电芯的结构与包胶方法、电池单体、储能装置及用电设备
文献发布时间:2023-06-19 18:30:43
技术领域
本申请总体来说涉及电池技术领域,具体而言,涉及一种电芯结构、电芯的包胶方法、电池单体、储能装置及用电设备。
背景技术
由于锂离子电池具有能量密度高、功率密度高、循环使用次数多、存储时间长等优点,在电动汽车、电动自行车等电动交通工具及储能设施等大中型电动设备方面也有着广泛的应用前景,其已经成为解决能源危机和环境污染等全球性问题的关键。
锂离子电池的电池芯需采用胶带包裹或缠绕,以保证电芯整体的结构稳固;然而,目前锂离子电池的包胶工序较多,导致电池的生产效率较低。
需要说明的是,在上述背景技术部分公开的信息仅用于加强对本申请的背景的理解,因此可以包括不构成对本领域普通技术人员已知的现有技术的信息。
发明内容
本申请的一个主要目的在于提供一种电芯结构,胶带能够将极耳包住,减少包胶工序。
为实现上述申请目的,本申请采用如下技术方案:
根据本申请的第一个方面,提供了一种电芯结构,该电芯结构包括:
第一极片、第二极片和隔膜,所述第一极片、所述第二极片和所述隔膜依次叠放后卷绕形成电芯本体,所述电芯本体具有相对的两个端面以及连接两个端面的侧面;
极耳,所述极耳连接于所述电芯本体的端面上;
胶带,所述胶带的一端粘接在所述电芯本体最外圈的所述第一极片或所述第二极片的尾部,另一端沿所述电芯本体的周向卷绕在所述电芯本体上,且所述胶带在所述电芯本体的周向上卷绕至少一圈;在所述电芯本体的轴向上,所述胶带至少超出所述电芯本体上设有所述极耳的一个端面,且所述胶带超出所述端面的一侧与所述端面之间的距离,大于所述极耳背离所述端面的一侧与所述端面之间的距离。
本实施方式提供的电芯结构,胶带的一端粘接在电芯本体最外圈的第一极片或第二极片的尾部,另一端沿电芯本体的周向卷绕在电芯本体上,且胶带在电芯本体的周向上卷绕至少一圈;在电芯本体的轴向上,胶带至少超出电芯本体上设有极耳的一个端面,且胶带超出端面的一侧与端面之间的距离,大于极耳背离端面的一侧与端面之间的距离,即胶带同时形成对电芯本体和至少一个极耳的包覆,在极耳需要包胶与电池外壳绝缘时,通过同时包覆电芯本体和极耳的胶带能够减少一次包胶工序,提高了电池单体的制造效率,降低了制造成本。
根据本申请的一实施方式,所述电芯本体的两个端面上均设有所述极耳。
本实施方式提供的电芯结构,电芯本体包括相对的第一端和第二端,所述第一端上连接有第一极耳,第二端面连接有第二极耳,第一极耳可为正极极耳,第二极耳可为负极极耳。
根据本申请的一实施方式,在在所述电芯本体的轴向上,所述胶带的两端分别超出所述电芯本体的两个端面。
本实施方式提供的电芯结构,胶带的两端分别超出电芯本体的两个端面,对电芯本体的两个端面的极耳均能够形成绝缘,提高了胶带的绝缘效果。
根据本申请的一实施方式,在所述电芯本体的轴向上,所述胶带超出所述电芯本体的端面的长度大于所述极耳的长度。
本实施方式提供的电芯结构,通过使胶带凸出于电芯本体第一端的长度大于第一极耳的长度,能够进一步保证胶带对第一极耳的绝缘效果,进一步避免第一极耳与外壳接触。
根据本申请的一实施方式,所述极耳包括多个第一极耳和多个第二极耳,所述多个第一极耳连接于所述第一极片上,所述多个第二极耳连接于所述第二极片上;至少部分外圈的所述第一极片上未设置所述第一极耳,和/或至少部分外圈的所述第二极片上未设置所述第二极耳。
