滑动构件
文献发布时间:2023-06-19 18:27:32
技术领域
本发明涉及具备Bi与Sb的合金镀膜的覆盖层的滑动构件。
背景技术
以往,已知有具备由Bi构成的覆盖层的滑动构件。例如,在专利文献1中,公开了通过在覆盖层的表面形成氧化铋,从而提高耐烧结性的技术。
现有技术文献
专利文献
专利文献1:日本特许第6087684公报
发明内容
发明所要解决的问题
然而,若在发动机油中使用专利文献1的滑动构件,则会发生氧化,氧化铋的厚度会变厚。由于氧化铋为硬质且脆,因此若覆盖层中存在较多氧化铋,则氧化铋在使用中从覆盖层脱落等而耐疲劳性会降低。
本发明是鉴于上述问题而完成的,因此其目的在于提高耐疲劳性。
用于解决问题的手段
为了达成上述目的,滑动构件是具备由Bi与Sb的合金镀膜形成的覆盖层的滑动构件,在所述覆盖层的表面形成有Bi-Sb氧化物。
Bi-Sb氧化物的抗脆性破坏能力比氧化铋强。另外,由于覆盖层的表面存在Bi-Sb氧化物,因此得以防止氧化铋的生成以及成长。因此,形成于覆盖层的表面的Bi-Sb氧化物能够防止发生氧化铋的脱落等,提高滑动构件的耐疲劳性。
附图说明
图1是本发明的实施方式所涉及的滑动构件的立体图。
图2是疲劳试验的说明图。
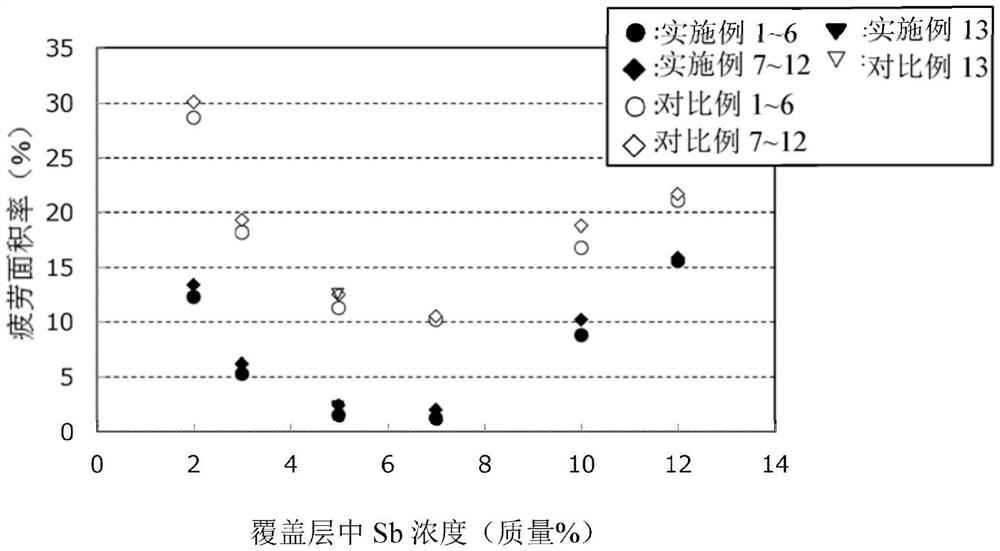
图3是疲劳面积率的图表。
具体实施方式
在此,按照下述顺序对本发明的实施方式进行说明。
(1-1)滑动构件的构成:
(1-2)滑动构件的制造方法:
(2)实验结果:
(3)其他实施方式:
(1-1)滑动构件的构成:
图1是本发明的一个实施方式所涉及的滑动构件1的立体图。滑动构件1包括背衬10、衬里11、以及覆盖层12。滑动构件1是将空心状的圆筒沿直径方向二等分而成的半分割形状的金属构件,剖面成为半圆弧状。通过将两个滑动构件1组合成圆筒状,形成滑动轴承A。滑动轴承A通过形成于内部的空心部分而对圆柱状的对象轴2(发动机的曲轴)进行轴支承。对象轴2的外径形成为比滑动轴承A的内径略微小。向形成于对象轴2的外周面与滑动轴承A的内周面之间的间隙供给润滑油(发动机油)。此时,对象轴2的外周面在滑动轴承A的内周面上滑动。
滑动构件1具有以距离曲率中心由远到近的顺序依次层叠背衬10、衬里11、中间层13、以及覆盖层12而成的构造。因此,背衬10构成滑动构件1的最外层,覆盖层12构成滑动构件1的最内层。背衬10、衬里11、中间层13、以及覆盖层12分别在圆周方向上具有恒定的厚度。背衬10的厚度例如为1.5mm,衬里11的厚度例如为0.2mm~0.3mm,中间层13的厚度例如为1.0~7.0μm,覆盖层12的厚度例如为3~20μm。覆盖层12的曲率中心侧的表面的半径的2倍(滑动构件1的内径)例如为55mm。滑动轴承A的宽度例如为19mm。以下,内侧是指滑动构件1的曲率中心侧,外侧是指滑动构件1的曲率中心的相反侧。覆盖层12的内侧的表面构成对象轴2的滑动面。
在本实施方式中,背衬10例如含有0.15质量%的C,含有0.06质量%的Mn,且余量由Fe构成的钢形成。此外,背衬10由能够经由衬里11和覆盖层12支承来自对象轴2的负载的材料形成即可,不一定必须由钢形成。
