轻金属基复合材料构件的制备方法
文献发布时间:2023-06-19 18:25:54
技术领域
本发明属于固相摩擦增材制造和金属基复合材料制备领域,具体涉及一种利用固相摩擦增材制造方法的米级大尺寸轻金属基复合材料构件的制备方法。
背景技术
近年来,航空航天、轨道交通等领域对结构材料轻量化提出了迫切需求。铝、镁、钛等轻合金已成为装备轻量化的首选金属结构材料。但是,随着高端装备性能极限化和服役环境极端化,采用传统的单组元均质轻合金构件已很难实现长期可靠服役。
轻金属基复合材料是将第二相增强体加入铝、镁、钛等纯金属或合金基体制备而成的多组分材料,不仅保留了单组元轻合金密度低、阻尼性能较佳等优点,还获得了更为优异的导电、导热等物理性能和耐高温、耐磨损、抗疲劳等力学性能,目前已逐渐成为航空航天、轨道交通等领域的重要结构材料。
目前轻金属基复合材料构件的传统制备方法是首先制备轻金属基复合材料然后利用机械加工的方式获得目标尺寸的构件,这种制备方法工序复杂、周期较长,材料利用率低,成本较高,并且受限于金属基复合材料传统制造方法难以获得大尺寸坯料因而很难制备大尺寸构件。目前工业应用的轻金属基复合材料制备方法主要有粉末冶金法、搅拌铸造法及液相浸渗法等。但这些方法仍存在许多问题,如粉末冶金法的烧结过程控制受随机因素影响显著,很难获得完全致密无孔隙的复合材料从而导致力学性能恶化不易保证;搅拌铸造法以及由此衍生出的半固态合金搅拌铸造工艺均存在陶瓷颗粒与轻合金液润湿性差,难以分散、容易出现缩松缩孔等缺陷的问题;液相浸渗法存在设备成本高,工艺因素影响大,工艺复杂周期长,易发生有害界面反应,易出现裹气、气孔以及复合材料尺寸受设备限制等问题。
增材制造技术能够实现复杂结构件的高精度一体化快速制备成形,为轻金属基复合材料构件的低成本快速制造提供了新途径。但是采用目前基于熔化增材制造工艺制备轻金属基复合材料构件仍然存在较大局限性。如铝及镁轻合金熔点低,活泼容易氧化,导热率高,熔化成形过程中易与增强体发生原位反应,很难获得完全致密、无孔洞及裂纹缺陷的增材构件,使得复合材料的组织和性能调控存在较大困难。因此如何获得高性能轻合金基复合材料构件是工业制造领域亟待解决的难题。
基于摩擦焊原理的金属固相增材制造技术在增材过程中不存在金属熔化及凝固现象可获得完全致密的细小等轴晶组织特征,能够从根本上避免铝镁合金熔化增材过程产生各种孔洞及裂纹冶金缺陷。目前研究较多的搅拌摩擦增材制造技术虽然具有上述优点,但本质上是将搅拌摩擦焊过程直接扩展到增材制造,仍具有一定局限性,如增材工艺流程较为繁琐费时(每增材一层需要重新固定装夹夹具)、板条分层界面容易出现缺陷、增材制造复杂几何形状较为困难等。如采用该方法制备了单层石墨烯/铝复合材料,结果表明搅拌摩擦工艺和石墨烯的加入虽然使材料的强度略有降低,但是提升了材料的延展性,且石墨烯/铝基复合材料的导热系数比铝提高了15%(Jeon C H,Jeong Y H,Seo J J,etal.Material properties of graphene/aluminum metal matrix compositesfabricated by friction stir processing[J].International journal of precisionengineering and manufacturing,2014,15(6):1235-1239.),但是该方法制备复合材料不能准确地控制石墨烯增强体的含量,因此不易稳定控制复合材料的性能。