本实施方式提供的电芯结构,通过使至少部分外圈的第一极片上未设置第一极耳,至少部分外圈的第二极片上未设置第二极耳,使得最外圈的第一极耳与胶带之间具有一定的间隙,最外圈的第二极耳与胶带之间具有一定的间隙,进而使得压极耳机构与胶带之间具有间隙,从而便于后续压极耳机构将第一极耳和第二极耳压平,压极耳机构在压第一极耳和第二极耳的时候不会碰到胶带。
根据本申请的一实施方式,靠近所述电芯本体边缘的所述第一极耳与所述电芯本体边缘的间距为0.5mm~3mm,和/或靠近所述电芯本体边缘的所述第二极耳与所述电芯本体边缘的间距为0.5mm~3mm。
本实施方式提供的电芯结构,通过使靠近电芯本体边缘的第一极耳和第二极耳与电芯本体边缘的间距为0.5mm~3mm,使得最外圈的第一极耳与胶带之间具有间隙,最外圈的第二极耳与胶带之间具有间隙,进而使得压极耳机构与胶带之间具有间隙,从而便于后续压极耳机构将第一极耳和第二极耳压平,压极耳机构在压第一极耳和第二极耳的时候不会碰到胶带。
根据本申请的一实施方式,所述多个第一极耳与所述多个第二极耳位于所述电芯本体相对的两个端面上。
本实施方式提供的电芯结构,多个第一极耳与多个第二极耳位于电芯本体相对的两个端面上,便于通过胶带对多个第一极耳或多个第二极耳进行绝缘。
根据本申请的一实施方式,所述胶带在所述电芯本体的周向上卷绕多圈。
本实施方式提供的电芯结构,胶带在所述电芯本体的周向上卷绕多圈,实现对电芯本体与极耳的绝缘。
根据本申请的第二个方面,提供了一种电芯的包胶方法,该电芯的包胶方法包括:
将第一极片、第二极片和隔膜依次叠放后卷绕形成电芯本体,所述电芯本体具有相对的两个端面以及连接两个端面的侧面,极耳连接于电芯本体的端面上;
将胶带的一端粘接在所述电芯本体最外圈的所述第一极片或所述第二极片的尾部上,另一端沿所述电芯本体的周向卷绕在所述电芯本体上,使所述胶带在所述电芯本体的周向上卷绕至少一圈;在所述电芯本体的轴向上,使所述胶带至少超出所述电芯本体上设有所述极耳的一个端面,且使所述胶带超出所述端面的一侧与所述端面之间的距离大于所述极耳背离所述端面的一侧与所述端面之间的距离。
本实施方式提供的电芯的包胶方法,先将胶带的一端粘接在电芯本体最外圈的第一极片或第二极片的尾部,接着将另一端沿电芯本体的周向卷绕在电芯本体上,且使胶带在电芯本体的周向上卷绕至少一圈;在电芯本体的轴向上,胶带至少超出电芯本体上设有极耳的一个端面,且胶带超出端面的一侧与端面之间的距离,大于极耳背离端面的一侧与端面之间的距离,即胶带同时形成对电芯本体和至少一个极耳的包覆,在极耳需要包胶与电池外壳绝缘时,通过同时包覆电芯本体和极耳的胶带能够减少一次包胶工序,提高了电池单体的制造效率,降低了制造成本。
根据本申请的第三个方面,提供了一种电池单体,该电池单体包括上述的电芯结构。
本实施方式提供电池单体,胶带的一端粘接在电芯本体最外圈的第一极片或第二极片的尾部,另一端沿电芯本体的周向卷绕在电芯本体上,且胶带在电芯本体的周向上卷绕至少一圈;在电芯本体的轴向上,胶带至少超出电芯本体上设有极耳的一个端面,且胶带超出端面的一侧与端面之间的距离,大于极耳背离端面的一侧与端面之间的距离,即胶带同时形成对电芯本体和至少一个极耳的包覆,在极耳需要包胶与电池外壳绝缘时,通过同时包覆电芯本体和极耳的胶带能够减少一次包胶工序,提高了电池单体的制造效率,降低了电池单体的制造成本。
根据本申请的第四个方面,提供了一种储能装置,该储能装置包括上述的电池单体。
