合剂包括约10%或更小的延伸率,以及(2)所述第二热膨胀系数相对于所述第一热膨胀系数的比例大于或等于2,并且所述第一粘合剂的延伸率大于10%、大于约50%、大于约100%、或者大于或等于约200%。
所述玻璃制品也可包括利用光学透明的粘合剂接合至所述框架或者所述盖罩玻璃的显示器。使用的盖罩玻璃可以是强化的、或者更具体而言是化学强化的铝硅酸盐玻璃组合物,并且可具有从0.4mm至2.0mm的厚度。
根据一个或多个额外的实施方式,玻璃制品包括具有第一主表面和第二主表面的盖罩玻璃片材。所述第二主表面具有第一曲面,所述第一曲面具有第一曲率半径,并且所述盖罩玻璃片材包括具有第一热膨胀系数的材料。框架具有支撑表面,所述支撑表面具有第二曲面,并且所述盖罩玻璃片材的所述第二主表面面向所述框架的所述支撑表面,从而所述第二曲面与所述第一曲面互补。所述框架包括具有第二热膨胀系数的材料,并且第一粘合剂设置在所述框架的所述支撑表面和所述盖罩玻璃片材的所述第二主表面之间。所述框架的所述材料和所述第一粘合剂满足以下条件之一:(1)所述第二热膨胀系数相对于所述第一热膨胀系数的比例小于2,并且所述第一粘合剂包括约10%或更小的延伸率,以及(2)所述第二热膨胀系数相对于所述第一热膨胀系数的比例大于或等于2,并且所述第一粘合剂的延伸率大于10%、大于约50%、大于约100%、或者大于或等于约200%。
作为一些实施方式的一个方面,所述第二热膨胀系数相对于所述第一热膨胀系数的比例小于2,并且所述第一粘合剂包括约10%或更小的延伸率,并且所述第一曲率半径为约600mm或更小、约500mm或更小、约400mm或更小、约300mm或更小、约250mm或更小、约200mm或更小、或者约100mm或更小。所述第二主表面包括与所述第一曲面不同的第二区,其中所述第二区包括二维表面区和第二曲面中的至少一者。所述支撑表面也包括与所述第二主表面的所述第二区互补的第二支撑区。
作为实施方式的进一步方面,第二区包括第二曲面,所述第二曲面具有第二曲率半径,所述第二曲率半径为约100mm或更大、约200mm或更大、约300mm或更大、约400mm或更大、约500mm或更大、约600mm或更大、约700mm或更大、约800mm或更大、或者约900mm或更大。
根据本公开内容的额外实施方式,提供了形成弯曲玻璃制品的方法。所述方法包括将具有第一延伸率的第一粘合剂施加至框架或者盖罩玻璃片材的第一区域的步骤,框架具有支撑表面,支撑表面在第一区域中具有第一弯曲表面。执行将盖罩玻璃片材成型至框架的步骤,以使盖罩玻璃片材与框架的支撑表面一致。然后发生在第一温度下持续第一时段的第一粘合剂固化。第一弯曲表面包括第一曲率半径,并且盖罩玻璃片材包括具有第一热膨胀系数的材料。框架包括具有第二热膨胀系数的材料。框架的材料和第一粘合剂满足以下条件之一:(1)第二热膨胀系数相对于第一热膨胀系数的比例小于2,并且第一粘合剂包括约10%或更小的延伸率,以及(2)第二热膨胀系数相对于第一热膨胀系数的比例大于或等于2,并且延伸率大于10%、大于约50%、大于约100%、或者大于或等于约200%。
作为以上方法的一个方面,方法进一步包括在固化步骤之后的冷却弯曲玻璃制品的步骤,并且,在冷却步骤之后,与固化步骤之前相比,弯曲玻璃制品没有视觉变形。第二粘合剂可施加至框架或者盖罩玻璃片材的第二区域,第二粘合剂具有与第一延伸率不同的第二延伸率。
根据一个或多个额外的实施方式,一种玻璃制品包括具有第一主表面和第二主表面的盖罩玻璃片材,第二主表面具有第一区域和第二区域,第一区域具有第一曲率半径的第一曲面,并且第二区域与第一区域不同。具有支撑表面的框架,支撑表面具有第三区域和第四区域,从而第三区域与第二主表面的第一区域一致,并且第四区域与第二主表面的第二区域一致。第一粘合剂设置在支撑表面的第一区域和第二主表面的第一区域之间,且第二粘合剂设置在支撑表面的第四区域和第二主表面的第二区域之间。第一区域的曲率大于第二区域的曲率,并且第一粘合剂具有第一杨氏模量,且第二粘合剂具有小于第一杨氏模量的第二杨氏模量。
在该实施方式的一个方面中,第二区域包括具有大于第一曲率半径的曲率半径的第二曲面,或者第二区域无曲率。第一粘合剂可具有第一延伸率,并且第二粘合剂可具有大于第一延伸率的第二延伸率。在一些实施方式中,第一延伸率为约100%或更小、约50%或更小、约40%或更小、约30%或更小、约20%或更小、或者约10%或更小,且第二延伸率为约10%或更大、约20%或更大、约30%或更大、约40%或更大、约50%或更大、约60%或更大、约70%或更大、约80%或更大、约90%或更大、约100%或更大、约150%或更大、约200%或更大、约250%或更大、或者约300%或更大。
根据进一步的实施方式,提供一种玻璃制品,其包括具有第一主表面和第二主表面的盖罩玻璃片材,第二主表面包括第一区域和第二区域,第一区域具有第一曲率半径的第一曲面,并且第二区域与第一区域不同。制品也包括具有支撑表面的框架,支撑表面具有由第一框架材料构成的第三区域和由与第一框架材料不同的第二框架材料构成的第四区域。盖罩玻璃片材的第二主表面面向框架的支撑表面,并且第三区域包括与第一曲面互补的第二曲面且第四区域与第二区域互补。第一粘合剂设置在框架的支撑表面的第三区域和盖罩玻璃片材的第二主表面的第一区域之间,第一粘合剂具有第一杨氏模量。第二粘合剂设置在框架的支撑表面的第四区域和盖罩玻璃片材的第二主表面的第二区域之间,第二粘合剂包括与第一杨氏模量不同的第二杨氏模量。
