涡轮转子锁片装配装置及其使用方法
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及航空发动机装配技术领域,特别地,涉及一种涡轮转子锁片装配装置及其使用方法。
背景技术
如图1及图2所示,航空发动机的叶片10通过榫槽装入涡轮盘20中,需要将锁片30弯折90°,从而保持涡轮盘20和叶片10的装配关系。在锁片30装配之后,要保证叶片10榫头端面与涡轮盘20端面的平面度在一定的范围内。然而,现有的安装方式操作麻烦,安装效率较低,难以保证安装质量。
在分解该锁片30时,需要使用专业工具将锁片30撬开。分解锁片30后,先将一整圈锁片30掰直,然后需要使用橡胶棒轻轻敲击锁片30,采用先将一整圈锁片30掰直,以提高拆卸效率。由于此类结构的榫槽与榫头倾斜角度为0°,即榫槽方向与涡轮盘20的轴向共线,此时叶片10会从涡轮盘20的榫槽中掉落到工作台面上,由于锁片30在榫槽中存在一定的间隙,容易发生多个叶片10同时掉下的情况,造成叶片磕碰。
发明内容
本发明提供了一种涡轮转子锁片装配装置,以便捷、可靠地安装锁片,保证安装质量,提高安装效率。
本发明提供一种涡轮转子锁片装配装置,包括底座、支座、拉杆、转臂及压紧组件,支座固定于底座上,拉杆垂直固定于底座的水平支撑部上且与支座同轴心布置,拉杆上位于底座的水平支撑部上方位置处具有定位筒,转臂的一端可转动地安装于拉杆上且间隔设置于定位筒上方,转臂的另一端开设有压紧组件,以执行向下压紧动作。
进一步地,所述支座采用阶梯圆筒结构,阶梯圆筒结构的底端阶梯部通过紧固件固定于底座的水平支撑部上。
进一步地,所述拉杆上位于定位筒的上方位置处具有阶梯面,转臂一端开设有通孔,转臂通过该通孔可旋转地套设于拉杆上且支撑于阶梯面上,拉杆的顶端螺接有限位螺母,转臂轴向限位于限位螺母与阶梯面之间。
进一步地,所述压紧组件采用压紧螺栓,压紧螺栓螺接于转臂上;或者,所述压紧组件采用伸缩式驱动件,伸缩式驱动件安装于转臂上。
进一步地,所述底座的水平支撑部上且位于支座内设有至少两根定位销。
进一步地,包括压盖,压盖中心位置处开设有穿孔,压盖通过穿孔套设于拉杆顶端位置处,通过螺接于拉杆顶端的限位螺母将压盖抵持于一级涡轮盘或二级涡轮盘上,一级涡轮盘或二级涡轮盘在压盖与支座的夹持作用下保持固定。
进一步地,所述压盖包括一体连接的锥形罩及圆筒部,锥形罩的底面抵持于一级涡轮盘或二级涡轮盘上,圆筒部穿设于一级涡轮盘或二级涡轮盘内,圆筒部的外周面与一级涡轮盘或二级涡轮盘的内周面贴合。
进一步地,包括顶升机构,顶升机构包括多根顶升杆,每根顶升杆可升降地穿设于支座上,且与每块叶片上靠近锁片的顶出部一一对应。
本发明还提供一种涡轮转子锁片装配装置的使用方法,安装一级涡轮盘上的叶片及锁片时,在一级涡轮盘的每个安装槽内插置叶片及锁片,锁片的下折弯部预先已折弯成直角,拆下转臂及压紧组件,将一级涡轮盘连同其上的多个叶片及锁片放置于支座上,通过一级涡轮盘的中心孔与定位筒配合定位,每一锁片的下折弯部支撑于支座的顶端面,在拉杆上安装转臂及压紧组件,将锁片的向上伸出端折弯成上折弯部,再将锁片的上折弯部敲平,然后,旋转转臂使得压紧组件向下对准锁片的上折弯部,通过压紧组件向锁片的上折弯部施加一定压力,从而将锁片的上折弯部压平整,通过旋转转臂至下一锁片的位置,从而对多个锁片进行压平。