衬里11是层叠于背衬10的内侧的层,构成基层。在本实施方式中,衬里11由Cu合金构成。对衬里11所含有的元素没有限制,例如,可列举由Cu-Bi合金构成衬里11的例子。当然,也可以添加Cu、Bi以外的元素,例如,能够通过分别含有5质量%的Bi、5质量%的Sn、5质量%的Ni,且余量为Cu的Cu合金构成衬里11。另外,能够通过分别含有3质量%的Bi、3质量%的In,且余量为Cu的Cu合金构成衬里11。
进一步地,衬里11可以是Cu合金以外的合金,例如Al合金。添加于Al合金的元素也可以假定为各种元素,例如,可列举Sn、Si、Mg等。更具体而言,例如,能够通过分别含有7质量%的Sn、3质量%的Si,且余量为Al的Al合金构成衬里11。另外,能够通过含有3质量%的Mg,且余量为Al的Al合金构成衬里11。
当然,这些元素的有无、浓度是一个例子,也可以含有不可避免的杂质。衬里11的不可避免的杂质为Mg、Ti、B、Pb、Cr等,可以假定为在精炼或废料中混入的杂质等。衬里11中的不可避免的杂质的含量例如整体为0.5质量%以下。
中间层13可以省略,也可以设置为用于利用各种功能。例如,在衬里11为Cu合金的构成中,若在覆盖层12与衬里11之间形成以Ag为主成分的中间层13,则能够减少从衬里11向覆盖层12扩散的Cu的量,能够降低耐疲劳性降低的可能性。此外,以Ag为主成分的中间层例如可以为纯Ag,也可以为Ag-Sn等。在后者的情况下,可列举Sn的浓度例如为20质量%的构成。
中间层13可以由多个层构成。例如,可列举如下构成等:在衬里为Al合金的构成中,在衬里11上形成以Cu为主成分的第一中间层,在第一中间层与覆盖层12之间形成以Ag为主成分的第二中间层。根据这些构成,第一中间层例如可列举为纯Cu的构成。第二中间层例如可以为纯Ag,也可以为Ag-Sn等。在后者的情况下,可列举Sn的浓度例如为20质量%的构成。当然,中间层的构成不限于这些例子,例如,可以是如下构成等:在各种衬里上形成以Ag为主成分的第一中间层,在第一中间层与覆盖层12之间形成以Ag-Sn为主成分的第二中间层。
根据以上构成,能够通过以Ag为主成分的第二中间层减少从第一中间层的Cu向覆盖层12扩散的Cu的量,能够降低耐疲劳性降低的可能性。另外,通过由Cu形成第一中间层,能够降低第二中间层与衬里11之间的层间的剥离发生的可能性。此外,中间层13也可以含有不可避免的杂质。中间层13中的不可避免的杂质的含量例如整体为0.5质量%以下。
覆盖层12是在衬里11的内侧的表面上层叠的层。覆盖层12为Bi与Sb的合金镀膜,在表面形成有Bi-Sb氧化物。此外,覆盖层12也可以含有不可避免的杂质。覆盖层12中的不可避免的杂质的含量例如整体为0.5质量%以下。
根据以上构成,例如,能够通过厚度为8~20μm的覆盖层12、厚度为2μm的Ag-Sn构成的中间层13、厚度为0.2mm的Cu合金构成的衬里11、厚度为1.5mm的背衬10形成滑动构件。另外,例如,能够通过厚度为3~10μm的覆盖层12、厚度为3~6μm的第二中间层、厚度为1μm的第一中间层、厚度为0.3mm的Al合金构成的衬里11、厚度为1.5mm的背衬10形成滑动构件。
(1-2)滑动构件的制造方法:
在本实施方式所涉及的覆盖层12的表面形成有Bi-Sb氧化物。覆盖层12通过使Bi与Sb的合金镀膜氧化而形成。在此,以衬里11为含有Sn、Ni、Bi的Cu合金、中间层13为Ag-Sn的构成为例子而对滑动构件的制造方法的例子进行说明。在滑动构件的制造方法的位置例中,首先,准备与背衬10具有相同厚度的低碳钢的平面板。