作为该实施方式的一个方面,第一框架材料具有第一热膨胀系数,且第二框架材料包括第二热膨胀系数。第一热膨胀系数小于第二热膨胀系数。盖罩玻璃片材具有第三热膨胀系数,并且第一热膨胀系数相对于第三热膨胀系数的比例可为约2或更小、约1.5或更小、约1、或者约0.5至1.5。在另一方面中,第二热膨胀系数相对于第三热膨胀系数的比例为约2或更大。第一框架材料可包括不锈钢,且第二框架材料可包括聚碳酸酯或者ABS。第二粘合剂可以是带状粘合剂。作为一个进一步的方面,第四区域包括平坦区域和第二曲面中的至少一者,第二曲面具有大于第一曲率半径的第二曲率半径。显示器可利用光学透明的粘合剂接合至框架,其中显示器接合至第四区域中的框架。在一个或多个实施方式中,显示器可接合至盖罩玻璃片材的主表面。
在又一个实施方式中,提供一种玻璃制品,其包括具有第一主表面和第二主表面的盖罩玻璃片材,第二主表面包括第一区域和第二区域,第一区域具有第一曲率半径的第一曲面,第二区域与第一区域不同。框架包括第一支撑表面和第二支撑表面,第一支撑表面包括第一框架材料且与第二主表面的第一区域一致,并且第二支撑表面包括第二框架材料且与第二主表面的第二区域一致。第一粘合剂设置在第一支撑表面和第二主表面的第一区域之间,并且第二粘合剂设置在第二支撑表面和第二主表面的第二区域之间。第一框架材料与第二框架材料不同,并且第一区域具有比第二区域大的曲率。
作为该实施方式的一个方面,第一框架材料可包括第一热膨胀系数,且第二框架材料包括第二热膨胀系数,其中第一热膨胀系数小于第二热膨胀系数。
如下方讨论的一样执行比较实施例1至3、以及实施例4至8,并总结在表1中。
表1.不同框架材料和粘合剂材料的参考S形部件的变形
在比较实施例1中,用3.175mm厚的铝5032H32合金利用参考产品设计框架(具有具有R150 mm的半径的凹表面和具有R250 mm的半径的凸表面的S形部件)制作玻璃制品。将具有0.55mm厚度的化学强化的铝硅酸盐盖罩玻璃片材进行冷成型并利用由3M,Inc.供应的商品名3M
在比较实施例2中,使用的设置和材料与比较实施例1中相同,区别之处在于部件的固化在65℃下执行20分钟。在固化之后,将样品冷却至室温,在部件中,在显示区和非显示区两者中均观察到严重的变形。执行ATOS测量,在显示区和非显示区中CAD标称的最大变形分别为1.06mm和-3.19mm。结合比较实施例1,这些表明较高温度的固化对于产品变形的效果。因材料(例如,玻璃和框架)之间的CTE失配,固化期间较高的温度导致大的变形。
在比较实施例3中,使用的设置和材料与比较实施例2中相同,区别之处在于使用PC/ABS的框架;使用具有S形部件的产品设计,所述S形部件具有半径为R65 mm的凹表面和半径为R150 mm的凸表面;并且盖罩玻璃是具有0.4mm厚度的化学强化的铝硅酸盐盖罩玻璃片材。粘合剂在65℃的温度下固化20分钟。在固化之后,将样品冷却至室温(例如,约20℃),在部件中,在显示区和非显示区两者中均观察到严重的变形。比较实施例3无法执行ATOS测量。这种严重变形是(玻璃对实施例2中的铝的、以及玻璃对实施例3中的PC/ABS的)非常不同的CTE对于产品变形具有显著影响的证据。
作为本公开内容的实施方式的实施例,利用铁素体不锈钢410的参考产品设计框架制作玻璃制品。选择这种框架基板是因为它具有与化学强化的铝硅酸盐盖罩玻璃片材接近的热膨胀系数(CTE)。作为参考,盖罩玻璃片材的CTE为7.88μm/m/℃。关于框架材料,铝(Al)5052H32合金的CTE为23.8μm/m/℃,MgAZ91D合金的CTE为25.2μm/m/℃,低碳钢1080的CTE为14.7μm/m/℃,铁素体不锈钢SS410的CTE为9.9μm/m/℃,以及PC/ABS的CTE为67μm/m/℃。本实施例中使用的盖罩玻璃片材具有0.55mm的厚度,并进行冷成型以及在真空台处理中利用3M
作为本公开内容的实施方式的实施例,实施例5与实施例4类似,区别之处在于在95℃下执行固化2分钟。在固化之后,将样品冷却至室温,在显示区中没有观察到变形,而在非显示区中观察到略微变形。执行ATOS测量,在显示区和非显示区中CAD标称的最大变形分别为0.39mm和-1.16mm。这一实施例可与实施例4进行比较,并示出较高的固化温度对产品变形的效果。由于材料(例如,玻璃和框架)之间小的CTE失配,固化期间较高的温度导致较大的变形。
作为本公开内容的实施方式的实施例,实施例6与实施例4类似,区别之处在于框架的厚度为1.905mm(vs.实施例4中的3.125mm)。在固化之后,将样品冷却至室温,没有观察到变形。执行ATOS测量,在显示区和非显示区中CAD标称的最大变形分别为0.81mm和-0.35mm。
作为本公开内容的实施方式的实施例,实施例7与实施例6类似,区别之处在于在85℃下执行固化5分钟。在固化之后,将样品冷却至室温,在显示区中没有观察到变形,而在非显示区中观察到略微变形。执行ATOS测量,在显示区和非显示区中CAD标称的最大变形分别为0.46mm和-1.60mm。
作为本公开内容的实施方式的实施例,实施例8与实施例4类似,区别之处在于使用VHB粘合剂。在固化之后,将样品冷却至室温,没有观察到变形。这一实施例可与实施例4进行比较,并示出使用低模量、高延伸率粘合剂与具有大的CTE失配的材料(例如,玻璃和PC/ABS)的效果。
图5示出来自以上实施例1、2、4、5、6、和7的ATOS数据。
除了以上的实施例1至8之外,执行有限元分析(FEA)模拟,以理解框架和粘合剂材料对于产品变形的相互作用。对于平坦部分(在其间具有显示开口)开发一种模型,并在温度从100℃变化至20℃时对不同的材料执行模拟。如图6中所示。在所有的模拟中,盖罩玻璃的厚度保持恒定在0.55mm。评价的框架材料为具有8mm厚度的PC/ABS、具有3.25mm或者1.625mm厚度的Al 5052H32合金、具有3.25mm或者1.625mm厚度的低碳钢1080、以及具有3.25mm或者1.625mm厚度的铁素体不锈钢SS410。表2以及图7和图8总结了来自于这些模拟的数据。
