一种汽车点火线圈橡胶护套组件对接装置
文献发布时间:2023-06-19 18:32:25
技术领域
本发明涉及汽车零配件组装技术领域,特别涉及一种汽车点火线圈橡胶护套组件对接装置。
背景技术
汽车配件加工是构成汽车配件加工整体的各单元及服务于汽车配件加工的产品,其中汽车点火线圈对于汽车发动机的启动有着重要的作用,点火线圈橡胶护套是点火线圈中的重要组成部件,因为涉及到汽车后续行驶的安全性以及稳定性,此时一款好的汽车点火线圈橡胶护套组件对接装置就显得尤为重要。
然而,就目前点火线圈橡胶护套而言,造价高,同时加工效率低,无法提高护套组件的加工组装工艺,仅仅实现代替人工放置弹簧,后续极易脱落,同时无法实现联动补胶,整体组装后不够稳定,无法联动实现快速的弹簧对接,使用效率低,同时无法辅助实现胶液均匀撒布,后续使用容易产生异响中整体运行效率低。
发明内容
有鉴于此,本发明提供一种汽车点火线圈橡胶护套组件对接装置,其具有粘合装置,可以联动实现自动喷洒胶液,可以有效的提高护套组装工艺,解决了护套组装存在的弹簧易脱落的问题,填补了市场相应的空缺,结构简单稳定,联动性强。
本发明提供了一种汽车点火线圈橡胶护套组件对接装置,具体包括安装支撑部;所述安装支撑部上固定连接有转动运行装置;转动运行装置上转动连接有六个运行装置;转动运行装置上安装有六个粘合装置;安装支撑部上固定连接有支撑驱动装置;支撑驱动装置上固定连接有滑动顶压装置;支撑驱动装置上固定连接有备料装置;所述安装支撑部包括:安装支撑板,安装支撑板底部两侧分别固定连接有安装脚板;驱动电机,驱动电机固定连接在安装支撑板底部;驱动电机的输出轴端固定连接有驱动蜗杆;所述转动运行装置包括:转动安装盘,转动安装盘底部固定连接有旋转轴;旋转轴转动连接在安装支撑板上;运行蜗轮,运行蜗轮固定连接在旋转轴上;运行蜗轮啮合驱动蜗杆。
可选地,所述安装支撑部还包括:支撑移动筒,支撑移动筒固定连接在安装支撑板上;支撑移动筒上固定连接有弧形凸起块;驱动齿环,驱动齿环固定连接在安装支撑板上。
可选地,所述支撑驱动装置包括:支撑架,支撑架固定连接在安装支撑板上;驱动主轴,驱动主轴转动连接在支撑架上;驱动主轴侧面固定连接有转动把手;升降驱动齿轮,升降驱动齿轮设有两个,两个升降驱动齿轮分别固定连接在驱动主轴两侧。
可选地,所述运行装置包括:护套插筒,护套插筒转动连接在转动安装盘上;护套插筒为中空结构;涂布齿轮,涂布齿轮固定连接在护套插筒底部;涂布齿轮啮合于驱动齿环。
可选地,所述备料装置包括:备料盒,备料盒固定连接在支撑架上;备料盒的前部设有下料开孔;推进轴,推进轴设有两个,两个推进轴分别滑动连接在备料盒上;推进拉簧,推进拉簧设有两个,两个推进拉簧分别套装在两个推进轴上;两个推进拉簧分别连接在备料盒与推进轴尾部之间;推进滑动块,推进滑动块固定连接在两个推进轴上;推进滑动块贴合于备料盒内壁;推进滑动块前侧为弧形结构。
可选地,所述粘合装置包括:粘合滑动轴,粘合滑动轴固定连接在转动安装盘内部;粘合滑动轴上滑动连接有贴合推进弹簧;推进滑动块,推进滑动块滑动连接在粘合滑动轴上;联动拨动轴,联动拨动轴固定连接在推进滑动块底部;联动拨动轴贴合于支撑移动筒。
可选地,所述滑动顶压装置还包括:滑动齿条,滑动齿条设有两个,两个滑动齿条分别滑动连接在两个滑动稳定轴上;两个滑动齿条分别啮合于两个升降驱动齿轮;顶压支架,顶压支架固定连接在两个滑动齿条上;弹簧顶压块,弹簧顶压块固定连接在顶压支架中部。