接着,使构成衬里11的材料的粉末散布在由低碳钢形成的平面板上。具体而言,以成为上述衬里11中的各成分的质量比的方式,例如,在低碳钢的平面板上散布Cu、Sn、Ni、Bi的粉末。在衬里11中,满足各成分的质量比即可,也可以在低碳钢的平面板上散布Cu-Sn、Cu-Ni、Cu-Bi等合金粉末。粉末的粒径可以用试验用筛网(JIS Z8801)调整为例如150μm以下。
接着,低碳钢的平面板与在该平面板上散布的粉末烧结。烧结温度控制为700~1000℃,在非活性气氛中烧结。烧结后,冷却。此外,衬里11不一定必须通过烧结形成,也可以通过铸造等形成。若冷却结束,则在低碳钢的平面板上形成Cu合金层。
接着,对形成有Cu合金层的低碳钢进行冲压加工以成为将空心状的圆筒在直径方向上二等分而成的形状。此时,进行冲压加工以使低碳钢的外径与滑动构件1的外径一致。
接着,对在背衬10上形成的Cu合金层的表面进行切削加工。此时,控制切削量以使在背衬10上形成的Cu合金层的厚度与衬里11相同。由此,通过切削加工后的Cu合金层形成衬里11。切削加工例如通过设置由烧结金刚石形成的切削工具材料而成的车床来进行。
接着,Ag以及Sn通过电镀而以例如2μm的厚度的量层叠在衬里11的表面上,形成中间层13。此外,在此,能够通过调整镀浴中的金属离子浓度来调整作为中间层13而形成的Ag、Sn的浓度。
接着,Bi以及Sb通过电镀而以例如8~20μm的厚度的量层叠在中间层13的表面上。电镀的步骤例如如下。首先,对中间层13的表面进行水洗。进一步地,对中间层13的表面进行酸洗,从中间层13的表面除去不必要的氧化物。之后,对中间层13的表面再次进行水洗。
若以上的前处理完成,则向浸渍于镀浴的衬里11供给电流,进行电镀。浴组成例如为含有150g/L的甲磺酸、20g/L的甲磺酸铋、25g/L的有机类表面活性剂的镀浴的浴组成。在以上镀浴中,通过电解使纯Sb例如以1.0g/L的量溶解。使镀浴的浴温度为30℃。进一步地,使向衬里11供给的电流为直流电流,使其电流密度为2.0A/dm
此外,在镀浴中,例如,甲磺酸能够在0~250g/L之间调整,甲磺酸铋能够在5~40g/L之间调整,被溶解的Sb的量能够在0.3~1.5g/L之间调整,有机类表面活性剂能够在0.5~50g/L之间调整。另外,镀浴的浴温度能够以20~50℃调整,向衬里11供给的电流的电流密度能够以0.5~7.5A/dm
如上所述,在进行电镀之后,进行水洗与干燥。接着,在覆盖层12的表面形成氧化膜。作为氧化膜的形成方法,可列举各种手法。例如,能够通过在电镀、水洗以及干燥后,将产品浸渍于含有1000ppm的有机过氧化物(甲基乙基酮过氧化物、过氧化氢异丙苯等)的石蜡油中,以150℃加热50小时的氧化处理来实现。另外,也可以通过在大气气氛下将电镀、水洗、干燥后的产品以200℃加热50小时的处理等来进行氧化处理。
此外,在衬里11为Al合金的情况下,例如,通过使衬里11的熔融材料注入于铸模,从该铸模的开口将衬里11的熔融材料向铸造方向抽拉,形成衬里11的连续铸造板。进一步地,进行冷轧直到衬里11的连续铸造板成为衬里11的厚度。进一步地,通过对背衬10的低碳钢板也一并进行冷轧,形成衬里11的连续铸造板与背衬10的低碳钢板被压接而成的压延板。