本实施方式提供储能装置,电池单体中胶带的一端粘接在电芯本体最外圈的第一极片或第二极片的尾部,另一端沿电芯本体的周向卷绕在电芯本体上,且胶带在电芯本体的周向上卷绕至少一圈;在电芯本体的轴向上,胶带至少超出电芯本体上设有极耳的一个端面,且胶带超出端面的一侧与端面之间的距离,大于极耳背离端面的一侧与端面之间的距离,即胶带同时形成对电芯本体和至少一个极耳的包覆,在极耳需要包胶与电池外壳绝缘时,通过同时包覆电芯本体和极耳的胶带能够减少一次包胶工序,提高了储能装置的制造效率,降低了储能装置的制造成本。
根据本申请的第五个方面,提供了一种用电设备,该用电设备包括上述的储能装置。
本实施方式提供的用电设备,电池单体中胶带的一端粘接在电芯本体最外圈的第一极片或第二极片的尾部,另一端沿电芯本体的周向卷绕在电芯本体上,且胶带在电芯本体的周向上卷绕至少一圈;在电芯本体的轴向上,胶带至少超出电芯本体上设有极耳的一个端面,且胶带超出端面的一侧与端面之间的距离,大于极耳背离端面的一侧与端面之间的距离,即胶带同时形成对电芯本体和至少一个极耳的包覆,在极耳需要包胶与电池外壳绝缘时,通过同时包覆电芯本体和极耳的胶带能够减少一次包胶工序,提高了用电设备的制造效率,降低了用电设备的制造成本。
应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本申请。
附图说明
通过参照附图详细描述其示例实施方式,本申请的上述和其它特征及优点将变得更加明显。
图1为本申请的一种实施方式提供的电芯包胶后的示意图;
图2为本申请的另一种实施方式提供的电芯包胶后的示意图;
图3为本申请的又一种实施方式提供的电芯包胶后的示意图;
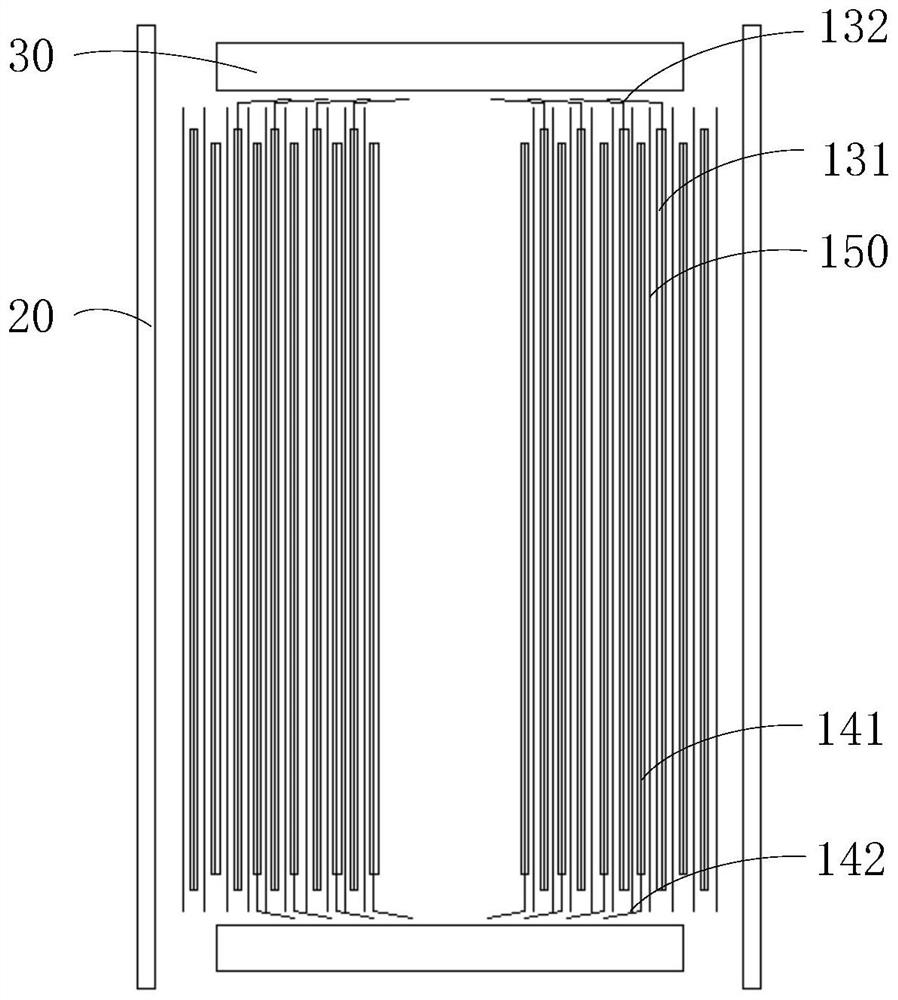
图4为本申请的一种实施方式提供的电芯包胶前的示意图;
图5为本申请的一种实施方式提供的电芯包胶后的示意图;
图6为本申请的一种实施方式提供的电芯的极耳压平的示意图;
图7为本申请的一种实施方式提供的电芯的包胶方法的流程图。
附图标记说明:
10、电芯本体;110、第一端;120、第二端;131、第一极片;132、第一极耳;141、第二极片;142、第二极耳;150、隔膜;
20、胶带;
30、压极耳机构。
具体实施方式
现在将参考附图更全面地描述示例实施方式。然而,示例实施方式能够以多种形式实施,且不应被理解为限于在此阐述的实施方式;相反,提供这些实施方式使得本申请将全面和完整,并将示例实施方式的构思全面地传达给本领域的技术人员。图中相同的附图标记表示相同或类似的结构,因而将省略它们的详细描述。
本申请的实施例首先提供了一种电芯结构,如图1-图5所示,该电芯结构包括:电芯本体10、极耳和胶带20,第一极片131、第二极片141和隔膜150依次叠放后卷绕形成电芯本体10,电芯本体10具有相对的两个端面以及连接两个端面的侧面,极耳连接于电芯本体10的端面上;胶带20的一端粘接在电芯本体10最外圈的第一极片131或第二极片141的尾部,另一端沿电芯本体10的周向卷绕在电芯本体10上,且胶带20在电芯本体10的周向上卷绕至少一圈;在电芯本体10的轴向上,胶带20至少超出电芯本体10上设有极耳的一个端面,且胶带20超出端面的一侧与端面之间的距离,大于极耳背离端面的一侧与端面之间的距离。
本申请提供的电芯结构,胶带20的一端粘接在电芯本体10最外圈的第一极片131或第二极片141的尾部,另一端沿电芯本体10的周向卷绕在电芯本体10上,且胶带20在电芯本体10的周向上卷绕至少一圈;在电芯本体10的轴向上,胶带20至少超出电芯本体10上设有极耳的一个端面,且胶带20超出端面的一侧与端面之间的距离,大于极耳背离端面的一侧与端面之间的距离,即胶带20同时形成对电芯本体10和至少一个极耳的包胶,在极耳需要包胶与电池外壳绝缘时,通过同时包胶电芯本体10与极耳的胶带20能够减少一次包胶工序,提高了电池单体的制造效率,降低了制造成本。