表2.具有不同框架材料和粘合剂材料的显示区中的平坦部分的变形结果
*PC/ABS框架在所有示例中具有8mm的厚度。
以上示例表明本公开内容的实施方式如何能提供将3D冷弯玻璃产品的变形最小化的改善的玻璃制品。
在特别的实施方式中,经由施加力(例如,经由真空吸盘、静电夹盘、真空袋、按压等)将玻璃基板在(例如,由弯曲模具表面支撑的)模具内弯曲至弯曲形状。如本文中公开的一样,起初在升高的温度下利用第一粘合剂维持弯曲形状,并维持相对短的时段以提供初始湿压强度(即,低于最终接合强度的允许处理和加工的强度水平),从而保持玻璃基板的弯曲形状。在此之后,将玻璃制品从模具中移除,并使第二粘合剂在室温下固化延长的时段以在玻璃基板和框架之间提供完整的框架接合。然而,在实施方式中,如果粘合剂具有第一早期固化强度和晚期结构固化强度,则可使用单一粘合剂。如本文中公开的一样使用这种双重粘合剂系统形成的玻璃制品实现了更经济的制造工艺。特别是,该玻璃制品能在升高的温度以及真空下耗费更少的时间,这提供了成本节约。
如上所述,玻璃基板16可进行强化。在一个或多个实施方式中,玻璃基板16可进行强化以包括从表面延伸至压缩深度(DOC)的压缩应力。压缩应力区域由表现出拉伸应力的中心部分平衡。在DOC处,应力从正(压缩)应力跨越至负(拉伸)应力。
在各种实施方式中,玻璃基板16可通过利用制品的各部分之间热膨胀系数的失配来进行机械强化,以产生压缩应力区域和表现出拉伸应力的中心区域。在一些实施方式中,玻璃基板可通过将玻璃加热至高于玻璃化转变点的温度然后进行快速淬火来进行热强化。
在各种实施方式中,玻璃基板16可通过离子交换进行化学强化。在离子交换过程中,位于玻璃基板表面处或其附近的离子被具有相同价态或氧化态的较大离子替换、或与其交换。在玻璃基板包括碱硅铝酸盐玻璃的那些实施方式中,制品的表面层中的离子和较大离子是一价碱金属阳离子,诸如Li
离子交换工艺典型地通过将玻璃基板浸入包含待与玻璃基板中的较小离子交换的较大离子的熔融盐浴(或者两个或更多个熔融盐浴)中来实施。应当指出的是,也可以利用盐水浴。除此之外,一种或多种浴的组合物可包括多于一种类型的较大离子(例如,Na
在一个或多个实施方式中,玻璃基板可浸入温度为从约370℃至约480℃的100%NaNO
在一个或多个实施方式中,玻璃基板可浸入温度低于约420℃(例如,约400℃或约380℃)的包括NaNO
可调制离子交换条件以提供所得玻璃基板的表面处或其附近的应力分布的“峰值”或增加该应力分布的斜率。峰值可造成更大的表面CS值。由于本文中描述的玻璃基板中使用的玻璃组合物的独特性质,因此这个峰值可通过单个浴或多个浴来实现,其中一个或多个浴具有单一组合物或混合组合物。
在一个或多个实施方式中,在多于一种单价离子交换至玻璃基板中的情况下,不同的单价离子可交换至玻璃基板内的不同深度(并在玻璃基板内的不同深度处产生不同大小的应力)。所得的产生应力的离子的相对深度可得以确定,并引起应力分布的不同特性。
CS是利用本领域中已知的那些手段诸如通过利用可商业获得的仪器(诸如由Orihara Industrial Co.,Ltd.(Japan)制造的FSM-6000)的表面应力计(FSM)来测量的。表面应力测量依赖于与玻璃的双折射相关的应力光学系数(SOC)的精确测量。SOC继而通过本领域已知的那些方法诸如纤维弯折法和四点弯折法(这两者在名称为“Standard TestMethod for Measurement of Glass Stress-Optical Coefficient”的ASTM标准C770-98(2013)中有所描述,其内容通过引用作为整体并入本文)、以及集装圆筒法(bulk cylindermethod)来测量。如本文中所用,CS可以是作为在压缩应力层内测得的最高压缩应力值的“最大压缩应力”。在一些实施方式中,所述最大压缩应力位于玻璃基板的表面处。在其他实施方式中,最大压缩应力可能发生在表面以下的一定深度处,从而使压缩分布出现“埋峰”。
DOC可通过FSM或通过散射光偏光镜(SCALP)(诸如可购自位于Tallinn Estonia的Glasstress Ltd.的SCALP-04散射光偏光镜)来测量,这取决于强化方法和条件。当玻璃基板通过离子交换处理进行化学强化时,取决于何种离子被交换至玻璃基板中而可使用FSM或SCALP。在通过将钾离子交换至玻璃基板中来在玻璃基板中产生应力的情况下,使用FSM来测量DOC。在通过将钠离子交换至玻璃基板中来产生应力的情况下,使用SCALP来测量DOC。在通过将钾离子和钠离子两者交换至玻璃基板中来在玻璃基板中产生应力的情况下,通过SCALP来测量DOC,因为据信钠的交换深度指示DOC,并且钾离子的交换深度指示压缩应力的大小变化(但不是从压缩应力到拉伸应力的变化);这种玻璃基板中钾离子的交换深度由FSM来测量。中心张力或CT是最大拉伸应力,并且由SCALP来测量。
