一种CCD自动丝印机重复定位精度检测方法
文献发布时间:2023-06-19 18:32:25
技术领域
本项发明涉及CCD自动丝印机重复定位精度检测技术领域,尤其涉及CCD自动丝印机设备的“重复定位精度”项目技术指标测量,以及在CCD自动丝印机的设备周期检定中,对自动定位传送机构的工作精度进行测量检定的检测方法。
背景技术
凡丝网印刷工艺,均由多重印制层组成,而且多重印刷层工艺,要求每层之间套印做到定位准确。丝网印刷工艺不断提高要求,促进了自动丝印机设备的开发运用,CCD自动定位丝印机是目前技术性能最好的印刷机设备。 CCD自动丝印机的自动定位系统,是由CCD图像控制器进行抓靶,然后把抓靶信号转换成步进数控信号,控制传送机构实现正位传送的。CCD自动丝印机的传送机构正位传送精度,谓之“重复定位精度”,目前该项性能指标最高是±0.005mm。
“重复位定精度”是自动丝印机设备的核心技术指标,表征着丝印机设备的CCD影像控制器、跑台归正机构和跑台传送机构等设备部件组合运行的一致性和稳定性。但是,这项重要的核心技术指标,至今还未有完善的计量测定方法,大多都是在生产中使用二次元检测设备对承印件的印刷效果进行检测判定。当两层之间的印刷层发生偏移不正位时,会出自丝印机发生定位偏移,或由于丝印网板发生位置偏移所导致,而使用二次元设备检测的结果是判别不到是丝印机定位偏移问题,还是丝印网板偏移问题。只有直接检测自动丝印机设备的“重复位定精度”才能够实现最终判定,而自动丝印机设备的“重复位定精度”项目检测还处于空白。
为了测取自动丝印机“重复定位精度”的度量数值,测量装置必须考虑:1)平面丝印机设备的印刷件厚度都是2mm以下。2)平面丝印机的印刷台是空心起负压吸附作用的非铁质腔体,不可以再加工装置测量支架,也不能够使用磁吸表座。3)当使用千分表进行测量,千分表水平放置的最少高度是10mm,千分表测试头水平高度超过了印刷件的板件厚度。
发明内容
为了解决上述测量技术问题,本项发明提出一种CCD自动丝印机“重复定位精度”检测方法。本项目的检测方法是这样实现的:以丝印机标称的最大印刷尺寸制作一件测试板;测试板按日常印刷工艺的靶标位置,配钻2个φ2孔为测试板的CCD靶标;测试板的测试点取3个,分别以印刷传送方向在测试板下边设测试点1个,以垂直于印刷传送方向,在测试板的前沿板边设测试点2个;参考测试板的3个测试点位置安装测试点镶块,用测试点镶块提升测试点高度,以克服千分表测试头水平放置时最少要大于10mm的高度限制。
根据上述进行优化,3个千分表的表座采用大理石表座,坐落在丝印机的印刷台面上。鉴于丝印机的“重复定位精度”偏差会发生传送不到定位原点(或超过定位原点)的情况,运用大理石表座的自重和可滑动特性,方便千分表的测试头对测试面进行垂直校正,以及进行过盈预置,以测取丝印机传送不到定位原点的偏差负值。在确定过盈预置约0.5mm后,把千分表的示值置0为定位原点。
根据上述进行优化,所述测试板安装镶块组成的测试面互为直角。当丝印机的传送方向是由左至右时,测试板安装镶块组成的靠角为右下方;当丝印机的传送方向是由右至左时,测试板安装镶块组成的靠角为左下方。
3个测试点的测量值小于“重复定位精度”的给定值,可判定丝印机的“重复定位精度”单次检测合格;若3个测试点的测量值大于或负于给定值为检测不合格。
当发生检测不合格,分析3个测试点形成夹角的测量值分布情况,从而得出丝印机传送机构的偏差方向。
[A1] 在千分表与表座完成安装,以及测试板组件就绪后,就可以进入下述测试环节。
1、把测试板自然地放入丝印机的CCD抓靶区;启动丝印机对测试板进行抓靶,以及把测试板吸住传送到印刷区。
2、测试板到达印刷区后,分别移动大理石表座,让千分表测试头靠近测试板的镶块测试点,调整千分表的表架使千分表的测试头垂直于测试板的镶块测试点;再微调大理石表座位置,进行千分表对测试点过盈预置,然后把千分表的示值置0,为定位原点。