具体地,电芯本体10的两个端面上均设有极耳。电芯本体10包括相对的第一端110和第二端120,第一端110上连接有第一极耳132,第二端面120上连接有第二极耳142,第一极耳132可为正极极耳,第二极耳142可为负极极耳。电芯本体10在入壳时,极耳外露会碰到外壳。当外壳(钢壳)带负电时,需要正极包胶,正极绝缘;当外壳(铝壳)带正电时,需要负极包胶,负极绝缘;当外壳不能带电时,需要正负极两边包胶。
在本申请的一种实施例中,如图1和图4所示,电池的外壳需带负电,即电芯本体10的正极需要包胶绝缘。在电芯本体10的轴向上,胶带20超出电芯本体10上的一个端面,即胶带20超出电芯本体10上设置正极极耳的端面,胶带20包覆于电芯本体10及第一极耳132上,形成对第一极耳132的绝缘,避免第一极耳132与外壳接触。
示例的,在电芯本体10的轴向上,胶带20的长度大于电芯本体10的长度。通过使胶带20的长度大于电芯本体10的长度,在完全包覆电芯本体10的情况下,同时对第一极耳132形成包覆,提高了胶带20的包覆绝缘效果。当然,胶带20的长度也可小于后等于电芯本体10的长度,在保证将包覆于第一极耳132上将第一极耳132绝缘后,部分包覆电芯本体10。其中,胶带20可在电芯本体10的周向上卷绕一圈或多圈。
示例的,在电芯本体10的轴向上,胶带20的长度小于电芯本体10的长度,胶带20在电芯本体10的周向上连续卷绕多圈实现同时将电芯本体10与第一极耳132包覆。
其中,胶带20包覆于第一极耳132上,在电芯本体10的轴向上,胶带20凸出于电芯本体10的第一端110的长度大于第一极耳132的长度。通过使胶带20凸出于电芯本体10的第一端110的长度大于第一极耳132的长度,能够进一步保证胶带20对第一极耳132的绝缘效果,进一步避免第一极耳132与外壳接触。
其中,如图4-图6所示,多个第一极耳132设于第一极片131上,多个第二极耳142设于第二极片141上,至少部分外圈的第一极片131上未设置第一极耳132,例如1-5圈。压极耳机构30的直径大于有第一极耳132区域的直径,小于电芯本体的直径,通过使至少部分外圈的第一极片131上未设置第一极耳132,使得最外圈的第一极耳132与胶带20之间具有一定的间隙,进而使得压极耳机构30与胶带20之间具有间隙,从而便于后续压极耳机构30将第一极耳132压平,压极耳机构30在压第一极耳132的时候不会碰到胶带20。
其中,靠近电芯本体边缘的第一极耳132与电芯本体边缘的间距为0.5mm~3mm,例如0.5mm、1mm、1.5mm、2mm、2.5mm、3.5mm等,本申请在此不一一列举;通过使靠近电芯本体边缘的第一极耳132与电芯本体边缘的间距为0.5mm~3mm,使得最外圈的第一极耳132与胶带20之间具有间隙,进而使得压极耳机构30与胶带20之间具有间隙,从而便于后续压极耳机构30将第一极耳132压平,压极耳机构30在压第一极耳132的时候不会碰到胶带20。当然,靠近电芯本体边缘的第一极耳132与电芯本体边缘的间距也可小于0.5mm或大于3mm,本申请对此不作限制。
其中,胶带20可为绝缘胶带,可通过卷绕机卷绕在电芯本体上,绝缘胶带的卷绕方向与极片的卷绕方向相同。
其中,胶带20的厚度例如可为0.01mm-0.5mm,例如0.01mm、0.05mm、0.1mm、0.2mm、0.3mm、0.4mm、0.5mm等,本申请在此不一一列举;当然,胶带20的厚度也可小于0.01mm或大于0.5mm,本申请对此不作限制。