在一个或多个实施方式中,玻璃基板可进行强化以表现出被描述为玻璃基板的厚度T1的一部分的DOC(如本文中所述)。例如,在一个或多个实施方式中,DOC可等于或大于约0.05T1、等于或大于约0.1T1,等于或大于约0.11T1、等于或大于约0.12T1、等于或大于约0.13T1、等于或大于约0.14T1、等于或大于约0.15T1、等于或大于约0.16T1、等于或大于约0.17T1、等于或大于约0.18T1、等于或大于约0.19T1、等于或大于约0.2T1、等于或大于约0.21T1。在一些实施方式中,DOC可在从约0.08T1至约0.25T1、从约0.09T1至约0.25T1、从约0.18T1至约0.25T1、从约0.11T1至约0.25T1、从约0.12T1至约0.25T1、从约0.13T1至约0.25T1、从约0.14T1至约0.25T1、从约0.15T1至约0.25T1、从约0.08T1至约0.24T1、从约0.08T1至约0.23T1、从约0.08T1至约0.22T1、从约0.08T1至约0.21T1、从约0.08T1至约0.2T1、从约0.08T1至约0.19T1、从约0.08T1至约0.18T1、从约0.08T1至约0.17T1、从约0.08T1至约0.16T1、或者从约0.08T1至约0.15T1的范围内。在一些情况下,DOC可为约20μm或更小。在一个或多个实施方式中,DOC可为约40μm或更大(例如,从约40μm至约300μm、从约50μm至约300μm、从约60μm至约300μm、从约70μm至约300μm、从约80μm至约300μm、从约90μm至约300μm、从约100μm至约300μm、从约110μm至约300μm、从约120μm至约300μm、从约140μm至约300μm、从约150μm至约300μm、从约40μm至约290μm、从约40μm至约280μm、从约40μm至约260μm、从约40μm至约250μm、从约40μm至约240μm、从约40μm至约230μm、从约40μm至约220μm、从约40μm至约210μm、从约40μm至约200μm、从约40μm至约180μm、从约40μm至约160μm、从约40μm至约150μm、从约40μm至约140μm、约40μm至约130μm、从约40μm至约120μm、从约40μm至约110μm、或者从约40μm至约100μm)。在其他实施方式中,DOC落入本段阐述的精确数值范围中的任一者内。
在一个或多个实施方式中,强化的玻璃基板可具有以下的CS(其可见于表面处或者玻璃基板内的一定深度处):约200MPa或更大、300MPa或更大、400Mpa或更大、约500MPa或更大、约600MPa或更大、约700MPa或更大、约800MPa或更大、约900MPa或更大、约930MPa或更大、约1000MPa或更大、或者约1050MPa或更大。
在一个或多个实施方式中,强化的玻璃基板可具有以下最大拉伸应力或中心张力(CT):约20MPa或更大、约30Mpa或更大、约40MPa或更大、约45MPa或更大、约50MPa或更大、约60MPa或更大、约70MPa或更大、约75MPa或更大、约80MPa或更大、或者约85MPa或更大。在一些实施方式中,最大拉伸应力或中心张力(CT)可在从约40MPa至约100MPa的范围中。在其他实施方式中,CS落入本段阐述的精确数值范围内。
用于玻璃基板16的合适的玻璃组合物包括钠钙玻璃、铝硅酸盐玻璃、硼硅酸盐玻璃、硼铝硅酸盐玻璃、含碱铝硅酸盐玻璃、含碱硼硅酸盐玻璃、以及含碱硼铝硅酸盐玻璃。
除非另外指明,否则本文中公开的玻璃组合物以如基于氧化物分析的摩尔百分比(mol%)进行描述。
在一个或多个实施方式中,玻璃组合物可以包括以下范围的含量的SiO
在一个或多个实施方式中,玻璃组合物包括以下含量的Al
在一个或多个实施方式中,玻璃制品被描述为铝硅酸盐玻璃制品或者包括铝硅酸盐玻璃组合物。在这些实施方式中,由其形成的玻璃组合物或者制品包括SiO
在一个或多个实施方式中,玻璃组合物包括B
如本文中所用,关于组合物的组分的短语“实质上不含”意指组分在初始配料期间并未被主动或者有意添加至组合物中,但是可以以小于约0.001mol%的量作为杂质存在。
在一个或多个实施方式中,玻璃组合物任选地包括P
在一个或多个实施方式中,玻璃组合物可包括的R
在一个或多个实施方式中,玻璃组合物包括以下含量的Na
在一个或多个实施方式中,玻璃组合物包括小于约4mol%的K
在一个或多个实施方式中,玻璃组合物实质上不含Li
在一个或多个实施方式中,组合物中Na
在一个或多个实施方式中,玻璃组合物可包括在从约0mol%至约2mol%范围中的RO的总量(其为诸如CaO、MgO、BaO、ZnO、和SrO之类的碱土金属氧化物的总量)。在一些实施方式中,玻璃组合物包括最高达约2mol%的非零量的RO。在一个或多个实施方式中,玻璃组合物包括以下范围的含量的RO:从约0mol%至约1.8mol%、从约0mol%至约1.6mol%、从约0mol%至约1.5mol%、从约0mol%至约1.4mol%、从约0mol%至约1.2mol%、从约0mol%至约1mol%、从约0mol%至约0.8mol%、从约0mol%至约0.5mol%、以及其间的所有范围和子范围。
在一个或多个实施方式中,玻璃组合物包括以下含量的CaO:小于约1mol%、小于约0.8mol%、或者小于约0.5mol%。在一个或多个实施方式中,玻璃组合物实质上不含CaO。
在一些实施方式中,玻璃组合物包括以下范围的含量的MgO:从约0mol%至约7mol%、从约0mol%至约6mol%、从约0mol%至约5mol%、从约0mol%至约4mol%、从约0.1mol%至约7mol%、从约0.1mol%至约6mol%、从约0.1mol%至约5mol%、从约0.1mol%至约4mol%、从约1mol%至约7mol%、从约2mol%至约6mol%、或者从约3mol%至约6mol%、以及其间的所有范围和子范围。
在一个或多个实施方式中,玻璃组合物包括以下含量的ZrO
在一个或多个实施方式中,玻璃组合物包括以下含量的SnO
在一个或多个实施方式中,玻璃组合物可包括赋予玻璃制品颜色或者色彩的氧化物。在一些实施方式中,玻璃组合物包括防止玻璃制品在玻璃制品暴露于紫外线辐射时脱色的氧化物。这种氧化物的示例没有限制地包括Ti、V、Cr、Mn、Fe、Co、Ni、Cu、Ce、W、以及Mo的氧化物。
在一个或多个实施方式中,玻璃组合物包括表示为Fe