可选地,所述滑动顶压装置包括:滑动稳定轴,滑动稳定轴设有两个,两个滑动稳定轴分别固定连接在支撑架上;出料复位弹簧,出料复位弹簧设有两个,两个出料复位弹簧分别套装在两个滑动稳定轴上。
可选地,所述转动运行装置还包括:胶液箱,胶液箱固定连接在转动安装盘上;顶压板,顶压板设有六个,六个顶压板分别固定连接在转动安装盘上。
可选地,所述粘合装置还包括:推进挤压泵头,推进挤压泵头固定套装在推进滑动块上;推进挤压泵头与顶压板对齐;推进挤压泵头管接于胶液箱;喷嘴,喷嘴固定套装在推进滑动块上;喷嘴管接推进挤压泵头;喷嘴前侧为弧形结构。
有益效果
根据本发明的各实施例的对接装置,优化了弹簧安装工艺,可以有效的避免掉落,整体结构更加简单,工作效率更快,对接更加迅速,可以提高滴胶工艺效果,同时有助于快速风干。
此外,通过设置安装支撑部配合设置的转动运行装置与运行装置,可以实现六个护套联动同时添加弹簧,整体结构简单稳定,可以辅助工作人员提高工作效率,同时设置的运行装置可以实现联动旋转,避免胶液局部堆积,同时设置运行装置通过旋转的方式另一方面可以辅助加快空气流动速度,加快胶液干化,整体结构更加简单稳定,运行方式更加巧妙,的转动运行装置可以实现循环添加护套组件,整体结构更加简单实用,在驱动电机的驱动下,带动驱动蜗杆转动,实现啮合驱动运行蜗轮,带动转动安装盘转动,实现运行对接转动,在转动安装盘转动时,同时带动六个护套插筒转动,此时护套插筒底部的涂布齿轮因啮合驱动齿环,此时护套插筒便可实现转动,实现一个联动转动,利用离心力,使胶液更均匀的涂在护套插筒,整体可以有效的提高工作效率,整体结构更加简单稳定,造价更低。
此外,通过设置粘合装置,联动即可自动实现添加胶液,无需人工辅助,使用更加便捷,设置的粘合装置可以有效的提高护套安装的整体实用性,可以更架有利于弹簧安装后的稳定性,可以有效的提高整体工艺效果,整体结构更加稳定,可以有效的避免传统对接装置仅仅模拟人工对插的方式,仅仅将弹簧放入护套内部不够牢固的问题,后续极易脱落,在转动安装盘转动时,即可带动六个推进滑动块同时转动,过程中,六个推进滑动块底部的联动拨动轴会依次挤压到支撑移动筒上的弧形凸起块,可以实现一个联动的顶压,随即实现带动推进滑动块移动推进,分别带动推进挤压泵头挤压到顶压板,实现将胶液箱内部的胶液泵入喷嘴后喷入护套内部,推进滑动块移动推进时喷嘴也会被统一带动移动至护套上方,实现对准,结构巧妙,既能实现精准的胶液添加,同时又能便于工作人员放置护套。
此外,通过设置支撑驱动装置,配合设置的滑动顶压装置与备料装置,可以实现辅助工作人员快速的对接弹簧,同时可以实现多个弹簧依次推进,更加实用,制造成本更低,可以实现自动复位,推进更加高效,同时又能保证对接精度,通过转动驱动主轴,带动升降驱动齿轮啮合驱动滑动齿条滑动,挤压推进备料盒位于下料开孔上方的弹簧,使其快速的推进至护套中,同时在出料复位弹簧的挤压下,带动滑动齿条复位,推进拉簧的拉动下,此时备料盒内部的弹簧会被后侧的推进滑动块向前推进,实现一个推进递补,依次方式,往复推进,结构简单高效,对接精度更高,降低工作人员工作量,避免遗漏,整体有效的优化了弹簧安装的工艺质量。
附图说明
为了更清楚地说明本发明的实施例的技术方案,下面将对实施例的附图作简单地介绍。
下面描述中的附图仅仅涉及本发明的一些实施例,而非对本发明的限制。
在附图中:
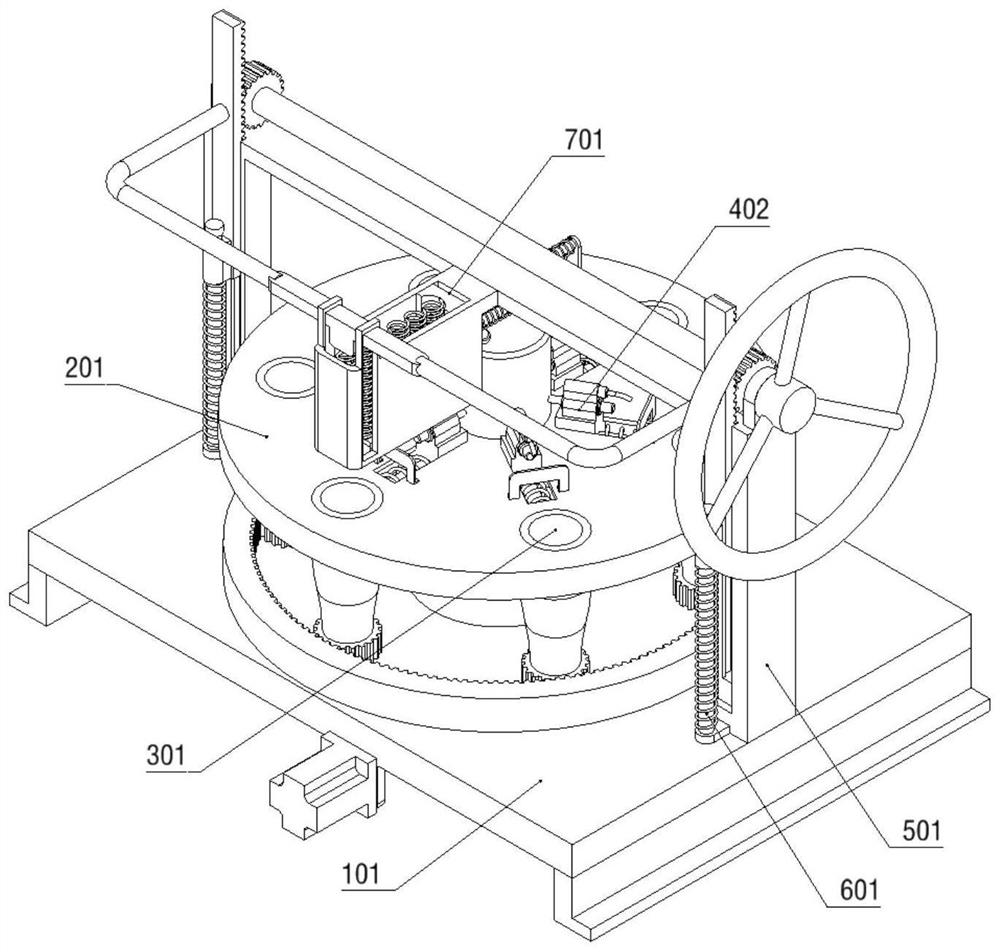