本发明还提供一种涡轮转子锁片装配装置的使用方法,拆卸一级涡轮盘上的叶片及锁片时,一级涡轮盘连同其上的多个叶片及锁片放置于支座上,通过一级涡轮盘的中心孔与定位筒配合定位,每一锁片的下折弯部支撑于支座的顶端面,将压盖套设于拉杆顶端,且罩设于一级涡轮盘上,通过限位螺母螺接于拉杆顶端,将压盖锁紧于一级涡轮盘上,一级涡轮盘在支座与压盖的夹持作用下保持固定,然后,将锁片的上折弯部撬开,再将锁片的上折弯部扳为竖直状态,通过与每块叶片一一对应的顶升杆的顶升,同时将多个叶片顶升出一定高度,从而便于取出叶片。
本发明具有以下有益效果:
本发明涡轮转子锁片装配装置,通过在底座上设置同轴心布置的支座及拉杆,并在拉杆的顶端设置转臂。将叶片及锁片插置于一级涡轮盘上后,锁片的下折弯部预先已折弯成直角。拆下转臂及压紧组件,将一级涡轮盘连同其上的多个叶片及锁片放置于支座上,通过一级涡轮盘的中心孔与定位筒配合定位,每一锁片的下折弯部支撑于支座的顶端面,保证了平行度。在拉杆上安装转臂及压紧组件,使用扳杆将锁片的向上伸出端折弯成上折弯部,再用敲击杆将锁片的上折弯部敲平,然后,旋转转臂使得压紧组件向下对准锁片的上折弯部,通过压紧组件向锁片的上折弯部施加一定压力,从而将锁片的上折弯部压平整,通过旋转转臂至下一锁片的位置,便于对多个锁片进行压平。如此操作便捷,保证了叶片榫头端面与一级涡轮盘端面的平面度满足设计要求,能保证安装质量,提高安装效率。
除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将参照图,对本发明作进一步详细的说明。
附图说明
构成本申请的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
图1是本发明涉及的涡轮盘上叶片及锁片的局部立体剖视图;
图2是本发明涉及的涡轮盘上锁片的折弯过程的使用状态图;
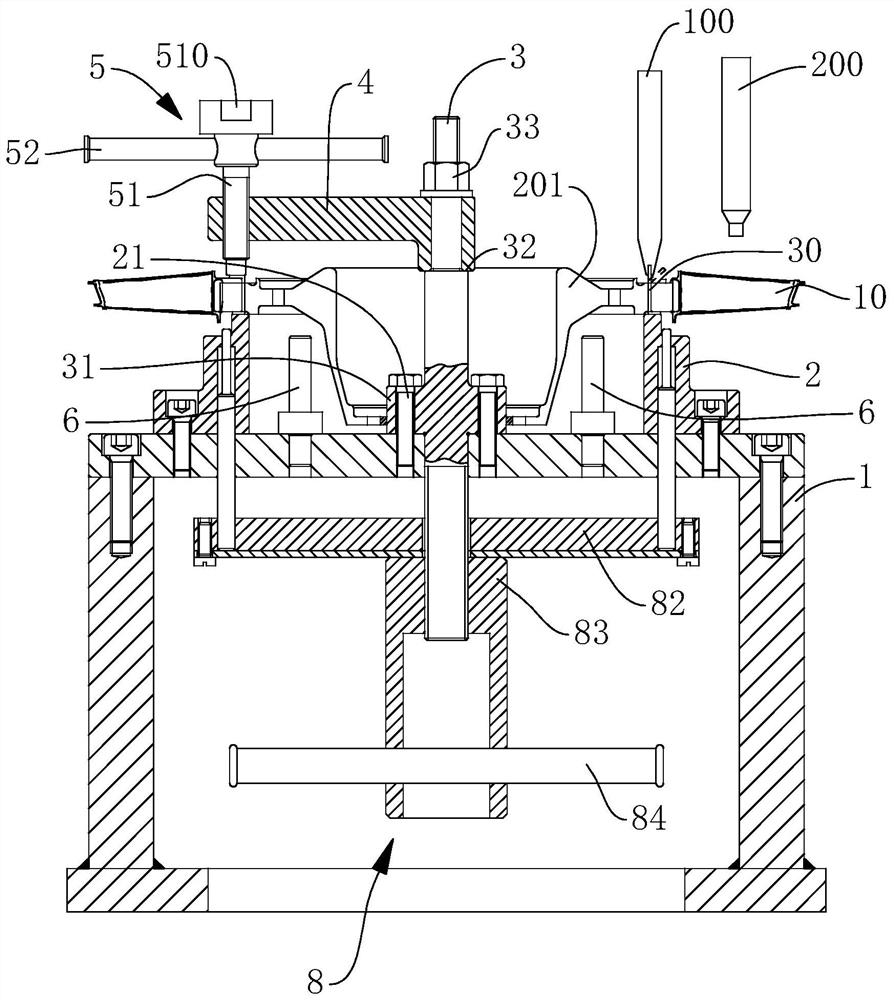
图3是本发明涡轮转子锁片装配装置用于一级涡轮盘安装时的使用状态参考图;
图4是本发明涡轮转子锁片装配装置用于二级涡轮盘安装时的使用状态参考图;
图5是本发明涡轮转子锁片装配装置用于一级涡轮盘拆卸时的使用状态参考图;
图6是本发明涡轮转子锁片装配装置用于二级涡轮盘拆卸时的使用状态参考图。
图例说明:叶片10、涡轮盘20、锁片30、一级涡轮盘201、二级涡轮盘202、底座1、支座2、拉杆3、转臂4、压紧组件5、定位筒31、扳杆100、敲击杆200、紧固件21、阶梯面32、限位螺母33、压紧螺栓51、扳动手柄52、紧固孔510、定位销6、压盖7、锥形罩71、圆筒部72、顶升机构8、顶升杆81、顶升板82、顶升螺母83、旋转手柄84、起子91、垫子92。