在玻璃组合物包括TiO
示例性玻璃组合物包括从约65mol%至约75mol%的范围的含量的SiO
本公开内容的方面(1)涉及一种玻璃制品,包括:具有第一主表面和第二主表面的盖罩玻璃片材,所述第二主表面包括第一区域和第二区域,所述第一区域包括具有第一曲率半径的第一曲面,所述第二区域与所述第一区域不同;具有支撑表面的框架,所述支撑表面包括由第一框架材料构成的第三区域和由与所述第一框架材料不同的第二框架材料构成的第四区域,其中所述盖罩玻璃片材的所述第二主表面面向所述框架的所述支撑表面,并且其中所述第三区域包括与所述第一曲面互补的第二曲面且所述第四区域与所述第二区域互补;设置在所述框架的所述支撑表面的所述第三区域和所述盖罩玻璃片材的所述第二主表面的所述第一区域之间的第一粘合剂,所述第一粘合剂包括第一杨氏模量;以及设置在所述框架的所述支撑表面的所述第四区域和所述盖罩玻璃片材的所述第二主表面的所述第二区域之间的第二粘合剂,所述第二粘合剂包括与所述第一杨氏模量不同的第二杨氏模量。
本公开内容的方面(2)涉及如方面(1)所述的玻璃制品,其中所述第一框架材料包括第一热膨胀系数,且所述第二框架材料包括第二热膨胀系数。
本公开内容的方面(3)涉及如方面(2)所述的玻璃制品,其中所述第一热膨胀系数小于所述第二热膨胀系数。
本公开内容的方面(4)涉及如方面(2)或方面(3)所述的玻璃制品,其中所述盖罩玻璃片材包括第三热膨胀系数,并且其中所述第一热膨胀系数相对于所述第三热膨胀系数的比例为约2或更小、约1.5或更小、约1、或者约0.5至1.5。
本公开内容的方面(5)涉及如方面(3)或方面(4)所述的玻璃制品,其中所述第二热膨胀系数相对于所述第三热膨胀系数的比例为约2或更大。
本公开内容的方面(6)涉及如方面(1)至方面(5)中任一项所述的玻璃制品,其中所述第一框架材料包括不锈钢。
本公开内容的方面(7)涉及如方面(1)至方面(6)中任一项所述的玻璃制品,其中所述第二框架材料包括聚碳酸酯或者ABS。
本公开内容的方面(8)涉及如方面(1)至方面(7)中任一项所述的玻璃制品,其中所述第二粘合剂是带状粘合剂。
本公开内容的方面(9)涉及如方面(1)至方面(8)中任一项所述的玻璃制品,其中所述第四区域包括平坦区域和第二曲面中的至少一者,所述第二曲面具有大于所述第一曲率半径的第二曲率半径。
本公开内容的方面(10)涉及如方面(1)至方面(9)中任一项所述的玻璃制品,进一步包括利用光学透明的粘合剂接合至所述框架的显示器。
本公开内容的方面(11)涉及如方面(10)中所述的玻璃制品,其中所述显示器接合至所述第四区域中的所述框架。
本公开内容的方面(12)涉及如方面(1)至方面(11)中任一项所述的玻璃制品,其中所述盖罩玻璃片材包括强化的铝硅酸盐玻璃组合物。
本公开内容的方面(13)涉及如方面(1)至方面(12)中任一项所述的玻璃制品,其中所述盖罩玻璃片材具有从0.4mm至2.0mm的厚度。
本公开内容的方面(14)涉及如方面(1)至方面(13)中任一项所述的玻璃制品,进一步包括在所述盖罩玻璃片材的所述第一主表面上的表面处理。
本公开内容的方面(15)涉及如方面(14)所述的玻璃制品,其中所述表面处理是防眩光处理、抗反射涂层、和易清洁涂层中的至少一者。
本公开内容的方面(16)涉及如方面(1)至方面(15)中任一项所述的玻璃制品,其中所述第一曲面和所述第二曲面各自包括至少一个曲率半径为100mm或更小的位置。
本公开内容的方面(17)涉及一种交通工具内饰,包括根据方面(1)至(16)中任一项所述的玻璃制品。
方面(18)涉及一种玻璃制品,包括:具有第一主表面和第二主表面的盖罩玻璃片材,所述第二主表面包括第一区域和第二区域,所述第一区域包括具有第一曲率半径的第一曲面,所述第二区域与所述第一区域不同;包括第一支撑表面和第二支撑表面的框架,所述第一支撑表面包括第一框架材料且与所述第二主表面的所述第一区域一致,并且所述第二支撑表面包括第二框架材料且与所述第二主表面的所述第二区域一致,设置在所述第一支撑表面和所述第二主表面的所述第一区域之间的第一粘合剂;以及设置在所述第二支撑表面和所述第二主表面的所述第二区域之间的第二粘合剂,其中所述第一框架材料与所述第二框架材料不同,并且其中所述第一区域包括比所述第二区域大的曲率。
方面(19)涉及如方面(18)所述的玻璃制品,其中所述第一框架材料包括第一热膨胀系数,且所述第二框架材料包括第二热膨胀系数。
方面(20)涉及如方面(19)所述的玻璃制品,其中所述第一热膨胀系数小于所述第二热膨胀系数。
方面(21)涉及如方面(19)或方面(20)所述的玻璃制品,其中所述盖罩玻璃片材包括第三热膨胀系数,并且其中所述第一热膨胀系数相对于所述第三热膨胀系数的比例为约2或更小、约1.5或更小、约1、或者约0.5至1.5。
方面(22)涉及如方面(20)或方面(21)所述的玻璃制品,其中所述第二热膨胀系数相对于所述第三热膨胀系数的比例为约2或更大。
方面(23)涉及如方面(18)至(22)中任一项所述的玻璃制品,所述第一粘合剂包括第一杨氏模量,并且所述第二粘合剂包括小于所述第一杨氏模量的第二杨氏模量。
方面(24)涉及如方面(18)至(23)中任一项所述的玻璃制品,其中所述第一粘合剂包括第一延伸率,并且所述第二粘合剂包括大于所述第一延伸率的第二延伸率。
方面(25)涉及如方面(24)所述的玻璃制品,其中所述第一延伸率为约100%或更小、约50%或更小、约40%或更小、约30%或更小、约20%或更小、或者约10%或更小。
方面(26)涉及如方面(24)或方面(25)所述的玻璃制品,其中所述第二延伸率为约10%或更大、约20%或更大、约30%或更大、约40%或更大、约50%或更大、约60%或更大、约70%或更大、约80%或更大、约90%或更大、约100%或更大、约150%或更大、约200%或更大、约250%或更大、或者约300%或更大。