如国内专利CN114717440 A公开的《利用搅拌摩擦增材技术制备陶瓷颗粒增强金属基复合材料的方法》本质是基于摩擦堆焊原理,该专利实施过程中将金属棒材装入搅拌摩擦增材制造设备的夹具中,通过夹具自身旋转带动金属棒材与基板表面发生摩擦产热完成沉积,这一过程中夹具驱动棒料高速旋转并没有施加摩擦和顶锻作用,其旋转速度达到2000-5000rpm导致过热严重将堵塞夹具送料通道,因而其工艺过程存在质疑。此外,夹具棒料边缘及夹具覆盖区域将出现连接强度低或未连接问题,增材后还需要将连接较差或未连接区域的材料加工掉从而造成材料利用率很低。
目前能够实现填充材料的摩擦增材制造技术是固相增材制造领域的最前沿技术之一。这一类增材工艺本质是基于轴肩辅助的摩擦堆焊过程,增材过程更为柔性机动,适用于较复杂几何形状零件加工,能够成形大尺寸金属构件,特别是对开发高性能轻合金增材制造构件提供了新途径,是一种更具有发展潜力的固相摩擦增材制造方法。如国内授权专利CN 107052560 A《一种实现带轴肩的摩擦堆焊的主轴系统》、CN 114131176 B《一种固相摩擦挤压增材制造用主轴系统》、国内公开专利CN111655403A《固态增材制造系统和材料的组成与结构》等均是基于轴肩辅助摩擦堆焊的增材制造过程。
因此考虑将固相摩擦增材制造方法应用于轻金属基复合材料构件的制备。
发明内容
本发明的目的在于克服现有技术的缺陷,提出了一种利用固相摩擦增材制造方法的大尺寸轻金属基复合材料构件的制备方法,能够根据轻金属基复合材料设计目标和增强体的质量分数或体积分数个性化设计并制备消耗棒材,从而制造出所需的复合材料构件。
一种利用固相摩擦增材制造方法的轻金属基复合材料构件的制备方法,所述制备方法适用于利用固相摩擦增材制造方法制备米级大尺寸构件,包括:
根据轻金属基复合材料设计目标规定的增强体的质量分数或体积分数计算出消耗棒材截面需要加工的空腔总面积;按照所计算的空腔总面积设计空腔的几何形式、尺寸和数量,沿消耗棒材长度方向加工出相应的空腔;将增强体填充至消耗棒材的空腔内部,然后使用金属密封塞将空腔的开口端部密封,完成置入增强体消耗棒材的制备后在消耗棒材的表面喷涂干性润滑剂,放入干燥箱进行干燥处理;
将制备好的注入增强体的消耗棒材置于刚性轴肩内部的中空通道中,所述消耗棒材沿所述刚性轴肩的通道轴向运动,使所述消耗棒材的端部与基板表面接触;然后移动所述刚性轴肩沿其轴向运动,直至刚性轴肩端部的凸起与基板表面接触;上位机编辑设定所述刚性轴肩旋转速度、移动速度、消耗棒材的进给速度或轴向压力以及构件成形路径的代码,其中所述刚性轴肩旋转速度为100-1000rpm,移动速度为30-400mm/min,消耗棒材的进给速度为2-100mm/min或者消耗棒材的轴向压力为5-100kN;
根据预设的程序,驱动所述刚性轴肩按照设定的旋转速度带动消耗棒材同时旋转,置于刚性轴肩内并随其高速旋转的消耗棒材在设定的进给速度或压力作用下持续挤压基板表面,消耗棒材端部与基板表面剧烈摩擦产热使得消耗棒材顶部形成热塑性流动,在消耗棒材和刚性轴肩的共同挤压摩擦作用下填充刚性轴肩与基板之间的预置距离,同时受到两者的摩擦顶锻作用在基板表面完成沉积,按照设定的成形路径驱使高速旋转刚性轴肩沿基板表面按照预定路径移动从而形成单层构件制备过程,依次重复上述增材过程完成设计尺寸的构件制备。