具体实施方式
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由下述所限定和覆盖的多种不同方式实施。
如图3所示,本发明实施例提供一种涡轮转子锁片装配装置,用于涡轮盘20上的叶片10及锁片30的装配。涡轮盘20分为一级涡轮盘201及二级涡轮盘202。该涡轮转子锁片装配装置包括底座1、支座2、拉杆3、转臂4及压紧组件5。支座2固定于底座1上,支座2的顶端面用以支撑一级涡轮盘201上的每一锁片30的下折弯部。拉杆3垂直固定于底座1的水平支撑部上且与支座2同轴心布置,拉杆3上位于底座1的水平支撑部上方位置处具有定位筒31,定位筒31与一级涡轮盘201的中心孔配合定位。转臂4的一端可转动地安装于拉杆3上且间隔设置于定位筒31上方,转臂4的另一端开设有压紧组件5,以向下压平支撑于支座2上的每一锁片30的上折弯部。
本发明涡轮转子锁片装配装置,通过在底座1上设置同轴心布置的支座2及拉杆3,并在拉杆3的顶端设置转臂4。将叶片10及锁片30插置于一级涡轮盘201上后,锁片30的下折弯部预先已折弯成直角。拆下转臂4及压紧组件5,将一级涡轮盘201连同其上的多个叶片10及锁片30放置于支座2上,通过一级涡轮盘201的中心孔与定位筒31配合定位,每一锁片30的下折弯部支撑于支座2的顶端面,保证了平行度。在拉杆3上安装转臂4及压紧组件5,使用扳杆100(扳杆为一种底端设有夹槽的杆状工具)将锁片30的向上伸出端折弯成上折弯部,再用敲击杆200将锁片30的上折弯部敲平,然后,旋转转臂4使得压紧组件5向下对准锁片30的上折弯部,通过压紧组件5向锁片30的上折弯部施加一定压力,从而将锁片30的上折弯部压平整,通过旋转转臂4至下一锁片30的位置,便于对多个锁片30进行压平。如此操作便捷,保证了叶片10榫头端面与一级涡轮盘201端面的平面度满足设计要求,能保证安装质量,提高安装效率。
本实施例中,支座2采用阶梯圆筒结构,阶梯圆筒结构的底端阶梯部通过紧固件21固定于底座1的水平支撑部上。紧固件21优选为螺栓,通过螺栓穿过阶梯圆筒结构的底端阶梯部并螺接于底座1的水平支撑部上。紧固件21并不局限于螺栓,比如,紧固件21也采用铆钉将阶梯圆筒结构固定于底座1的水平支撑部上。
本实施例中,拉杆3上位于定位筒31的上方位置处具有阶梯面32,转臂4上与拉杆3旋转连接的一端开设有通孔,转臂4通过该通孔可旋转地套设于拉杆3上且支撑于阶梯面32上,拉杆3的顶端螺接有限位螺母33,转臂4轴向限位于限位螺母33与阶梯面32之间。采用上述结构设计易于实现转臂4与拉杆3的旋转连接,便于安装和拆卸。
本实施例中,压紧组件5包括压紧螺栓51,压紧螺栓51螺接于转臂4上,通过旋转压紧螺栓51,使得压紧螺栓51下移以抵持于锁片30的上折弯部,从而将锁片30的上折弯部压平整。为了便于旋转压紧螺栓51,压紧螺栓51的顶部安装有扳动手柄52,扳动手柄52采用水平穿设于压紧螺栓51顶部的横杆,此外,扳动手柄52可以采用固定于压紧螺栓51顶部手轮。为了便于使用力矩扳手拧动压紧螺栓51,压紧螺栓51的顶端设有紧固孔510,紧固孔510可为三角形孔、方形孔或正多边形孔等。可以理解,压紧螺栓51也可采用旋转式驱动装置驱动其旋转,以避免人工旋转压紧螺栓51带来的烦琐操作,进一步提高安装效率。