方面(27)涉及如方面(18)至(23)中任一项所述的玻璃制品,其中所述第一框架材料包括不锈钢。
方面(28)涉及如方面(18)至(27)中任一项所述的玻璃制品,其中所述第二框架材料包括聚碳酸酯或者ABS。
方面(29)涉及如方面(18)至(28)中任一项所述的玻璃制品,其中所述第二粘合剂是带状粘合剂。
方面(30)涉及如方面(18)至(29)中任一项所述的玻璃制品,其中所述第四区域包括平坦区域和第二曲面中的至少一者,所述第二曲面具有大于所述第一曲率半径的第二曲率半径。
方面(31)涉及如方面(18)至(30)中任一项所述的玻璃制品,进一步包括利用光学透明的粘合剂接合至所述框架的显示器。
方面(32)涉及如方面(31)所述的玻璃制品,其中所述显示器接合至所述第四区域中的所述框架。
方面(33)涉及如方面(18)至(32)中任一项所述的玻璃制品,其中所述盖罩玻璃片材包括强化的铝硅酸盐玻璃组合物。
方面(34)涉及如方面(18)至(33)中任一项所述的玻璃制品,其中所述盖罩玻璃片材具有从0.4mm至2.0mm的厚度。
方面(35)涉及如方面(18)至(34)中任一项所述的玻璃制品,进一步包括在所述盖罩玻璃片材的所述第一主表面上的表面处理。
方面(36)涉及如方面(35)所述的玻璃制品,其中所述表面处理是防眩光处理、抗反射涂层、和易清洁涂层中的至少一者。
方面(37)涉及如方面(18)至(36)中任一项所述的玻璃制品,其中所述第一曲面和所述第二曲面各自包括至少一个曲率半径为100mm或更小的位置。
方面(38)涉及一种交通工具内饰,包括根据方面(18)至(37)中任一项所述的玻璃制品。
方面(39)涉及一种玻璃制品,包括:具有第一主表面和第二主表面的盖罩玻璃片材,所述第二主表面包括具有第一曲率半径的第一曲面和具有与所述第一曲率半径不同的第二曲率半径的第二曲面;具有支撑表面的框架,所述支撑表面包括第三曲面和第四曲面,其中所述盖罩玻璃片材的所述第二主表面面向所述框架的所述支撑表面,并且其中所述第三曲面与所述第一曲面互补且所述第四曲面与所述第二曲面互补;设置在所述框架的所述支撑表面的所述第三曲面和所述盖罩玻璃片材的所述第二主表面的所述第一曲面之间的第一粘合剂,所述第一粘合剂包括第一延伸率;以及设置在所述框架的所述支撑表面的所述第四曲面和所述盖罩玻璃片材的所述第二主表面的所述第二曲面之间的第二粘合剂,所述第二粘合剂包括与所述第一延伸率不同的第二延伸率。
方面(40)涉及如方面(39)所述的玻璃制品,其中所述第一粘合剂包括第一杨氏模量且所述第二粘合剂包括与所述第一杨氏模量不同的第二杨氏模量。
方面(41)涉及如方面(39)或(40)所述的玻璃制品,其中所述第一曲率半径小于所述第二曲率半径,并且其中所述第一延伸率小于所述第二延伸率。
方面(42)涉及如方面(40)或(41)所述的玻璃制品,其中所述第一杨氏模量大于所述第二杨氏模量。
方面(43)涉及如方面(39)至(42)中任一项所述的玻璃制品,其中所述第一延伸率为约100%或更小、约50%或更小、约40%或更小、约30%或更小、约20%或更小、或者约10%或更小。
方面(44)涉及如方面(39)至(43)中任一项所述的玻璃制品,其中所述第二延伸率为约10%或更大、约20%或更大、约30%或更大、约40%或更大、约50%或更大、约60%或更大、约70%或更大、约80%或更大、约90%或更大、约100%或更大、约150%或更大、约200%或更大、约250%或更大、或者约300%或更大。
方面(45)涉及如方面(39)至(44)中任一项所述的玻璃制品,其中所述盖罩玻璃片材包括具有第一热膨胀系数的材料,并且所述框架包括具有第二热膨胀系数的材料。
方面(46)涉及如方面(45)所述的玻璃制品,其中所述第二热膨胀系数相对于所述第一热膨胀系数的比例小于2,并且所述第一粘合剂包括约10%或更小的延伸率。
方面(47)涉及如方面(45)或(46)中任一项所述的玻璃制品,其中所述第二热膨胀系数相对于所述第一热膨胀系数的比例大于或等于2,并且所述第一粘合剂的延伸率大于10%、大于约50%、大于约100%、或者大于或等于约200%。
方面(48)涉及如方面(39)至(47)中任一项所述的玻璃制品,其中所述框架的所述材料包括金属、合金、或者聚合物。
方面(49)涉及如方面(48)所述的玻璃制品,其中所述框架的所述材料包括不锈钢、聚碳酸酯(PC)、丙烯腈-丁二烯-苯乙烯(ABS)、或者镁合金中的至少一者。
方面(50)涉及如方面(39)至(49)中任一项所述的玻璃制品,其中所述第一粘合剂和所述第二粘合剂中的至少一者包括增韧的环氧树脂、亚克力、氨基甲酸酯、或者硅树脂。
方面(51)涉及如方面(39)至(50)中任一项所述的玻璃制品,其中所述第一曲率半径为600mm或更小、约500mm或更小、约400mm或更小、约300mm或更小、约250mm或更小、约200mm或更小、或者约100mm或更小。
方面(52)涉及如方面(39)至(51)中任一项所述的玻璃制品,其中所述第二曲率半径为约100mm或更大、约200mm或更大、约300mm或更大、约400mm或更大、约500mm或更大、约600mm或更大、约700mm或更大、约800mm或更大、或者约900mm或更大。
方面(53)涉及如方面(39)至(52)中任一项所述的玻璃制品,其中所述第二曲面具有零的曲率。
方面(54)涉及如方面(39)至(53)中任一项所述的玻璃制品,其中所述框架的所述材料和所述第一粘合剂满足以下条件之一:(1)所述第二热膨胀系数相对于所述第一热膨胀系数的比例小于2,并且所述第一粘合剂包括约10%或更小的延伸率,以及(2)所述第二热膨胀系数相对于所述第一热膨胀系数的比例大于或等于2,并且所述第一粘合剂的延伸率大于10%、大于约50%、大于约100%、或者大于或等于约200%。