进一步地,中间层13通过电镀等形成。在中间层13由第一中间层、第二中间层构成的情况下,例如,通过使Cu通过电镀而以1μm等的厚度的量在衬里11的表面上层叠,形成第一中间层。另外,通过使Ag等通过电镀而例如以3~6μm的厚度的量在第一中间层的表面上层叠,形成第二中间层。
(2)实验结果:
如上所述,若在覆盖层12的表面形成氧化膜,则滑动构件1完成。进一步地,若将两个滑动构件1圆筒状组合,则形成滑动轴承。在以上滑动构件1中,覆盖层12中存在Bi、Sb双方即可(双方都多于0质量%),Sb浓度是任意的。
[表1]
[表2]
表1、表2是针对Sb浓度(质量浓度)不同的多个实施例与对比例表示覆盖层12的每个深度的主要组成的图。此外,表1的实施例1~实施例6以及对比例1~对比例6中,衬里11为含有Sn、Ni、Bi的200μm的Cu合金,中间层13为Ag-Sn的2μm的层,覆盖层12为15μm的层。实施例7~12以及对比例7~12中,衬里11为含有Sn、Si的300μm的Al合金,中间层13为Ag的4μm的层,覆盖层12为15μm的层。实施例13以及对比例13中,衬里11为含有Sn、Si的300μm的Al合金,中间层13为1μm的Cu的第一中间层,5μm的Ag的第二中间层,覆盖层12为15μm的层。另外,在实施例中进行了石蜡油中的氧化处理,但是在对比例中不进行氧化处理。
在实施例1~实施例6、实施例7~实施例12中,Sb浓度为2.0质量%~12.0质量%,在对比例1~对比例6、对比例7~对比例12中,Sb浓度为2.0质量%~12.0质量%。在实施例13、对比例13中,Sb浓度为5.0质量%。此外,覆盖层12中的Sb的浓度能够通过电镀的镀浴中的Sb浓度的增减来调整。
在表1、表2中,表示从覆盖层12的最表面起的各深度位置处的主要组成。即,表示各样本的深度分别为0μm(最表面)、0.01μm、0.05μm、0.1μm、1μm、3μm时的主要组成。
此外,各深度位置处的主要组成通过扫描型X射线光电子能谱分析装置(ULVAC-PHI制造PHI X-tool)来测量。即,在覆盖层12的深度方向上的深度为0μm、0.01μm、0.05μm、0.1μm、1μm、3μm的各位置处设定测定区域,进行了X射线光电子能谱分析。另外,测定区域的大小以及形状为边长2mm的正方形,从针对各深度的测定区域得到的结合能确定存在于测定区域的组成,从峰面积比对各组成的存在比进行定量化。然后,存在比率为阈值以上的组成被确定为主要组成。此外,主要组成可以通过各种手法来定义,例如,可以将存在比率从大到小的N个(N为1以上的整数)化合物作为主要组成。另外,也可以以存在比率为阈值以上,并且到存在比率的前N个为止的化合物为主要组成。不论哪种情况,存在比率最高的化合物为主要组成。
例如,在所有实施例1~实施例13中最表面的主要组成为Bi-Sb氧化物(Bi-Sb-O)。在所有这些实施例1~实施例13中,至少在最表面,Bi-Sb-O化合物的存在比率比其他的化合物以及单质金属的存在比率大。在实施例1~实施例13中,在覆盖层12与对象轴2之间的滑动面的整个面上,Bi-Sb氧化物作为主要组成而形成。另一方面,在所有对比例1~对比例13中,最表面的主要组成不是氧化物。