图1示出了根据本发明的实施例的对接装置整体的示意图;
图2示出了根据本发明的实施例的对接装置底部的示意图;
图3示出了根据本发明的实施例的对接装置内部的剖视图;
图4示出了根据本发明的实施例的对接装置底部内侧的示意图;
图5示出了根据本发明的实施例的安装支撑部的示意图;
图6示出了根据本发明的实施例的转动运行装置的示意图;
图7示出了根据本发明的实施例的运行装置的示意图;
图8示出了根据本发明的实施例的粘合装置的示意图;
图9示出了根据本发明的实施例的支撑驱动装置的示意图;
图10示出了根据本发明的实施例的滑动顶压装置的示意图;
图11示出了根据本发明的实施例的备料装置的示意图。
附图标记列表
1、安装支撑部;101、安装支撑板;1011、安装脚板;102、驱动电机;1021、驱动蜗杆;103、支撑移动筒;1031、弧形凸起块;104、驱动齿环;2、转动运行装置;201、转动安装盘;2011、旋转轴;202、运行蜗轮;203、胶液箱;204、顶压板;3、运行装置;301、护套插筒;302、涂布齿轮;4、粘合装置;401、粘合滑动轴;4011、贴合推进弹簧;402、推进滑动块;403、联动拨动轴;404、推进挤压泵头;405、喷嘴;5、支撑驱动装置;501、支撑架;502、驱动主轴;5021、转动把手;503、升降驱动齿轮;6、滑动顶压装置;601、滑动稳定轴;602、出料复位弹簧;603、滑动齿条;604、顶压支架;6041、弹簧顶压块;7、备料装置;701、备料盒;7011、下料开孔;702、推进轴;703、推进拉簧;704、推进滑动块。
具体实施方式
为了使得本发明的技术方案的目的、方案和优点更加清楚,下文中将结合本发明的具体实施例的附图,对本发明实施例的技术方案进行清楚、完整的描述。除非另有说明,否则本文所使用的术语具有本领域通常的含义。附图中相同的附图标记代表相同的部件。
实施例:请参考图1至图11:
本发明提出了一种汽车点火线圈橡胶护套组件对接装置,包括安装支撑部1;安装支撑部1上固定连接有转动运行装置2;转动运行装置2上转动连接有六个运行装置3;转动运行装置2上安装有六个粘合装置4;安装支撑部1上固定连接有支撑驱动装置5;支撑驱动装置5上固定连接有滑动顶压装置6;支撑驱动装置5上固定连接有备料装置7;安装支撑部1包括:安装支撑板101,安装支撑板101底部两侧分别固定连接有安装脚板1011;驱动电机102,驱动电机102固定连接在安装支撑板101底部;驱动电机102的输出轴端固定连接有驱动蜗杆1021;转动运行装置2包括:转动安装盘201,转动安装盘201底部固定连接有旋转轴2011;旋转轴2011转动连接在安装支撑板101上;运行蜗轮202,运行蜗轮202固定连接在旋转轴2011上;运行蜗轮202啮合驱动蜗杆1021。
此外,根据本发明的实施例,如图2、图5、图6、图7所示所示,安装支撑部1还包括:支撑移动筒103,支撑移动筒103固定连接在安装支撑板101上;支撑移动筒103上固定连接有弧形凸起块1031;驱动齿环104,驱动齿环104固定连接在安装支撑板101上;转动运行装置2还包括:胶液箱203,胶液箱203固定连接在转动安装盘201上;顶压板204,顶压板204设有六个,六个顶压板204分别固定连接在转动安装盘201上;运行装置3包括:护套插筒301,护套插筒301转动连接在转动安装盘201上;护套插筒301为中空结构;涂布齿轮302,涂布齿轮302固定连接在护套