用于制造复合材料的方法
文献发布时间:2023-06-19 12:16:29
技术领域
本发明涉及一种根据权利要求1所述的用于制造复合材料的方法。
背景技术
由现有技术已知,利用第二条状材料对第一条状材料进行包层。也已知的是,利用两个窄的条带对宽的条带进行包层,其中,窄的条带并排地设置为使得其覆盖整个宽的条带。已知的包层变型方案称为嵌入(Inlay)、芯包层(Corelay)、边对边(Side-to-Side)和边缘包层(Edgelay)等。它们的共同点在于,将至少两个窄的条带并排地设置并且利用这些并排地设置的条带对至少一个较宽的条带进行包层。
然而,在对并排地设置的条带的包层过程期间存在这样的风险,即在包层过程期间或在包层过程之前,污物和/或润滑剂到达在各条带之间的接缝中。此外,必须耗费地预处理各条带的表面。此外可能出现:两个窄的条带在包层过程之后没有形成闭合的带表面。这在进一步的加工步骤中可能是个问题。
已知的方法例如在DE10258824B3和WO2016/160049A1中公开。
发明内容
相对于此,本发明的任务在于给出一种较不易出错的方法,利用所述方法能够制造高质量的复合材料。
此外,应当给出一种适合于实施这种方法的装置。
所述任务通过一种根据权利要求1所述的方法和通过一种根据权利要求11所述的设备来解决。本发明的实施方式在各从属权利要求中给出。
由第一材料制造第一条带,由第二材料制造第二条带和制造第三条带。所述第三条带可以由第一材料或由第三材料制造。在此,在本说明书的范畴内,条带特别是理解为具有小的厚度、中等的宽度和大的长度的几何结构。例如,宽度可以是厚度的多倍、特别是大于五倍。长度例如可以是大于宽度的十倍。
将第一条带和第二条带并排地设置并且在这个状态下相互连接成第一复合条带。在此,沿着条带的纵向方向进行连接。复合条带的宽度为第一条带和第二条带的宽度之和。当然也可行的是,第一复合条带也包括可以由第一材料或第二材料或其他材料制成的其他条带。在本说明书的范畴内,复合条带特别是理解为由不同材料的不同条带制造的条带。
将第一复合条带设置在第三条带的上方或下方并且然后与所述第三条带连接。在本说明书的范畴内,设置在“上方”或“下方”特别是理解为,这样设置的条带沿宽度和长度彼此重叠并且因此两个彼此相叠地设置的条带的厚度相加为复合体的总厚度。
将第一条带与第二条带连接成第一复合条带是有利的,因为因此在与第三条带连接之前不再需要将第一条带和第二条带小心地彼此对齐。于是在与第三条带连接的过程中或之前,污物和/或润滑剂也不能够渗入到在第一条带与第二条带之间的间隙中。此外,确保了在与第三条带建立连接的过程中,第一条带和第二条带不相对于彼此移动。此外,确保了闭合的带表面。
此外,可以在退绕装置中准备第一复合条带以用于与第三条带连接,所述第一复合条带在与第三条带建立连接的过程中从所述退绕装置退绕展开。第一复合条带与第三条带的连接可以与由唯一一种材料制成的条带与第三条带的连接类似地或同样地进行。特别有利的是,利用复合条带包层第三条带,或利用第三条带包层复合条带。因此,可以使用相同的包层设备。不需要进行调适。
根据本发明的一种实施方式,第一条带与第二条带的连接可以是材料锁合的。特别是可以是焊接连接。焊接连接是特别稳定的并且特别好地适合于金属或合金。
根据本发明的一种实施方式,第一条带与第二条带的连接可以是形锁合的。
根据本发明的一种实施方式,第一复合条带与第三条带的连接可以通过包层来实现。特别是,可以通过冷轧包层来建立连接。
根据本发明的一种实施方式,可以制造、特别是由所述第一材料制造第四条带,将所述第四条带设置在所述第二条带旁。然后,通过将第一、第二和第四条带在并排设置的状态下连接来制造第一复合条带。例如,可以通过焊接连接来将第四条带与第二条带连接。
根据本发明的一种实施方式,可以制造第二复合条带。可以将第三条带设置在第一复合条带与第二复合条带之间并且与所述第二复合条带连接。第二复合条带例如可以包括多个不同材料的相互连接、特别是焊接的条带。第二复合条带与第三条带的连接可以例如通过包层、特别是冷轧包层来实现。
根据本发明的一种实施方式,第二复合条带可以按与第一复合条带相同的方式制造。