进一步的,所述消耗棒材的材质选自以下任意一种或多种组合的合金材料:铝、镁和钛;单根消耗棒材的长度为100-1000mm;消耗棒材的截面为圆形或者正多边形;当消耗棒材的截面为圆形时,圆形截面的直径为8-30mm,当截面为任意正多边形状截面的外接圆的直径为8-30mm。
进一步的,所述干性润滑剂为聚四氟乙烯干性润滑剂或者石墨干性润滑剂。
进一步的,所述空腔为通孔型或盲孔型空腔,所述空腔的截面形状为圆形或者方形或者正多边形,多个空腔沿截面中心呈轴对称分布,空腔的数量和几何尺寸根据加入增强体的质量分数或者是体积分数确定。
进一步的,所述金属密封塞的材质与消耗棒材的材质相同,金属密封塞与空腔之间为过盈配合,过盈量为0.1-0.25mm。
进一步的,所述刚性轴肩为非消耗轴肩,材质选自以下:工具钢,沉积多层金刚石涂层的工具钢,碳化钨,碳化钨基合金,钨铼合金,多晶立方氮化硼;所述刚性轴肩靠近基板的表面为平面或者是凹面或者是凸面;沿所述刚性轴肩轴向开有贯通的通道,所述通道内轮廓与所述消耗棒材适配用于置入消耗棒材,所述刚性轴肩靠近基板的表面围绕通道边缘固设多个旋转对称凸起,所述凸起的材质与所述刚性轴肩材质相同。
进一步的,所述凸起的截面形状为圆形或者正多边形,所述凸起的高度为1.5-3.5mm,所述凸起的截面外接矩形长宽比为2:1~3:1。
进一步的,所述刚性轴肩的直径为15-40mm。
进一步的,所述增强体在注入消耗棒材前放入真空干燥箱进行烘干预处理。
进一步的,所述增强体材质为陶瓷或者碳材料或者陶瓷和碳材料的混合料,当选择陶瓷材质时,所述陶瓷材质增强体选自以下任一种或多种的组合:氧化铝,碳化硅,碳化钛,氮化硼和二硼化钛颗粒体;所述颗粒体的直径为1-25μm,或者选择上述颗粒体为纳米颗粒,纳米颗粒的直径小于100nm;
当选择碳材料材质时,所述碳材料增强体选自以下任一种或多种的组合:碳纳米管、石墨烯/石墨纳米片、C60,直径小于100nm;
所选择的陶瓷增强体填入量的体积分数为消耗棒材的2.5%-75%,所选择的碳材料增强体填入量的体积分数为消耗棒材的0.5%-8.0%。
本发明所述的固相摩擦挤压增材制备大尺寸轻金属基复合材料构件的方法的有益效果是:
能够根据轻金属基复合材料设计目标和增强体的质量分数或体积分数个性化设计并制备消耗棒材,能够实现大尺寸轻金属基复合材料构件的低成本高效率短流程一体化制备,即在制备复合材料的同时直接制造复合材料构件;而且消耗棒材采用商业化的轻合金挤压棒材或者锻造板材均可,显著降低制造成本,并且增强体的置入方式简单高效,适用范围广,含量可精确控制,有效解决了金属基复合材料传统制备方法中混粉工艺流程复杂、制备周期较长、成本较高的局限性,特别是在中高体积分数的轻金属基复合材料制备方面显示出独特的优势;
所述制备方法基于固相摩擦挤压增材加工工艺,制备过程不涉及材料的熔化与凝固等冶金过程且峰值温度能够控制在轻合金固相线以下,因而可有效避免金属基复合材料传统制备过程中极易出现的裂纹、孔隙等问题,同时利用制备温度较低的优势可有效避免增强体颗粒的熔化,显著抑制颗粒与基体材料高温发生反应生成恶化金属基复合材料性能的脆性相;在制备时刚性轴肩使用低转速制备使沉积过程稳定可靠,获得了成形均匀美观无任何表面缺陷的沉积构件,此外这种固相制备方法涉及大塑性变形过程,可有效促进颗粒或碳材料增强体均匀分散于基体内部,特别是能够避免传统制备方法中碳材料增强体的团聚或褶皱,从而可获得高性能轻金属基复合材料构件;