插筒301底部;涂布齿轮302啮合于驱动齿环104,通过设置安装支撑部1配合设置的转动运行装置2与运行装置3,可以实现六个护套联动同时添加弹簧,整体结构简单稳定,可以辅助工作人员提高工作效率,同时设置的运行装置3可以实现联动旋转,避免胶液局部堆积,同时设置运行装置3通过旋转的方式另一方面可以辅助加快空气流动速度,加快胶液干化,整体结构更加简单稳定,运行方式更加巧妙,的转动运行装置2可以实现循环添加护套组件,整体结构更加简单实用,在驱动电机102的驱动下,带动驱动蜗杆1021转动,实现啮合驱动运行蜗轮202,带动转动安装盘201转动,实现运行对接转动,在转动安装盘201转动时,同时带动六个护套插筒301转动,此时护套插筒301底部的涂布齿轮302因啮合驱动齿环104,此时护套插筒301便可实现转动,实现一个联动转动,利用离心力,使胶液更均匀的涂在护套插筒301,整体可以有效的提高工作效率,整体结构更加简单稳定,造价更低。
此外,根据本发明的实施例,如图8所示,粘合装置4包括:粘合滑动轴401,粘合滑动轴401固定连接在转动安装盘201内部;粘合滑动轴401上滑动连接有贴合推进弹簧4011;推进滑动块402,推进滑动块402滑动连接在粘合滑动轴401上;联动拨动轴403,联动拨动轴403固定连接在推进滑动块402底部;联动拨动轴403贴合于支撑移动筒103;粘合装置4还包括:推进挤压泵头404,推进挤压泵头404固定套装在推进滑动块402上;推进挤压泵头404与顶压板204对齐;推进挤压泵头404管接于胶液箱203;喷嘴405,喷嘴405固定套装在推进滑动块402上;喷嘴405管接推进挤压泵头404;喷嘴405前侧为弧形结构;通过设置粘合装置4,联动即可自动实现添加胶液,无需人工辅助,使用更加便捷,设置的粘合装置4可以有效的提高护套安装的整体实用性,可以更架有利于弹簧安装后的稳定性,可以有效的提高整体工艺效果,整体结构更加稳定,可以有效的避免传统对接装置仅仅模拟人工对插的方式,仅仅将弹簧放入护套内部不够牢固的问题,后续极易脱落,在转动安装盘201转动时,即可带动六个推进滑动块402同时转动,过程中,六个推进滑动块402底部的联动拨动轴403会依次挤压到支撑移动筒103上的弧形凸起块1031,可以实现一个联动的顶压,随即实现带动推进滑动块402移动推进,分别带动推进挤压泵头404挤压到顶压板204,实现将胶液箱203内部的胶液泵入喷嘴405后喷入护套内部,推进滑动块402移动推进时喷嘴405也会被统一带动移动至护套上方,实现对准,结构巧妙,既能实现精准的胶液添加,同时又能便于工作人员放置护套。
此外,根据本发明的实施例,如图9至11所示,支撑驱动装置5包括:支撑架501,支撑架501固定连接在安装支撑板101上;驱动主轴502,驱动主轴502转动连接在支撑架501上;驱动主轴502侧面固定连接有转动把手5021;升降驱动齿轮503,升降驱动齿轮503设有两个,两个升降驱动齿轮503分别固定连接在驱动主轴502两侧;滑动顶压装置6包括:滑动稳定轴601,滑动稳定轴601设有两个,两个滑动稳定轴601分别固定连接在支撑架501上;出料复位弹簧602,出料复位弹簧602设有两个,两个出料复位弹簧602分别套装在两个滑动稳定轴601上;滑动顶压装置6还包括:滑动齿条603,滑动齿条603设有两个,两个滑动齿条603分别滑动连接在两个滑动稳定轴601上;两个滑动齿条603分别啮合于两个升降驱动