在本申请的一种实施例中,如图2和图4所示,电池的外壳需带正电,即电芯本体10的负极需要包胶绝缘。其中,电芯本体10的第一端110上的第一极耳132为电池的正极极耳,电芯本体10的第二端120上的第二极耳142为负极极耳,即胶带20包覆于电芯本体上及第二极耳142上,形成对第二极耳142的绝缘,避免第二极耳142与外壳接触。
示例的,在电芯本体10的轴向上,胶带20的长度大于电芯本体10的长度。通过使胶带20的长度大于电芯本体10的长度,在完全包覆电芯本体10的情况下,对第二极耳142形成包覆,提高了胶带20的效果。当然,胶带20的长度也可小于后等于电芯本体10的长度,在保证将包覆于第二极耳142上将第二极耳142绝缘后,部分包覆电芯本体10。其中,胶带20可在电芯本体10的周向上卷绕一圈或多圈。
示例的,在电芯本体10的轴向上,胶带20的长度小于电芯本体10的长度,胶带20在电芯本体10的周向上连续卷绕多圈实现同时将电芯本体10与第二极耳142包覆。
其中,胶带20包覆于第二极耳142上,在电芯本体10的轴向上,胶带20凸出于电芯本体第二端120的长度大于第二极耳142的长度。通过使胶带20凸出于电芯本体第二端120的长度大于第二极耳142的长度,能够进一步保证胶带20对第二极耳142的绝缘效果,进一步避免第二极耳142与外壳接触。
其中,如图4-图6所示,多个第一极耳132设于第一极片131上,多个第二极耳142设于第二极片141上,至少部分外圈的第二极片141上未设置第二极耳142,例如1-5圈。压极耳机构30的直径大于有第二极耳142区域的直径,小于电芯本体10的直径,通过使至少部分外圈的第二极片141上未设置第二极耳142,使得最外圈的第二极耳142与胶带20之间具有一定的间隙,进而使得压极耳机构30与胶带20之间具有间隙,从而便于后续压极耳机构30将第二极耳142压平,压极耳机构30在压第二极耳142的时候不会碰到胶带20。
其中,靠近电芯本体10边缘的第二极耳142与电芯本体10边缘的间距为0.5mm~3mm,例如0.5mm、1mm、1.5mm、2mm、2.5mm、3.5mm等,本申请在此不一一列举;通过使靠近电芯本体10边缘的第二极耳142与电芯本体101边缘的间距为0.5mm~3mm,使得最外圈的第二极耳142与胶带20之间具有间隙,进而使得压极耳机构30与胶带20之间具有间隙,从而便于后续压极耳机构30将第二极耳142压平,压极耳机构30在压第二极耳142的时候不会碰到胶带20。当然,靠近电芯本体10边缘的第二极耳142与电芯本体10边缘的间距也可小于0.5mm或大于3mm,本申请对此不作限制。
在本申请的一种实施例中,如图3和图4所示,电池的外壳不能带电,即胶带20包覆于电芯本体10上以及第一极耳132与第二极耳142上,形成对第一极耳132与第二极耳142的绝缘,避免第一极耳132和第二极耳142与外壳接触。
示例的,在电芯本体10的轴向上,胶带20的长度大于电芯本体10的长度。通过使胶带20的长度大于电芯本体10的长度,在完全包覆电芯本体10的情况下,胶带20的两端分别超出电芯本体10的两个端面,对第一极耳132和第二极耳142形成包覆,提高了胶带20的效果。其中,胶带20可在电芯本体10的周向上卷绕一圈或多圈。
示例的,在电芯本体10的轴向上,胶带20的长度小于电芯本体10的长度,胶带20在电芯本体10的周向上连续卷绕多圈实现同时将电芯本体10与第一极耳132及第二极耳142包覆。