所述制备方法通过单道多层或多道多层沉积可实现轻基合金复合材料构件的低成本高效率短流程一体化制备,单道单层增材厚度最高可达4mm,对应增材宽度可达45mm以上,构件尺寸能达到米级以上且材料利用率高,制备周期、成本明显低于传统制造方式和熔化增材制造方法,能够获得内部完全致密具有明显细化等轴晶且增强相均匀分布的组织特征,是一种原位制备高强度高塑韧性轻金属基复合材料构件的有效手段和方法,特别是在快速制备航空航天领域大尺寸复杂轻金属基复合材料构件方面具有独特优势。
附图说明
图1为本发明所述的轻合金基复合材料构件制备过程原理示意图;
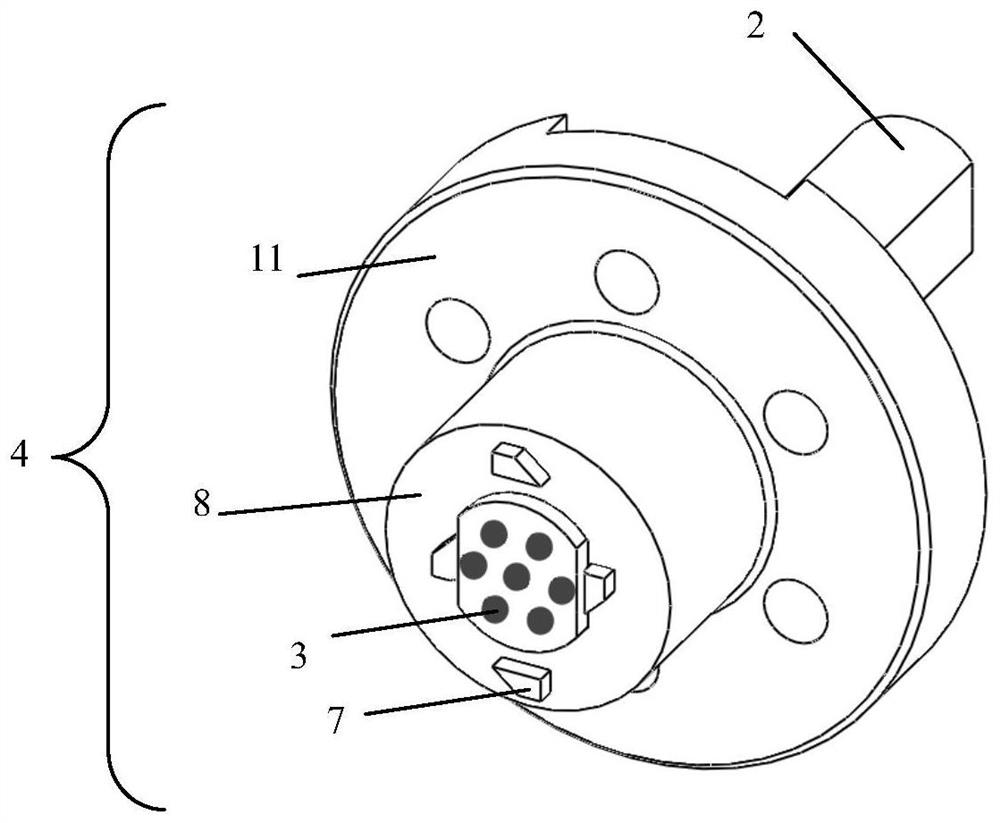
图2为本发明实施例1中置入消耗棒材的刚性轴肩;图2a为立体图;图2b为主视图;
图3是消耗棒材示意图,图3a是具有单个圆柱形空腔的消耗棒材的立体图,图3b是实施例4中具有5个圆柱形空腔的消耗棒材的立体图,图3c是实施例1中具有7个圆柱形空腔的消耗棒材的立体图,图3d是消耗棒材注入增强体并使用密封塞密封后的立体图,图3e是消耗棒材注入增强体并使用密封塞密封后的剖视图;
图4是未注入增强体的复杂截面消耗棒材外观图,其中图4a是实施例2具有单个长方形空腔的消耗棒材立体图,图4b是具有5个长方形空腔的消耗棒材立体图,图4c是具有7个长方形空腔的消耗棒材立体图;
图5是未注入增强体的圆形截面消耗棒材外观图;其中图5a是具有单个圆柱形空腔的消耗棒材立体图;图5b是实施例3中具有5个圆柱形空腔的消耗棒材立体图,图5c是具有7个圆柱形空腔的消耗棒材立体图;
图6是实施例1制备的碳化硅颗粒增强铝基复合材料构件剖面的增强相分布图。
其中:
1:基板 2:消耗棒材 3:金属密封塞
4:刚性轴肩 5:前一道沉积层 6:新鲜沉积层
7:凸起 8:刚性轴肩本体 9:空腔
10:增强体 11:法兰盘
具体实施方式
下面通过结合附图以及具体实施例对本发明作进一步的说明。本发明的实施例是为了使本领域的技术人员更好地理解本发明,并不对本发明作任何的限制。下面以本发明的一个优选实施例来进一步说明本发明的工作流程及工作原理。
实施例1
一种利用固相摩擦增材制造方法的大尺寸颗粒增强铝基复合材料矩形构件的制备方法,制备目标是制备50%体积分数的碳化硅颗粒增强铝基复合材料矩形构件,如图1所示,包括:
步骤一:制备注入增强体的消耗棒材:
S101:制备消耗棒材。如图3c所示,采用6061铝合金制备分段式消耗棒材2,所述消耗棒材2的横截面由两段圆弧与两段直线组成,所述消耗棒材2的圆弧直径为20mm,单段长度为300mm;所述消耗棒材2轴向设置通孔型空腔9用于放置增强体10。根据制备目标规定的增强体的50%体积分数和消耗棒材2的尺寸计算出所述消耗棒材2的横截面需要加工的空腔总面积,所述空腔9的总面积与去除空腔后消耗棒材2剩余截面积的比值为1:1;具体计算过程如下:
设计体积分数为50%的轻金属基复合材料,单位长度消耗棒材截面积需要加工的空腔总截面积具有下列对应关系:
s
s
s
按照所计算的空腔总面积设计空腔9为沿消耗棒材2轴向方向加工出7个通孔型空腔9,如图3c-3e所示,所述空腔的横截面为圆形、半径为2.67mm;对应加工相匹配的圆柱状金属密封塞3,外径为2.77mm,材质与消耗棒材一致。