本实施例中,压紧组件5是采用上述的手动操作方向,此外,压紧组件5可采用伸缩式驱动件,伸缩式驱动件安装于转臂4上,伸缩式驱动件的伸缩端向下压平锁片30的上折弯部。伸缩式驱动件可采用气缸、液压缸或推杆电机等其它伸缩式驱动装置。
如图4所示,为了提高本涡轮转子锁片装配装置的通用性,以降低生产成本,底座1的水平支撑部上且位于支座2内设有至少两根定位销6,定位销6与二级涡轮盘202上的定位孔配合定位,使得二级涡轮盘202与支座2同轴心布置,支座2的顶端面支撑二级涡轮盘202上的每一锁片30的下折弯部。采用与一级涡轮盘201同样的方式安装二级涡轮盘202上的叶片10及锁片30。
如图5及图6所示,为了方便拆卸涡轮盘20上的叶片10及锁片30,本涡轮转子锁片装配装置还包括压盖7,压盖7中心位置处开设有穿孔,压盖7通过穿孔套设于拉杆3顶端位置处,通过螺接于拉杆3顶端的限位螺母33将压盖7抵持于一级涡轮盘201或二级涡轮盘202上,一级涡轮盘201或二级涡轮盘202在压盖7与支座2的夹持作用下保持固定,以便于叶片10及锁片30的拆卸。
本实施例中,压盖7包括一体连接的锥形罩71及圆筒部72,锥形罩71的底面抵持于一级涡轮盘201或二级涡轮盘202上,圆筒部72穿设于一级涡轮盘201或二级涡轮盘202内,圆筒部72的外周面与一级涡轮盘201或二级涡轮盘202的内周面贴合。通过设置锥形罩71提高了结构强度,并增高了压盖7的高度,从而使得压盖7可采用固定转臂4的限位螺母33来固定,简化了结构,降低了成本。通过锥形罩71及圆筒部72对一级涡轮盘201或二级涡轮盘202提供限位作用,能保证拆卸过程中一级涡轮盘201或二级涡轮盘202保持固定状态,避免因拆卸过程中一级涡轮盘201或二级涡轮盘202松动而造成拆卸不便及损坏的问题。可以理解,压盖7并不局限于上述结构,比如压盖7也可采用平板或阶梯式圆筒结构等,只要能将一级涡轮盘201或二级涡轮盘202压紧于支座2上保持固定的结构均可。
为了便于同时取出多个叶片10,本涡轮转子锁片装配装置还包括顶升机构8,顶升机构8包括多根顶升杆81,每根顶升杆81可升降地穿设于支座2上,且与每块叶片10上靠近锁片30的顶出部一一对应。将锁片30的上折弯部扳为竖直状态,通过顶升杆81的上升动作将叶片10向上顶出一定高度,以便于取出叶片10。如此,可避免现有技术中容易发生多个叶片10同时掉下而造成叶片磕碰的问题。