其中,胶带20包覆于第一极耳132上,在电芯本体10的轴向上,胶带20凸出于电芯本体第一端110的长度大于第一极耳132的长度,胶带20凸出于电芯本体第二端120的长度大于第二极耳142的长度。通过使胶带20凸出于电芯本体第一端110的长度大于第一极耳132的长度,能够进一步保证胶带20对第一极耳132的绝缘效果,胶带20凸出于电芯本体第二端120的长度大于第二极耳142的长度,能够进一步保证胶带20对第二极耳142的绝缘效果,进一步避免第一极耳132和第二极耳142与外壳接触。
其中,如图4-图6所示,多个第一极耳132设于第一极片131上,多个第二极耳142设于第二极片141上,至少部分外圈的第一极片131上未设置第一极耳132,至少部分外圈的第二极片141上未设置第二极耳142,例如1圈-5圈。
其中,压极耳机构30的直径大于有第一极耳132和第二极耳142区域的直径,小于电芯本体10的直径,通过使至少部分外圈的第一极片131上未设置第一极耳132,至少部分外圈的第二极片141上未设置第二极耳142,使得最外圈的第一极耳132与胶带20之间具有一定的间隙,最外圈的第二极耳142与胶带20之间具有一定的间隙,进而使得压极耳机构30与胶带20之间具有间隙,从而便于后续压极耳机构30将第一极耳132和第二极耳142压平,压极耳机构30在压第一极耳132和第二极耳142的时候不会碰到胶带20。
其中,靠近电芯本体10边缘的第一极耳132与电芯本体10边缘的间距为0.5mm~3mm,例如0.5mm、1mm、1.5mm、2mm、2.5mm、3.5mm等,本申请在此不一一列举;靠近电芯本体10边缘的第二极耳142与电芯本体10边缘的间距为0.5mm~3mm,例如0.5mm、1mm、1.5mm、2mm、2.5mm、3.5mm等,本申请在此不一一列举;通过使靠近电芯本体10边缘的第一极耳132和第二极耳142与电芯本体10边缘的间距为0.5mm~3mm,使得最外圈的第一极耳132与胶带20之间具有间隙,最外圈的第二极耳142与胶带20之间具有间隙,进而使得压极耳机构30与胶带20之间具有间隙,从而便于后续压极耳机构30将第一极耳132和第二极耳142压平,压极耳机构30在压第一极耳132和第二极耳142的时候不会碰到胶带20。当然,靠近电芯本体10边缘的第一极耳132与电芯本体10边缘的间距也可小于0.5mm或大于3mm,靠近电芯本体10边缘的第二极耳142与电芯本体10边缘的间距也可小于0.5mm或大于3mm,靠近电芯本体10边缘的第一极耳132与电芯本体10边缘的间距,与靠近电芯本体10边缘的第二极耳142与电芯本体10边缘的间距可相同或不同,本申请对此不作限制。
在上述各实施例中,第一极耳132和第二极耳142在电芯本体10的端面可为全极耳结构。当第一极耳132和第二极耳142为全极耳结构,将胶带20卷绕在电芯本体10上,使胶带20超出需要绝缘的极耳的端面,接着将第一极耳132与第二极耳142与对应的集流盘焊接,接着超出电芯本体10端面的胶带20热缩后包覆极耳上,实现对目标极耳与壳体之间的绝缘。
在上述各实施例中,第一极耳132和第二极耳142在电芯本体10的端面可为在极耳厚度方向上重叠设置的叠设结构。当第一极耳132和第二极耳142为叠设结构,将胶带20卷绕在电芯本体10上,使胶带20超出需要绝缘的极耳的端面,接着将第一极耳132与第二极耳142与对应的集流盘(转接片)焊接,接着超出电芯本体10端面的胶带20实现对目标极耳与壳体之间的绝缘。