S102:注入增强体。根据制备目标选择粒径为5μm的碳化硅颗粒作为所述增强体10;
将选择的增强体10放入真空干燥箱在30℃下进行烘干预处理30min;
使用金属密封塞3将所述消耗棒材2的空腔9未密封的任一端部采用机械锤击的方式嵌入空腔9中进行密封,使金属密封塞与消耗棒材的末端齐平,之后将烘干后的增强体10沿空腔另一端填充至消耗棒材的空腔内部,待填充完成后使用金属密封塞3将未密封的空腔另一端密封;
S103:消耗棒材密封完成之后,在消耗棒材的外表面不包括消耗棒材的端面喷涂一定量的石墨干性润滑剂进行润滑处理,然后放入干燥箱在30℃下进行干燥处理30min后取出,从而完成注入增强体的消耗棒材的制备;
步骤二:装夹及制备参数设置:分别使用不同粗细的砂纸对基板1表面进行打磨处理,并使用酒精溶液清洗基板1表面,基板的材质与消耗棒材保持一致,然后使用工装夹具将基板1固定在加工平台,将步骤一制备好的注入增强体10的消耗棒材2置于刚性轴肩4内部。
其中,所述刚性轴肩4为非消耗的同心通道刚性轴肩,如图2a-2b所示,所述刚性轴肩4为采用H13工具钢一体加工而成,包括刚性轴肩本体8、法兰盘11和同心通道;其中所述刚性轴肩本体8的一端设置有向外延伸的所述法兰盘11,沿所述刚性轴肩本体8轴向同心的开有贯通的所述同心通道,所述同心通道内轮廓与所述消耗棒材2适配用于置入消耗棒材2。所述刚性轴肩本体8的上端面为平面,在所述刚性轴肩本体8的上端面围绕同心通道边缘旋转对称固设4个H13工具钢材质制备的凸起7,所述凸起7截面形状为梯形,具有相同高度,为3mm;移动所述消耗棒材2,使消耗棒材2靠近凸起7的端部与基板表面1接触;由于消耗棒材2与所述刚性轴肩4只是机械接触,其能够沿着轴肩的同心通道运动,因此在消耗棒材2的末端抵达基板表面后,需要再调节所述刚性轴肩4的位置。
移动所述刚性轴肩4沿刚性轴肩4的轴向运动,直至刚性轴肩本体8的凸起7与基板表面1接触;上位机编辑设定所述刚性轴肩4和消耗棒材2的旋转速度为400rpm,移动速度为300mm/min,消耗棒材的进给速度为25mm/min。其中,所述刚性轴肩4固定在一增材制造主轴系统中,上位机控制主轴系统从而根据设定的程序分别驱动消耗棒材和刚性轴肩的运动。
步骤三:制备近净成形构件:开启水冷装置对安装了消耗棒材2的所述刚性轴肩4进行持续水冷,启动设定程序,所述刚性轴肩4开始转动并原地停留5s对基板1表面进行预热,置于刚性轴肩4内部并随其高速旋转的消耗棒材2在步骤二设定的进给速度下持续挤压基板1,消耗棒材2顶端与基板表面1剧烈摩擦产热使得棒材顶部形成热塑性流动,在消耗棒材2和刚性轴肩4的共同挤压摩擦作用下填充刚性轴肩本体8的表面与基板表面1之间的预置距离(即凸起7的高度),预热结束后刚性轴肩本体8的凸起7压入基板0.5mm后再原地停留5s;然后刚性轴肩4按照步骤二设定的路径开始移动,软化的热塑性金属同时受到所述刚性轴肩4和未软化消耗棒材2的摩擦顶锻作用在基板1表面完成沉积,形成新鲜沉积层6;
当设定路径完成之后,停止移动所述刚性轴肩4,重新装入消耗棒材2,按照构件形状重新设定成形路径,完成单层增材制备之后,依次在前一道沉积层5上重复上述增材过程即可完成设计形状和尺寸的毛坯件制备;
步骤四:构件后处理:
将制备的近净成形构件进行后处理,首先对近净成形构件进行切削加工,去掉多余飞边和支撑材料,然后进行打磨抛光和表面着色,达到构件最终尺寸和表面粗糙度等供货要求,完成最终构件的制备。