齿轮503;顶压支架604,顶压支架604固定连接在两个滑动齿条603上;弹簧顶压块6041,弹簧顶压块6041固定连接在顶压支架604中部;备料装置7包括:备料盒701,备料盒701固定连接在支撑架501上;备料盒701的前部设有下料开孔7011;推进轴702,推进轴702设有两个,两个推进轴702分别滑动连接在备料盒701上;推进拉簧703,推进拉簧703设有两个,两个推进拉簧703分别套装在两个推进轴702上;两个推进拉簧703分别连接在备料盒701与推进轴702尾部之间;推进滑动块704,推进滑动块704固定连接在两个推进轴702上;推进滑动块704贴合于备料盒701内壁;推进滑动块704前侧为弧形结构,通过设置支撑驱动装置5,配合设置的滑动顶压装置6与备料装置7,可以实现辅助工作人员快速的对接弹簧,同时可以实现多个弹簧依次推进,更加实用,制造成本更低,可以实现自动复位,推进更加高效,同时又能保证对接精度,通过转动驱动主轴502,带动升降驱动齿轮503啮合驱动滑动齿条603滑动,挤压推进备料盒701位于下料开孔7011上方的弹簧,使其快速的推进至护套中,同时在出料复位弹簧602的挤压下,带动滑动齿条603复位,推进拉簧703的拉动下,此时备料盒701内部的弹簧会被后侧的推进滑动块704向前推进,实现一个推进递补,依次方式,往复推进,结构简单高效,对接精度更高,降低工作人员工作量,避免遗漏,整体有效的优化了弹簧安装的工艺质量。
本实施例的具体使用方式与作用:本发明中,首先,在护套插筒301内部插入护套,随后,在驱动电机102的驱动下,带动驱动蜗杆1021转动,实现啮合驱动运行蜗轮202,带动转动安装盘201转动,实现运行对接转动,转动安装盘201转动时,即可带动六个推进滑动块402同时转动,过程中,六个推进滑动块402底部的联动拨动轴403会依次挤压到支撑移动筒103上的弧形凸起块1031,可以实现一个联动的顶压,随即实现带动推进滑动块402移动推进,分别带动推进挤压泵头404挤压到顶压板204,实现将胶液箱203内部的胶液泵入喷嘴405后喷入护套内部,在六个护套插筒301依次转动至与备料盒701对齐时,驱动电机102停止驱动,转动驱动主轴502,带动升降驱动齿轮503啮合驱动滑动齿条603滑动,挤压推进备料盒701位于下料开孔7011上方的弹簧,使其快速的推进至护套中,同时在出料复位弹簧602的挤压下,带动滑动齿条603复位,推进拉簧703的拉动下,此时备料盒701内部的弹簧会被后侧的推进滑动块704向前推进,实现一个推进递补,在转动安装盘201转动时,同时带动六个护套插筒301转动,此时护套插筒301底部的涂布齿轮302因啮合驱动齿环104,此时护套插筒301便可实现转动,实现一个联动转动,利用离心力,使胶液更均匀的涂在护套插筒301;最后取出对接组装完成的护套即可。
最后,需要说明的是,本发明在描述各个构件的位置及其之间的配合关系等时,通常会以一个/一对构件举例而言,然而本领域技术人员应该理解的是,这样的位置、配合关系等,同样适用于其他构件/其他成对的构件。
以上所述仅是本发明的示范性实施方式,而非用于限制本发明的保护范围,本发明的保护范围由所附的权利要求确定。
- 一种硅橡胶绝缘橡胶护套屏蔽电缆及其绞线装置
- 一种汽车制动器张紧弹簧组件专用测量装置
- 一种汽车齿轮组件均匀淬火装置
- 一种带有防壳开裂橡胶罩的汽车点火线圈线圈组件
- 汽车点火线圈高压输出橡胶组件