本申请的实施例还提供了一种电芯的包胶方法,如图7所示,该电芯的包胶方法包括:
步骤S100、将第一极片、第二极片和隔膜依次叠放后卷绕形成电芯本体,电芯本体具有相对的两个端面以及连接两个端面的侧面,极耳连接于电芯本体的端面上;
步骤S200、将胶带的一端粘接在电芯本体最外圈的第一极片或第二极片的尾部上,另一端沿电芯本体的周向卷绕在电芯本体上,使胶带在电芯本体的周向上卷绕至少一圈;在电芯本体的轴向上,使胶带至少超出电芯本体上设有极耳的一个端面,且使胶带超出端面的一侧与端面之间的距离大于极耳背离端面的一侧与端面之间的距离。
本申请提供的电芯的包胶方法,先将胶带的一端粘接在电芯本体最外圈的第一极片或第二极片的尾部,接着将另一端沿电芯本体的周向卷绕在电芯本体上,且使胶带在电芯本体的周向上卷绕至少一圈;在电芯本体的轴向上,胶带至少超出电芯本体上设有极耳的一个端面,且胶带超出端面的一侧与端面之间的距离,大于极耳背离端面的一侧与端面之间的距离,即胶带同时形成对电芯本体和至少一个极耳的包覆,在极耳需要包胶与电池外壳绝缘时,通过同时包覆电芯本体和极耳的胶带能够减少一次包胶工序,提高了电池单体的制造效率,降低了制造成本。
具体地,如图4和图5所示,多个第一极耳132设于第一极片131上,多个第二极耳142设于第二极片141上,至少部分外圈的第一极片131上未设置第一极耳132,至少部分外圈的第二极片141上未设置第二极耳142。
其中,如图6所示,压极耳机构30的直径大于有第一极耳132和第二极耳142区域的直径,小于电芯本体10的直径,通过使至少部分外圈的第一极片131上未设置第一极耳132,至少部分外圈的第二极片141上未设置第二极耳142,使得最外圈的第一极耳132与胶带20之间具有一定的间隙,最外圈的第二极耳142与胶带20之间具有一定的间隙,进而使得压极耳机构30与胶带20之间具有间隙,从而便于压极耳机构30将第一极耳132和第二极耳142压平,压极耳机构30在压第一极耳132和第二极耳142的时候不会碰到胶带20。
其中,胶带20可为绝缘胶带,可通过卷绕机卷绕在电芯本体10上,绝缘胶带的卷绕方向可与极片与隔膜的卷绕方向相同。
具体地,如图4所示,电芯本体10两端的第一极耳132和第二极耳142进行了预折,弯折一定的角度;如图5所示,将胶带20根据第一极耳132和第二极耳142具体需要绝缘的情况,通过卷绕机将胶带20卷绕在电芯本体10上,实现一次包胶工序对电芯本体10和需绝缘的极耳包胶;如图6所示,通过压极耳机构30将电芯本体10两端的第一极耳132和第二极耳142压平,由于第一极耳132和第二极耳142进行了预折,在通过压极耳机构30压平时第一极耳132和第二极耳142能够沿着预折的方向压平在电芯本体10的端面,提高了压平第一极耳132和第二极耳142的可靠性;压平第一极耳132和第二极耳142后,例如可通过热缩工艺使绝缘胶带收缩包覆与电芯本体10的侧壁以及需要绝缘的极耳上。
本申请提供的电芯的包胶方法,可用于对上述电芯结构实施提供的电芯本体10上包覆胶带20,本包胶方法实施例未公开的细节,请参照上述电芯结构实施中的详细论述。
本申请的实施例还提供了一种电池单体,该电池单体包括上的电芯结构,电池单体可为二次锂电池。本申请提供的电池单体,胶带的一端粘接在电芯本体最外圈的第一极片或第二极片的尾部,另一端沿电芯本体的周向卷绕在电芯本体上,且胶带在电芯本体的周向上卷绕至少一圈;在电芯本体的轴向上,胶带至少超出电芯本体上设有极耳的一个端面,且胶带超出端面的一侧与端面之间的距离,大于极耳背离端面的一侧与端面之间的距离,即胶带同时形成对电芯本体和至少一个极耳的包覆,在极耳需要包胶与电池外壳绝缘时,通过同时包覆电芯本体和极耳的胶带能够减少一次包胶工序,提高了电池单体的制造效率,降低了电池单体的制造成本。