3、把测试板从印刷区取出,启动丝印机的传送跑台退回CCD抓靶区,再次把测试板自由地放入CCD抓靶区,再次启动丝印机进行抓靶,以及把测试板吸住传送到印刷区。
4、千分表测试头触碰到测试点后,分别读取3个测试点的测量值,并进行记录。当测量值小于“重复定位精度”的给定值,即丝印机的“重复定位精度”单次检测合格;若测量值大于或负于给定值为不合格。
5、按上述步骤3和4重复测量10次。以每次测量结果都不大于或负于“重复定位精度”的给定值为检定合格。
6、当发生检测不合格,可分析3个测试点的测量值分布情况,得出丝印机传送机构的偏差方向。
本项发明的CCD自动丝印机重复定位精度检测方法,是对CCD自动丝印机本身的设备运行结果进行直接检测,完全排除了其他工艺因素造成的检测误差。本项发明的检测方法,填补了CCD自动对位丝印机设备在重复定位精度检测技术方面的空白,完善了CCD自动定位丝印机设备在制造检验和使用周期检定方面的检测技术空项。
附图说明
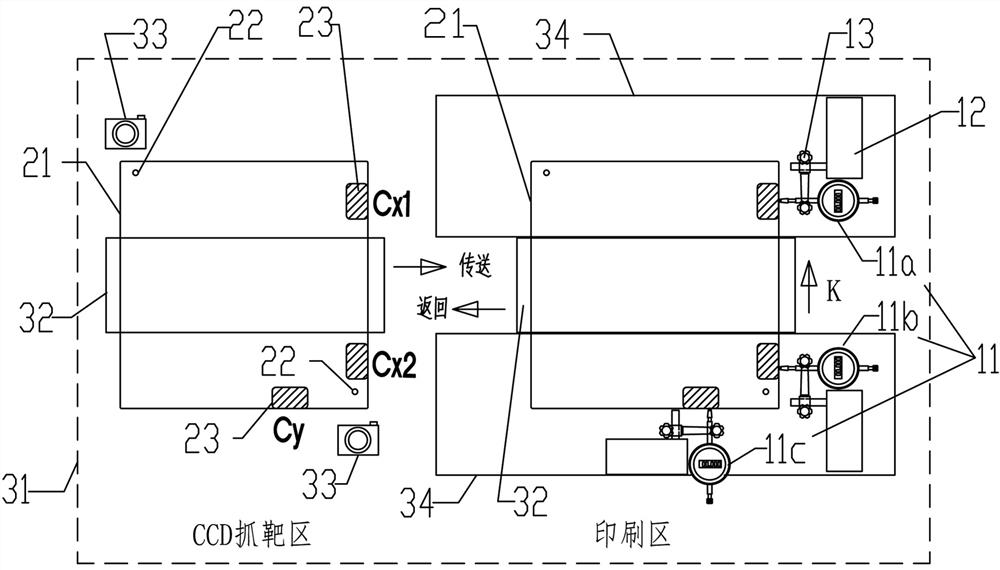
图1为本项发明实施例的重复定位精度测量装置示意图。
图2为本项发明实施例的图1中K向视图。
图3为本项发明实施例的量值偏差小于精度指标的合格示意图。
图4至图9为本项发明实施例的测量量值不合格偏差方向示意图。
附图标记说明如下:11:千分表;12:大理石表座; 13:千分表表架; 21:测试板;22:测试板靶标;23:测试板镶块;31:丝印机; 32:传送跑台; 33:抓靶照相机; 34:印刷台面; Cx1:x方向第1测试点,Cx2:x方向第2测试点, Cy:y方向测试点;ZCx1:通过千分表测得测试点Cx1的测量值;ZCx2:通过千分表测得测试点Cx2的测量值,ZCy:通过千分表测得测试点Cy的测量值。
具体实施方式
下面结合附图详细描述实施例。 参考图1和图2所示,本发明实施例的检测方法包括千分表11、大理石表座12,千分表表架13;测试板21,测试板靶标22及测试板镶块23,该千分表11采用数显千分表,并具体该千分表11分为附图中的千分表11a、千分表11b及千分表11c。千分表11由表架13夹持安装在大理石表座12上面,大理石表座12采用侧面摆放,以配合表架13夹持千分表11的测试头处于水平方向,并垂直于测量镶块23的3个测试Cx1、Cx2及Cy,具体是X方向第1测试点Cx1,X方向第2测试点Cx2,Y方向测试点Cy。大理石表座12以自身重量坐落在丝印机的印刷台面34,可以进行滑动微调按需调整工作位置。
参照图1所示,本发明的实施例检测方法还包括测试板21,测试板靶标22,测试板镶块23。测试板21采用1.6mm厚度的玻璃纤维布板制作。测试板21在对角位置直接钻出2个φ2孔为靶标22,也可以用2个圆环贴纸贴出靶标22,靶标实际位置不受限。测试板镶块23用硬质PVC板制作,镶块23要求测试面与安装面保持垂直,尺寸约30×50mm,厚度建议采用20mm,能够起到提升测试点高度,配合千分表11的测试头处于水平方向并垂直于测试点Cx1、Cx2及Cy即可;3块测试板镶块23按拟定测试点位置用粘胶永久粘结在测试板21上面。
参照图1所示,本发明的检测方法示例还包括CCD自动丝印机31的传送跑台32,CCD抓靶照相机33,丝印机印刷台面34。图1所示传送跑台32的传送方向是由左至右,测试板镶块23组成的靠角在右下方。当传送跑台32的传送方向是由右至左时,测试板镶块23组成的靠角在左下方。
本发明的CCD自动丝印机“重复定位精度”测量方法步骤如下。
第一步,装置测试点和原点校定。