根据本发明的一种实施方式,可以制造、特别是由所述第三材料制造第五条带。可以将第一复合条带设置在第三条带与第五条带之间并且与所述第五条带连接。这种连接可以例如通过包层、特别是冷轧包层来实现。
根据本发明的一种实施方式,各材料可以分别由金属或合金组成。
根据本发明的一种实施方式,第一复合条带可以包括多个并排设置的第一条带和至少所述第二条带。在将第一复合条带与第三条带连接之后,沿平行于在第一条带与第二条带之间的连接缝的方向切断第二条带和第三条带。
以这种方式可以简化制造大量复合材料。第一复合条带和第三条带可以这样宽,使得通过切断才得到所期望的宽度的复合材料。因此,能通过少的包层过程制造特别大量的复合材料。
根据本发明的一种实施方式,第一复合条带可以包括多个并排设置的第一条带、第二条带和至少所述第四条带。第四条带比第一条带宽。在将第一复合条带与第三条带连接之后,沿平行于在第一条带与第二条带之间的连接缝的方向切断第四条带和第三条带。也可行的是,沿所述方向还切断另外的条带。
以这种方式可以简化制造大量复合材料。第一复合条带和第三条带可以这样宽,使得通过切断才得到所期望的宽度的复合材料。因此,能通过少量包层过程制造特别大量的复合材料。
根据权利要求11所述的设备包括辊压包层器件和焊接器件,并且所述设备构造为用于实施根据本发明的实施方式的方法。可以利用焊接器件来制造第一复合条带以及第二复合条带(如果存在的话)。这例如可以通过将多个条带相互焊接来实现,其中,这些条带可以由不同的材料制成。可以通过辊压包层器件来将第一复合条带与第三条带连接。
当然可行的是,利用辊压包层器件来将第三条带和/或第一复合条带与另外的条带和/或复合条带连接。
附图说明
本发明的其他特征和优点借助参照附图对优选实施例的以下描述变得清楚。在此,对相同或类似的构件和对具有相同或类似功能的构件使用相同的附图标记。图中:
图1示出三个条带的示意性剖面图;
图2示出具有图1中条带的复合材料的示意性剖面图;
图3示出具有图1中条带的复合材料的示意性剖面图;
图4示出具有三层条带的复合材料的示意性剖面图;
图5示出具有三层条带的复合材料的示意性剖面图;
图6示出为后续的切断而设置的复合材料的示意性剖面图;
图7示出为后续的切断而设置的复合材料的示意性剖面图;
图8示出具有三层条带的复合材料的示意性剖面图;
图9示出具有三层条带的复合材料的示意性剖面图;
图10示出为后续的切断而设置的复合材料的示意性剖面图;
图11示出为后续的切断而设置的复合材料的示意性剖面图;以及
图12示出第一复合条带的示意性剖面图,所述第一复合条带具有两个形锁合地相互连接的条带。
具体实施方式
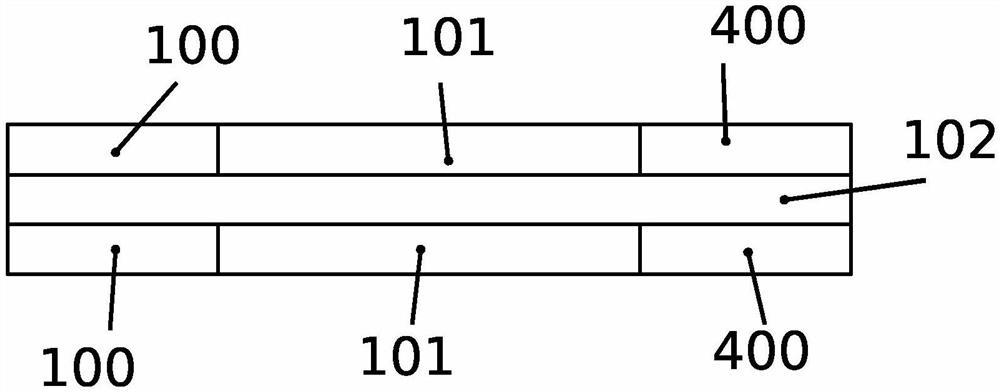
将由第一金属制成的第一条带100和由第二金属制成的第二条带101沿它们的纵向方向相互焊接成第一复合条带。在此,所述纵向方向是如下方向:条带100和101沿该方向具有最大延伸尺寸。随后在图2中的实施方式中,将各所述条带包层到由第三金属制成的第三条带102上。也可行的是,第三条带102由第一金属或第二金属制成。由于第三条带102的宽度对应于第一条带100和第二条带101的宽度之和,故可以在常规的包层设备中进行包层。几乎不必注意或不必注意特殊性。特别是,第一条带100和第二条带101在包层过程期间不能够相对于彼此移动。还确保在包层过程之后在第一条带100与第二条带101之间不存在间隙。
在图3中示出第三条带102包层到第一复合条带上。原则上,这可以与图2中的实施方式同样地进行。也得到类似的或相同的优点。
在图4中示出使用第二复合条带和第四条带400。第四条带400可以例如由与第一条带100相同的材料制成。但也可行的是,第四条带400由其他金属或合金制成。与图2和图3不同,第一复合条带除了第一条带100和第二条带101之外还包括第四条带400。第四条带400设置在第二条带101旁并且与第二条带101焊接。因此,第二条带101设置在第一条带100与第四条带400之间并且与这两个条带焊接。
第二复合条带与第一复合条带同样地构造。在图4的实施方式中的第三条带102比在图2和图3的实施方式中的第三条带102宽,因为其宽度对应于第一复合条带和第二复合条带的宽度之和。