对比例一
本对比例中采用固相摩擦增材制备大尺寸碳化硅颗粒增强铝基复合材料矩形构件的具体步骤同实施例一,区别在于步骤二中非消耗刚性轴肩4和消耗棒材2的旋转速度为1200rpm。
观察对比例一制备的单层碳化硅颗粒增强铝基复合材料构件外观,可看到对比例一在高转速下制备的单层试样表面出现严重的沟槽缺陷,高转速下消耗棒材2承受的有效扭矩和压力不足以驱使其发生明显软化,同时消耗棒材2顶端摩擦产生的热量迅速传递至整根消耗棒材,使得其与非消耗刚性轴肩4内壁的摩擦明显加剧从而导致消耗棒材2发生堵塞,最终造成送料过程不顺畅,沉积过程不稳定。相比之下,如图6示出的按照实施例一中刚性轴肩4使用低转速制备沉积过程稳定可靠,获得了成形均匀美观无任何表面缺陷的沉积构件,且增强体均匀分布,说明本发明采取的固相摩擦制备方法与传统搅拌摩擦焊在成形原理方面存在较大的差异,获得成形美观无缺陷构件的关键因素之一在于刚性轴肩的旋转速度的选择应偏向低转速。
实施例2
制备目标是:10%质量分数的氮化钛颗粒增强铝基复合材料筒状构件
所述制备方法与实施例1近似,相同制备方法在此不再赘述,以下只描述其区别特征。
采用1060挤压铝棒制备分段式消耗棒材2,如图4a所示,所述消耗棒材2的横截面由两段圆弧与两段直线组成,所述消耗棒材2的横截面圆弧直径为15mm,,单段长度为250mm;根据制备目标规定的增强体的10%质量分数和消耗棒材2的尺寸,所述消耗棒材2轴向设置有1个盲孔型方形空腔9(空腔一端开口,另一端未开口),所述空腔边长为5mm。所选择的盲孔空腔未开口一端端面距离空腔底部(空腔开口一端为顶部)的距离为1mm。
根据制备目标规定的增强体的10%质量分数和消耗棒材2的尺寸计算出所述消耗棒材2的横截面需要加工的空腔总面积,具体计算过程如下:
设计质量分数为10%的轻金属基复合材料,单位面积需要注入增强体10的质量计算公式如下:
m
m
其中m
通过上述公式可计算出,对于给定增强体质量分数的金属基复合材料与单位长度消耗棒材截面积需要加工的空腔总截面积具有下列对应关系:
s
s
其中s
根据制备目标选择粒径为10μm的氮化钛颗粒作为所述增强体10。
所述刚性轴肩4的材质为W-25%Re合金,所述刚性轴肩本体8的上端面为凸面,在所述刚性轴肩本体8的上端面围绕同心通道边缘旋转对称固设两个凸起7,所述凸起7截面形状为梯形,截面外接矩形长宽比为3∶1,具有相同高度,为1.5mm。
所述金属密封塞3与空腔之间为过盈配合,过盈量为0.2mm,材质与消耗棒材一致。
在步骤S103中在消耗棒材的外表面喷涂聚四氟乙烯干性润滑剂进行润滑处理后,放入干燥箱在30℃下进行干燥处理30min。
上位机编辑设定所述刚性轴肩4和消耗棒材2的旋转速度为300rpm,移动速度为100mm/min,消耗棒材的进给压力为10kN。
实施例3
制备目标是:35%体积分数氧化铝颗粒增强镁基复合材料矩形构件
所述制备方法与实施例1近似,相同制备方法在此不再赘述,以下只描述其区别特征。
采用AZ31镁合金-制备分段式圆柱体消耗棒材2,如图5b所示,所述消耗棒材2为圆柱体消耗棒材2,直径25mm的圆形,单位长度为500mm;根据制备目标规定的增强体的35%体积分数和消耗棒材2的尺寸,所述消耗棒材2轴向设置有5个通孔型空腔9,所述空腔直径3.8mm,如图5b所示。