把备好靶标22和镶块23的测试板21放在丝印机31的CCD抓靶区。开启丝印机31的吸气,把测试板21吸紧在传送跑台32上。然后开启丝印机31的照相机33对测试板的靶标22进行正位抓靶,再开启丝印机31进行送板,丝印机的传送跑台32自动把测试板21送到丝印机的印刷区;把已安装千分表11的3个大理石表座12,分别移近到测试板镶块23所处位置,让千分表11的测试头靠近测试板的镶块测试点,调整千分表的表架13,使千分表11的测试头垂直于测试板镶块23的测试点;再次微调大理石表座12的位置,对千分表11的测试头过盈预置约0.5mm,然后对示值置0为定位原点。
第二步,“重复定位精度”检测。
把测试板从丝印机31的印刷区取出,启动丝印机的传送跑台32退回CCD抓靶区,再次把测试板21自由地放入丝印机31的CCD抓靶区,启动丝印机31的吸气对测试板21吸紧,启动丝印机31的照相机33对测试板21的靶标22进行抓靶,再次启动传送跑台32把测试板21吸住并传送到印刷区。
测试板镶块23的测试点Cx1、Cx2及Cy,触碰到千分表11的测试头,分别读取3个测试点Cx1、Cx2及Cy的测量值,并进行记录分别为ZCx1、ZCx2及ZCy。当测试点Cx1、Cx2及Cy的测量值小于“重复定位精度”的给定值(示例为±0.005mm)时,即丝印机31的“重复定位精度”单次检测合格;若测量值大于给定值为不合格。
按上述步骤重复测量10次。以每次测量相应测试点Cx1、Cx2及Cy的结果ZCx1、ZCx2及ZCy都不大于“重复定位精度”的给定值为检定合格。
当发生检测不合格,可分析3个测试点Cx1、Cx2及Cy的测量值ZCx1、ZCx2及ZCy分布情况,从而得出丝印机传送机构的偏差大小和偏差方向。
参照图3所示,本发明的检测方法示例,测试点Cx1、Cx2及Cy的测量值ZCx1、ZCx2及ZCy均小于“重复定位精度”的给定值(0.005mm),为单次检测合格。
进一步参照图4所示,测量值ZCx1(-)>0.005mm、ZCx2(-)>0.005mm、ZCy<0.005mm 反映传送结构沿传送方向未到定位原点,未到定位原点的距离大于给定值(0.005mm)。
进一步参照图5所示,测量值ZCx1(+)>0.005mm、ZCx2(+)>0.005mm、ZCy<0.005mm 反映传送结构沿传送方向超过定位原点,超过定位原点的距离大于给定值(0.005mm)。
进一步参照图6所示,测量值ZCx1<0.005mm、ZCx2<0.005mm、ZCy(-)>0.005mm反映传送结构沿传送方向往上偏移不到定位原点,往上偏移误差大于给定值(0.005mm)。
进一步参照图7所示,测量值ZCx1<0.005mm、ZCx2<0.005mm、ZCy(+)>0.005mm反映传送结构沿传送方向往下偏移超过定位原点,往下偏移误差大于给定值(0.005mm)。
进一步参照图8所示,测量值ZCx1(-)>0.005mm、ZCx2<0.005mm、ZCy<0.005mm反映传送结构沿传送方向逆时针偏转不到定位原点,逆时针偏转误差大于给定值(0.005mm)。
进一步参照图9所示,测量值ZCx1<0.005mm、Zx2(-)>0.005mm、ZCy<0.005mm 反映传送结构沿传送方向顺时针偏转不到定位原点,顺时针偏转误差大于给定值(0.005mm)。
当上述测试完成后,检测器具装置和测试板组件很方便进行收纳,留待下次检测使用。
综合上述,本发明的CCD自动丝印机重复定位精度测量方法,完全排除印刷工艺因素影响,方法既科学合理,装置且简单实用,又符合测量技术规范,上述测量方法发明项,填补了CCD自动丝印机设备行业生产在“重复定位精度”项目测量方面的技术空白,又为印刷行业在CCD自动丝印机使用周期进行设备周期检定技术方面作出贡献。
上述具体实施例仅为本项发明效果较好的具体实施方式,凡与本结构相同或等同的重复精度测量装置和重复精度测量方法,均在本申请的保护范围内。
- 数控刀架定位精度与重复定位精度的检测装置及检测方法
- 一种数控刀架三联齿盘定位精度和重复定位精度的检测装置和方法