Bi-Sb氧化物是稳定性非常高的化合物。因此,通过在最表面存在Bi-Sb氧化物,能够保护覆盖层12。因此,在最表面存在Bi-Sb氧化物的实施例1~实施例13的耐疲劳性比在最表面不存在Bi-Sb氧化物的对比例1~对比例13高。在表1中,将对实施例1~实施例13以及对比例1~对比例13的滑动构件进行的疲劳试验的结果作为疲劳面积率(%)而表示。图3是表示该疲劳面积率(%)的图表。此外,在图3中,横轴是覆盖层12中的Sb浓度,使实施例1~实施例6为黑圆圈,实施例7~实施例12为黑方块,实施例13为黑三角而进行标绘。使对比例1~对比例6为白圆圈,对比例7~对比例12为白方块,对比例13为白三角而进行标绘。
疲劳面积率通过以下步骤来测量。图2是疲劳试验的说明图。首先,如图2所示,准备在长度方向的两端形成有圆柱状的贯通孔的连杆R,通过一端的贯通孔对试验轴H(阴影)进行轴支承。
此外,在对试验轴H进行轴支承的连杆R的贯通孔的内周面形成有与滑动构件1同样的覆盖层12(黑色)。在试验轴H的轴向上的连杆R的两外侧对试验轴H进行轴支承,以滑动速度为6.6m/秒的方式使试验轴H旋转。滑动速度是指覆盖层12的表面与试验轴H之间的相对速度。将与试验轴H相反侧的连杆R的端部与在连杆R的长度方向上往复移动的移动体F连结,使该移动体F的往复负载为100MPa。另外,在连杆R与试验轴H之间,供给约140℃的发动机油。
通过将以上状态持续100小时,进行了覆盖层12的疲劳试验。然后,在疲劳试验后,从与该表面正交的直线上的位置以该直线为主光轴的方式拍摄覆盖层12的内侧的表面(滑动面),得到成为该拍摄所得的图像的评估图像。然后,用双目显微镜(放大镜)观察并确定评估图像反映出的覆盖层12的表面中损伤的部分,以用成为该损伤的部分的面积的损伤部面积除以评估图像反映出的覆盖层12的表面整体的面积而得出的值的百分率作为疲劳面积率进行了测量。
若基于表1、表2以及图3来比较相同的Sb浓度的样本(例如,实施例1与对比例1),则在所有的Sb浓度下,在最表面具有Bi-Sb氧化物的实施例1~实施例6的疲劳面积率比对比例1~对比例6的疲劳面积率小。实施例7~实施例12的疲劳面积率比对比例7~对比例12的疲劳面积率小。实施例13的疲劳面积率比对比例13的疲劳面积率小。因此,可以说与不具有Bi-Sb氧化物的滑动构件相比,具有Bi-Sb氧化物的滑动构件1的耐疲劳性高。
另外,若如实施例1~实施例13那样在最表面存在Bi-Sb氧化物,则能够减少存在于比最表面深的部分的元素氧化的可能性。因此,在覆盖层12中,能够防止氧化铋(Bi
即,由于氧化铋脆,因此若形成于覆盖层12,则氧化铋可能在滑动构件的使用过程中脱落。然而,若如实施例1~实施例13那样在最表面存在Bi-Sb氧化物,则能够防止Bi在比最表面深的区域氧化而生成氧化铋。因此,在实施例1~实施例13中,可考虑防止氧化铋的生成也有助于耐疲劳性的提高。在实施例1~实施例13中,Sb浓度为2.0质量%~12.0质量%,但是若在该浓度范围中的任一Sb浓度下,在表面存在Bi-Sb氧化物,则疲劳面积率比不存在Bi-Sb氧化物的情况下小。因此,可考虑在覆盖层12中的Sb浓度为多于0质量%的任意浓度下,形成Bi-Sb氧化物而耐疲劳性提高。
此外,如果想要得到上述疲劳试验中的耐疲劳面积率成为特定的值的范围的滑动构件1,可以控制覆盖层12中的Sb浓度。例如,在想要使疲劳面积率为11%以下的情况下,优选使覆盖层12中的Sb浓度为3.0质量%以上、10.0质量%以下。