为了便于手动控制顶升杆81的顶出高度,顶升机构8还包括顶升板82及顶升螺母83。拉杆3的底端贯穿底座1的水平支撑部,顶升板82可升降地套设于拉杆3的底端,多根顶升杆81贯穿底座1的水平支撑部且呈环形阵列固定于顶升板82上。拉杆3的底端设有螺纹段,顶升螺母83螺接于该螺纹段上,顶升螺母83的顶面抵持于顶升板82下表面。通过正向旋转顶升螺母83,顶升螺母83沿拉杆3的螺纹段上升,从而推动顶升板82上升,进而带动多根顶升杆81将多块叶片10向上顶出一定高度。通过反向旋转顶升螺母83,顶升螺母83沿拉杆3的螺纹段下降,顶升板82通过自身重力作用下降,进而带动多根顶升杆81下降。为了便于手动旋转顶升螺母83,顶升螺母83上安装有旋转手柄84,旋转手柄84可以为水平穿设于顶升螺母83的杆体。
可以理解,为了便于控制顶升杆81的顶出高度,顶升螺母83可采用旋转式驱动件驱动其旋转,通过旋转的圈数来确定顶升杆81的顶出高度。
为了更方便控制顶升杆81的顶出高度,可省略顶升螺母83及拉杆3的底端的螺纹段,采用伸缩式驱动件来驱动顶升板82的升降,伸缩式驱动件的底端设于底座1的底部,伸缩式驱动件的伸缩端与顶升板82连接,从而驱动顶升板82升降。
本发明还提供一种涡轮转子锁片装配装置的使用方法,当用于安装一级涡轮盘201上的叶片10及锁片30时,在一级涡轮盘201的每个安装槽内插置叶片10及锁片30,锁片30的下折弯部预先已折弯成直角。拆下转臂4及压紧组件5,将一级涡轮盘201连同其上的多个叶片10及锁片30放置于支座2上,通过一级涡轮盘201的中心孔与定位筒31配合定位,每一锁片30的下折弯部支撑于支座2的顶端面。在拉杆3上安装转臂4及压紧组件5,使用扳杆100将锁片30的向上伸出端折弯成上折弯部,再用敲击杆200将锁片30的上折弯部敲平,然后,旋转转臂4使得压紧组件5向下对准锁片30的上折弯部,通过压紧组件5向锁片30的上折弯部施加一定压力,从而将锁片30的上折弯部压平整。通过旋转转臂4至下一锁片30的位置,从而对多个锁片30进行压平。
二级涡轮盘202上叶片10及锁片30的安装与一级涡轮盘201上的叶片10及锁片30的安装只是定位方式的不同,二级涡轮盘202是通过定位销6来定位,其余安装方式相同。
当用于拆卸一级涡轮盘201上的叶片10及锁片30时,一级涡轮盘201连同其上的多个叶片10及锁片30放置于支座2上,通过一级涡轮盘201的中心孔与定位筒31配合定位,每一锁片30的下折弯部支撑于支座2的顶端面。将压盖7套设于拉杆3顶端,且罩设于一级涡轮盘201上,通过限位螺母3螺接于拉杆3顶端,将压盖7锁紧于一级涡轮盘201上,一级涡轮盘201在支座2与压盖7的夹持作用下保持固定。然后,通过起子91及垫子92配合将锁片30的上折弯部撬开,再使用扳杆100将锁片30的上折弯部扳为竖直状态。通过与每块叶片10一一对应的顶升杆81的顶升,同时将多个叶片10顶升出一定高度,从而便于取出叶片10。如此,可避免现有技术中容易发生多个叶片10同时掉下而造成叶片磕碰的问题。
二级涡轮盘202上叶片10及锁片30的拆卸与一级涡轮盘201上的叶片10及锁片30的拆卸只是定位方式的不同,二级涡轮盘202是通过定位销6来定位,其余拆卸方式相同。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 涡轮转子锁片装配装置及其使用方法
- 发动机涡轮转子装配车和涡轮转子装配方法