本申请的实施例还提供了一种储能装置,该储能装置包括上的电池单体,储能装置可为电池模组、电池包、电池簇等。本申请提供的储能装置,电池单体中胶带的一端粘接在电芯本体最外圈的第一极片或第二极片的尾部,另一端沿电芯本体的周向卷绕在电芯本体上,且胶带在电芯本体的周向上卷绕至少一圈;在电芯本体的轴向上,胶带至少超出电芯本体上设有极耳的一个端面,且胶带超出端面的一侧与端面之间的距离,大于极耳背离端面的一侧与端面之间的距离,即胶带同时形成对电芯本体和至少一个极耳的包覆,在极耳需要包胶与电池外壳绝缘时,通过同时包覆电芯本体和极耳的胶带能够减少一次包胶工序,提高了储能装置的制造效率,降低了储能装置的制造成本。
本申请的实施例还提供了一种用电设备,该用电设备包括上的储能装置,用电设备可为车辆。本申请提供的用电设备,电池单体中胶带的一端粘接在电芯本体最外圈的第一极片或第二极片的尾部,另一端沿电芯本体的周向卷绕在电芯本体上,且胶带在电芯本体的周向上卷绕至少一圈;在电芯本体的轴向上,胶带至少超出电芯本体上设有极耳的一个端面,且胶带超出端面的一侧与端面之间的距离,大于极耳背离端面的一侧与端面之间的距离,即胶带同时形成对电芯本体和至少一个极耳的包覆,在极耳需要包胶与电池外壳绝缘时,通过同时包覆电芯本体和极耳的胶带能够减少一次包胶工序,提高了用电设备的制造效率,降低了用电设备的制造成本。
在申请实施例中,术语“多个”则指两个或两个以上,除非另有明确的限定。术语“安装”、“相连”、“连接”、“固定”等术语均应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或一体地连接;“相连”可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在申请实施例中的具体含义。
申请实施例的描述中,需要理解的是,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述申请实施例和简化描述,而不是指示或暗示所指的装置或单元必须具有特定的方向、以特定的方位构造和操作,因此,不能理解为对申请实施例的限制。
在本说明书的描述中,术语“一个实施例”的描述意指结合该实施例或示例描述的具体特征、结构、材料或特点包含于申请实施例的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或实例。而且,描述的具体特征、结构、材料或特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
以上仅为申请实施例的优选实施例而已,并不用于限制申请实施例,对于本领域的技术人员来说,申请实施例可以有各种更改和变化。凡在申请实施例的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在申请实施例的保护范围之内。
- 一种用于软包电池电芯粘接的聚氨酯胶黏剂
- 一种锂离子软包电池电芯的切角装置
- 一种电池电芯的贴胶装置
- 一种热电池单体电池测试装置及单体电池测试方法
- 一种电池包唤醒方法、装置、电动设备及园林设备
- 电芯、电池模组、电池包、用电装置和制备电芯的设备
- 电芯保护结构、电池单体、电池及用电装置