第三条带102设置在第一复合条带与第二复合条带之间。在第三条带102与所述两个复合条带之间的连接经由包层过程实现。
在根据图4的实施方式中也得到如下优点,即,由于焊接而在复合条带内不存在间隙并且各条带在包层过程期间相对于彼此的移动是不可能的或至少显著地变得困难。
在图5中示出第五条带500,所述第五条带可以由与第三条带102相同的材料制成。然而也可行的是,第五条带500由其他金属或合金制成。在根据图5的实施方式中,第一复合条带设置在第三条带102与第五条带500之间。第一复合条带与第三条带102和第五条带500的连接经由包层过程实现。
在根据图5的实施方式中也得到如下优点,即,由于焊接而在复合条带内不存在间隙并且各条带在包层过程期间相对于彼此的移动是不可能的或至少显著地变得困难。
在根据图6的实施方式中,使用相对宽的第三条带102和相对宽的第五条带500。这与第一复合条带也非常宽相关,因为所述第一复合条带包括两个第一条带100、三个第二条带101和两个第四条带400,它们相互焊接。在此,第四条带400的宽度是第一条带100的宽度的两倍。
在图6中还示出两条虚线,所述两条虚线仅用于表示如下线:沿着所述线将第三条带102、第五条带500和第一复合条带切断,以便制造多个如图5中所示的复合材料。对此的前提是:第四条带400的宽度是第一条带100的宽度的两倍并且所述第四条带由与第一条带100相同的材料制成。
利用图6中的实施方式,能够以相对少的花费制造相对多的复合材料。首先可以利用图6中的实施方式制造卷材。随后可以进行切断,从而使得复合材料的数量倍增。
在图7中也示出一种实施方式,可以将其沿着以虚线示出的线切断,以便以相对少的花费制造相对多的复合材料。在此,处理方式类似于参考图6描述的处理方式。优点也是彼此相似或相同的。因此,由根据图7的实施方式能够以相对少的花费制造相对多的如图4中所示的复合材料。
在图8中示出具有三层条带的复合材料。第三条带102设置在第一复合条带与第二复合条带之间。第一复合条带和第二复合条带分别包括一个第一条带100和一个焊接到第一条带100上的条带101。根据图8的实施方式与图4中的实施方式的主要区别在于第一复合条带和第二复合条带不包括第四条带。
在图9中示出具有三层条带的复合材料。第一复合条带包括第一条带100和焊接到第一条带100上的条带101。第一复合条带设置在第三条带102与第五条带500之间。根据图9的实施方式与图5中的实施方式的主要区别在于第一复合条带不包括第四条带。
在图10中示出的实施方式类似于在图6中示出的实施方式。第一复合条带由多个第一条带100、多个第二条带101和一个第四条带构成。在此,第四条带400的宽度是第一条带100的宽度的两倍并且由与第一条带100相同的材料制成。在图10中的虚线表示切断线,沿着所述切断线将第三条带、第五条带和第一复合条带切断,以制造多个如在图9中所示的复合材料。因此,能够以相对少的花费制造相对多的复合材料。
在图11中示出的实施方式类似于在图7中示出的实施方式。第一和第二复合条带由多个第一条带100、多个第二条带101和一个第四条带400构成。在此,第四条带400的宽度是第一条带100的宽度的两倍并且由与第一条带100相同的材料制成。在图11中的虚线表示切断线,沿着所述切断线将第一复合条带、第二复合条带和第三条带102切断,以制造多个如在图8中所示的复合材料。因此,能够以相对少的花费制造相对多的复合材料。
在图12中示出上面提及的焊接连接的一种备选方案。涉及包括第一条带1200和第二条带1201的第一复合条带。第一条带1200与第二条带形锁合地连接。所述形锁合的连接通过使所述两个条带1200和1201相互啮合来实现。原则上,这种类型的连接可在任何将两个或更多个条带通过将其例如相互焊接而材料锁合地相互连接的地方使用。
- 用于使损伤的组织和器官再生的生物复合材料、用于制造所述生物复合材料的试剂盒、制造所述生物复合材料的方法和治疗损伤的方法
- 用于制造复合材料人工制品的膜,该膜的制造方法和利用该膜制造复合材料人工制品的方法