进一步地,在实施例2~实施例6、实施例8~实施例13中,在Bi-Sb氧化物为主要组成的层的正下方,主要组成为Bi-Sb氧化物以及氧化锑(Sb
因此,能够通过氧化铋防止滑动构件变脆。这样,即使Sb浓度低,如果在最表面形成Bi-Sb氧化物,该Bi-Sb氧化物也能通过保护表面,防止氧化铋的生成,提高耐疲劳性。另一方面,覆盖层12中的Sb浓度为0的滑动构件,例如,即使对覆盖层12由Bi构成的情况或由Bi-Cu、Bi-Sn等构成,且其他的层与实施例1~实施例13同样的滑动构件进行氧化处理,也很难通过氧化物保护最表面。
即,若对不含有Sb的覆盖层12进行氧化处理,则最表面形成氧化铋(Bi
在实施例1~实施例6、实施例7~实施例12与实施例13中,中间层13以及衬里11不同。即,实施例1~实施例6的中间层13由Ag-Sn构成。实施例7~实施例12的中间层13由Ag构成。实施例13的中间层由第一中间层(Cu)以及第二中间层(Ag)构成。若比较这些实施例,则覆盖层12中的主要组成相同,疲劳面积率也非常接近。进一步地,若比较对比例1~对比例6、对比例7~对比例12、对比例13,则实施例的耐疲劳面积较小。因此,可考虑在由Bi、Sb构成的覆盖层12的最表面形成Bi-Sb氧化物而带来的耐疲劳面积的提高能够不依靠中间层13以及衬里11的组成而达成。
此外,表1所示的、从最表面起的各深度位置处的主要组成为针对疲劳试验前的滑动构件测定而得的结果。另一方面,在疲劳试验后也测定了主要组成。其结果是,在实施例1~实施例13、对比例1~13双方中,没看到各深度位置处的主要组成有变化。即,在对比例1~13的最表面中,即使在疲劳试验后,也未作为主要组成而形成氧化物。因此,在如对比例1~对比例13那样未积极地进行氧化处理的状态下,在滑动构件1的一般的使用过程中,很难在最表面的整个面上同样地形成Bi-Sb氧化物。另一方面,若如实施例1~实施例13那样积极地进行氧化处理,则在最表面的整个面上同样地形成Bi-Sb氧化物。
在对比例1~对比例13中,即使在一般的使用过程中最表面很难形成Bi-Sb氧化物,由于在这些对比例1~对比例13中最表面未形成Bi-Sb氧化物,因此Bi在局部氧化而可以生成氧化铋。若生成氧化铋,则由于该氧化铋脆,因此起因于该氧化铋的脱落等而耐疲劳性降低。因此,如实施例1~实施例13那样,通过进行预先氧化处理而在最表面的整个面形成Bi-Sb氧化物,能够确实地提高耐疲劳性。
(3)其他的实施方式:
在上述实施方式中,例示了构成对发动机的曲轴进行轴支承的滑动轴承A的滑动构件1,但是可以根据本发明的滑动构件1形成其他用途的滑动轴承A。例如,可以通过本发明的滑动构件1形成用于变速器的齿轮衬套、活塞销衬套、轮毂衬套等的径向轴承。进一步地,本发明的滑动构件可以是推力轴承,可以是各种垫圈,也可以是用于汽车空调压缩机的斜盘。
另外,衬里11的基体不限于Cu合金、Al合金,根据对象轴2的硬度选择基体的材料即可。另外,背衬10非必须,可以省略。
附图标记说明
1:滑动构件;
2:对象轴;
10:背衬;
11:衬里;
12:覆盖层;
13:中间层;
A:轴承;
F:移动体;
H:试验轴;
R:连杆。
- 滑动构件、滑动构件的制造方法和滑动构件的评价方法
- 滚动滑动构件和生产滚动滑动构件的方法以及包括滚动滑动构件的滚动轴承