方面(55)涉及如方面(39)至(54)中任一项所述的玻璃制品,进一步包括利用光学透明的粘合剂接合至所述框架的显示器。
方面(56)涉及一种交通工具内饰,包括根据方面(39)至(55)中任一项所述的玻璃制品。
方面(57)涉及一种玻璃制品,包括:具有第一主表面和第二主表面的盖罩玻璃片材,所述第二主表面包括具有第一曲率半径的第一曲面,所述盖罩玻璃片材包括具有第一热膨胀系数的材料;具有支撑表面的框架,所述支撑表面包括第二曲面,其中所述盖罩玻璃片材的所述第二主表面面向所述框架的所述支撑表面,并且其中所述第二曲面与所述第一曲面互补,所述框架包括具有第二热膨胀系数的材料;以及设置在所述框架的所述支撑表面和所述盖罩玻璃片材的所述第二主表面之间的第一粘合剂,其中所述框架的所述材料和所述第一粘合剂满足以下条件之一:(1)所述第二热膨胀系数相对于所述第一热膨胀系数的比例小于2,并且所述第一粘合剂包括约10%或更小的延伸率,以及(2)所述第二热膨胀系数相对于所述第一热膨胀系数的比例大于或等于2,并且所述第一粘合剂的延伸率大于10%、大于约50%、大于约100%、或者大于或等于约200%。
方面(58)涉及如方面(57)所述的玻璃制品,其中所述第二热膨胀系数相对于所述第一热膨胀系数的比例小于2,并且所述第一粘合剂包括约10%或更小的延伸率,并且其中所述第一曲率半径为约600mm或更小、约500mm或更小、约400mm或更小、约300mm或更小、约250mm或更小、约200mm或更小、或者约100mm或更小。
方面(59)涉及如方面(57)或(58)所述的玻璃制品,其中所述第二主表面包括与所述第一曲面不同的第二区,所述第二区包括二维表面区和第二曲面中的至少一者,并且其中所述支撑表面包括与所述第二主表面的所述第二区互补的第二支撑区。
方面(60)涉及如方面(59)所述的玻璃制品,其中所述第二区包括所述第二曲面,所述第二曲面具有约100mm或更大、约200mm或更大、约300mm或更大、约400mm或更大、约500mm或更大、约600mm或更大、约700mm或更大、约800mm或更大、或者约900mm或更大的所述第二曲率半径。
方面(61)涉及如方面(57)至(60)中任一项所述的玻璃制品,其中所述第一粘合剂包括增韧的环氧树脂、亚克力、氨基甲酸酯、或者硅树脂。
方面(62)涉及如方面(57)至(61)中任一项所述的玻璃制品,进一步包括设置在所述第二主表面的所述第二区之间的第二粘合剂,所述第二粘合剂与所述第一粘合剂不同。
方面(63)涉及如方面(62)所述的玻璃制品,其中所述第二粘合剂包括与所述第一延伸率不同的第二延伸率。
方面(64)涉及如方面(62)或(63)所述的玻璃制品,其中所述第一粘合剂包括第一杨氏模量且所述第二粘合剂包括与所述第一杨氏模量不同的第二杨氏模量。
方面(65)涉及一种交通工具内饰,包括根据方面(57)至(64)中任一项所述的玻璃制品。
方面(66)涉及一种形成弯曲玻璃制品的方法,包括以下步骤:将具有第一延伸率的第一粘合剂施加至框架的或者盖罩玻璃片材的第一区域,所述框架包括在所述第一区域中具有第一弯曲表面的支撑表面;将所述盖罩玻璃片材成型至所述框架,以使所述盖罩玻璃片材与所述框架的所述支撑表面一致;以及在第一温度下固化第一粘合剂第一时段,其中所述第一弯曲表面包括第一曲率半径,其中所述盖罩玻璃片材包括具有第一热膨胀系数的材料,所述框架包括具有第二热膨胀系数的材料,并且所述第一粘合剂包括第一延伸率,并且其中所述框架的所述材料和所述第一粘合剂满足以下条件之一:(1)所述第二热膨胀系数相对于所述第一热膨胀系数的比例小于2,并且所述第一粘合剂包括约10%或更小的延伸率,以及(2)所述第二热膨胀系数相对于所述第一热膨胀系数的比例大于或等于2,并且所述延伸率大于10%、大于约50%、大于约100%、或者大于或等于约200%。
方面(67)涉及如方面(66)所述的方法,进一步包括,在固化步骤之后,冷却所述弯曲玻璃制品,其中,在所述冷却步骤之后,所述弯曲玻璃制品与所述固化步骤之前相比没有视觉变形。
方面(68)涉及如方面(66)或方面(67)所述的方法,进一步包括将第二粘合剂施加至所述框架的或者所述盖罩玻璃片材的第二区域,所述第二粘合剂包括与所述第一延伸率不同的第二延伸率。
方面(69)涉及如方面(68)所述的方法,其中所述框架的所述第二区域是平坦的或者包括具有大于所述第一曲率半径的第二曲率半径的第二曲面,并且所述第二延伸率大于所述第一延伸率。
方面(70)涉及如方面(69)所述的方法,其中所述第一粘合剂包括第一杨氏模量且所述第二粘合剂包括与所述第一杨氏模量不同的第二杨氏模量。
方面(71)涉及如方面(68)至(70)中任一项所述的方法,其中所述第一延伸率为约100%或更小、约50%或更小、约40%或更小、约30%或更小、约20%或更小、或者约10%或更小。
方面(72)涉及如方面(68)至(71)中任一项所述的方法,其中所述第二延伸率为约10%或更大、约20%或更大、约30%或更大、约40%或更大、约50%或更大、约60%或更大、约70%或更大、约80%或更大、约90%或更大、约100%或更大、约150%或更大、约200%或更大、约250%或更大、或者约300%或更大。
方面(73)涉及如方面(66)至(72)中任一项所述的方法,其中所述盖罩玻璃片材包括具有第一热膨胀系数的材料,并且所述框架包括具有第二热膨胀系数的材料。
方面(74)涉及如方面(66)或(73)中任一项所述的方法,其中所述第二热膨胀系数相对于所述第一热膨胀系数的比例大于或等于2,并且所述第一粘合剂的延伸率大于10%、大于约50%、大于约100%、或者大于或等于约200%。