所述金属密封塞3与空腔之间为过盈配合,过盈量为0.25mm,材质与消耗棒材一致。
根据制备目标选择粒径为8μm的氧化铝颗粒作为所述增强体10。
所述刚性轴肩4的材质为碳化钨基合金,所述刚性轴肩本体8的上端面为凹面,在所述刚性轴肩本体8的上端面围绕同心通道边缘旋转对称固设6个凸起7,所述凸起7截面形状为梯形,截面外接矩形长宽比为2:1,具有相同高度,为3.5mm。
在步骤S103中在消耗棒材的外表面喷涂石墨烯干性润滑剂进行润滑处理后,放入干燥箱在30℃下进行干燥处理30min。
上位机编辑设定所述刚性轴肩4和消耗棒材2的旋转速度为250rpm,移动速度为50mm/min,消耗棒材的进给压力为15kN。
实施例4
制备目标:1%体积分数的石墨烯增强钛基复合材料加强筋板构件;
所述制备方法与实施例1近似,相同制备方法在此不再赘述,以下只描述其区别特征。
采用TC4钛合金制备分段式消耗棒材2,如图3a-3c所示,所述消耗棒材2的横截面由两段圆弧与两段直线组成,所述消耗棒材2的横截面圆弧直径为30mm,单位长度为350mm;所述消耗棒材2轴向设置通孔型空腔9用于放置增强体10。根据制备目标规定的增强体的1%体积分数和消耗棒材2的尺寸计算出所述消耗棒材2的横截面需要加工的空腔总面积与去除空腔后消耗棒材2剩余截面积的比值为1:99,根据上述计算结果,每根消耗棒材2内部加工出5个截面为圆形的盲孔型空腔9,所述空腔的横截面为圆形、半径为0.5mm,如图3b所示;
对应加工相匹配的圆柱状金属密封塞3,外径比空腔3的内径大0.15mm,材质与消耗棒材一致。盲孔的底部距离空腔靠近端面底部(空腔开口一端为顶部)的距离为1mm,
根据制备目标选择厚度为5nm的石墨烯纳米片作为所述增强体10;
所述刚性轴肩4的材质为W-25%Re钨铼合金,所述刚性轴肩本体8的上端面为平面,在所述刚性轴肩本体8的上端面围绕单同心通道边缘旋转对称固设多4个凸起7,所述凸起7截面形状为椭圆形,高度为2.5mm。
在步骤S103中在消耗棒材的外表面喷涂石墨烯干性润滑剂进行润滑处理后,放入干燥箱在30℃下进行干燥处理30min。
上位机编辑设定所述刚性轴肩4和消耗棒材2的旋转速度为300rpm,移动速度为75mm/min,消耗棒材的进给速度为15mm/min。
其他的消耗棒材可能的结构实施例请见附图。如图3a是消耗棒材2的横截面由两段圆弧与两段直线组成,具有单个圆柱形空腔的消耗棒材的立体图;图3d是消耗棒材2的横截面由两段圆弧与两段直线组成,消耗棒材注入增强体并使用密封塞密封后的立体图,图3e是消耗棒材注入增强体并使用密封塞密封后的剖视图;
图4b是消耗棒材2的横截面由两段圆弧与两段直线组成,具有5个长方形空腔的消耗棒材立体图,图4c是消耗棒材2的横截面由两段圆弧与两段直线组成,具有7个长方形空腔的消耗棒材立体图;
图5a是消耗棒材2的横截面为圆形,具有单个圆柱形空腔的消耗棒材立体图;图5c是消耗棒材2的横截面为圆形,具有7个圆柱形空腔的消耗棒材立体图。
- 一种陶瓷基复合材料网格加筋构件成型模具及其制备方法
- 一种用于高活性TiAl基合金的复合冷坩埚定向凝固方法及其制备的TiAl基合金构件
- 一种制备短碳纤维铝基复合材料的预分散装置及制备方法
- 一种用于制造无人机耐冲击构件的复合材料的制备方法
- 一种轻金属基复合材料构件及其制备方法
- 一种轻金属基复合材料构件及其制备方法