方面(75)涉及如方面(66)至(74)中任一项所述的方法,其中所述框架的所述材料包括金属、合金、或者聚合物。
方面(76)涉及如方面(75)所述的方法,其中所述框架的所述材料包括不锈钢、聚碳酸酯(PC)、丙烯腈-丁二烯-苯乙烯(ABS)、或者镁合金中的至少一者。
方面(77)涉及如方面(66)至(76)中任一项所述的方法,其中所述第一粘合剂和所述第二粘合剂中的至少一者包括增韧的环氧树脂、亚克力、氨基甲酸酯、或者硅树脂。
方面(78)涉及如方面(66)至(77)中任一项所述的方法,其中所述第二曲率半径为约100mm或更大、约200mm或更大、约300mm或更大、约400mm或更大、约500mm或更大、约600mm或更大、约700mm或更大、约800mm或更大、或者约900mm或更大。
方面(79)涉及如方面(66)至(78)中任一项所述的方法,进一步包括利用光学透明的粘合剂接合至所述框架的显示器。
方面(80)涉及如方面(66)至(79)中任一项所述的方法,其中所述第一曲面和所述第二曲面各自包括至少一个曲率半径为100mm或更小的位置。
方面(81)涉及如方面(66)至(80)中任一项所述的方法,其中所述模制的步骤包括将所述盖罩玻璃片材真空成型至所述框架。
方面(82)涉及如方面(66)至(81)中任一项所述的方法,其中所述盖罩玻璃片材包括化学强化的铝硅酸盐玻璃组合物。
方面(83)涉及如方面(66)至(82)中任一项所述的方法,其中所述盖罩玻璃片材具有从0.4mm至2.0mm的厚度。
方面(84)涉及一种玻璃制品,包括:具有第一主表面和第二主表面的盖罩玻璃片材,所述第二主表面包括第一区域和第二区域,所述第一区域包括具有第一曲率半径的第一曲面,所述第二区域与所述第一区域不同;具有支撑表面的框架,所述支撑表面包括第三区域和第四区域,所述第三区域与所述第二主表面的所述第一区域一致,并且所述第四区域与所述第二主表面的所述第二区域一致,设置在所述支撑表面的所述第一区域和所述第二主表面的所述第一区域之间的第一粘合剂;以及设置在所述支撑表面的所述第四区域和所述第二主表面的所述第二区域之间的第二粘合剂,其中所述第一区域的曲率大于所述第二区域的曲率,并且其中所述第一粘合剂包括第一杨氏模量,并且所述第二粘合剂包括小于所述第一杨氏模量的第二杨氏模量。
方面(85)涉及如方面(84)所述的玻璃制品,其中所述第二区域包括具有大于所述第一曲率半径的曲率半径的第二曲面,或者其中所述第二区域无曲率。
方面(86)涉及如方面(84)或方面(85)所述的玻璃制品,其中所述第一粘合剂包括第一延伸率,并且所述第二粘合剂包括大于所述第一延伸率的第二延伸率。
方面(87)涉及如方面(86)所述的玻璃制品,其中所述第一延伸率为约100%或更小、约50%或更小、约40%或更小、约30%或更小、约20%或更小、或者约10%或更小。
方面(88)涉及如方面(86)或(87)所述的玻璃制品,其中所述第二延伸率为约10%或更大、约20%或更大、约30%或更大、约40%或更大、约50%或更大、约60%或更大、约70%或更大、约80%或更大、约90%或更大、约100%或更大、约150%或更大、约200%或更大、约250%或更大、或者约300%或更大。
方面(89)涉及如方面(84)至(88)中任一项所述的玻璃制品,其中所述框架的所述材料包括金属、合金、或者聚合物。
方面(90)涉及如方面(89)所述的玻璃制品,其中所述框架的所述材料包括不锈钢、聚碳酸酯(PC)、丙烯腈-丁二烯-苯乙烯(ABS)、或者镁合金中的至少一者。
方面(91)涉及如方面(84)至(90)中任一项所述的玻璃制品,其中所述第一粘合剂和所述第二粘合剂中的至少一者包括增韧的环氧树脂、亚克力、氨基甲酸酯、或者硅树脂。
方面(92)涉及如方面(84)至(91)中任一项所述的玻璃制品,其中所述第一曲率半径为600mm或更小、约500mm或更小、约400mm或更小、约300mm或更小、约250mm或更小、约200mm或更小、或者约100mm或更小。
方面(93)涉及如方面(85)至(92)中任一项所述的玻璃制品,其中所述第二曲率半径为约100mm或更大、约200mm或更大、约300mm或更大、约400mm或更大、约500mm或更大、约600mm或更大、约700mm或更大、约800mm或更大、或者约900mm或更大。
方面(94)涉及如方面(84)至(93)中任一项所述的玻璃制品,进一步包括利用光学透明的粘合剂接合至所述框架的显示器。
方面(95)涉及如方面(84)至(94)中任一项所述的玻璃制品,其中所述第一曲面和所述第二曲面各自包括至少一个曲率半径为100mm或更小的位置。
方面(96)涉及一种交通工具内饰,包括根据方面(84)至(95)中任一项所述的玻璃制品。
除非另外明确陈述,否则决不意图将本文中阐述的任何方法解释为要求以特定顺序执行其步骤。因此,在方法权利要求项未实际叙述其步骤所遵循的次序或者在权利要求书或说明书中未另外具体陈述各步骤将限于特定次序的情况下,决不意图推断任何特定的顺序。除此之外,如本文中所用,冠词“一个”意在包括一个或者多于一个组件或者元件,且并非意在被解释为仅意味着一个。
对本领域技术人员将显而易见的是,可在不背离所公开的实施方式的精神或范围的情况下做出各种修改和变型。由于本领域技术人员可以对所公开的并入实施方式的精神和实质的实施方式进行修改、组合、子组合以及变型,因此所公开的实施方式应被解释为包括所附权利要求书及其等同物的范围内的所有事项。
- 具有热匹配系统的冷成型玻璃制品及形成其的工艺
- 采用玻璃粘度差异来改善形状匹配以形成弯曲玻璃层叠体制品的系统和工艺