导电性膜的制造方法
文献发布时间:2023-06-19 18:32:25
技术领域
本发明涉及一种导电性膜的制造方法。
背景技术
在日本特开2017-105889号公报(专利文献1)中公开一种聚烯烃系装饰片用基材膜。在该聚烯烃系装饰片用基材膜中,在规定条件下,规定的伸长粘度变化率为300%以上。在使用该聚烯烃系装饰片用基材膜成型的薄膜中,所谓的拉伸共振(draw resonance)的发生得到抑制(参见专利文献1)。
现有技术文献
专利文献
专利文献1:日本特开2017-105889号公报
发明内容
发明要解决的技术问题
上述专利文献1所公开的拉伸共振现象,在例如通过挤出成型形成导电性膜的情况下也有可能发生。
本发明为了解决这种问题而做出,其目的在于提供一种由能够抑制拉伸共振的发生的树脂组合物得到的导电性膜的制造方法。
用于解决技术问题的技术方案
本发明的树脂组合物含有聚烯烃系树脂和炭黑,通过挤出成型加工成导电性膜。对于该树脂组合物,在通过牵拉由该树脂组合物构成的柱状试验片的两端来对试验片施加基于规定应变速度的单轴伸长变形的状态下,对试验片的伸长粘度的变化进行测定时,从该测定开始起经过5(s)的时刻,规定应变速度为0.02(/s)时的伸长粘度的对数值与规定应变速度为0.1(/s)时的伸长粘度的对数值之差小于0.5(Pa·s)。
例如,在导电性膜的挤出成型中,在模具的树脂排出部附近有可能发生缩幅(neck-in)现象。在发生缩幅的情况下,在加工中的导电性膜的各区域,树脂的通过长度不同。即,在加工中的导电性膜的宽度方向的两端部,与导电性膜的宽度方向的中央部相比,树脂所通过的长度变长。因此,在加工中的导电性膜的各区域,树脂的应变速度不同。在这种情况下,当伸长粘度因应变速度变化而发生较大变化时,在加工中的导电性膜的各区域,树脂的伸长状况偏差较大,成为拉伸共振的原因。在本发明的树脂组合物中,即使试验中的应变速度在0.02(/s)与0.1(/s)之间发生变化,伸长粘度的对数值的变化也小于0.5(Pa·s)。因此,利用该树脂组合物,由应变速度的变化导致的伸长粘度的变化有限,所以即使在导电性膜的挤出成型时发生了缩幅,导电性膜各区域的树脂伸长状况也不会有大的偏差,从而能够抑制拉伸共振的发生。
在上述树脂组合物中,聚烯烃系树脂可以为具有长链支化结构的聚丙烯树脂。
在上述树脂组合物中,炭黑可以为炉黑。
本发明的导电性膜的制造方法包括:准备含有聚烯烃系树脂和炭黑的树脂组合物的步骤;利用具有模具的挤出机将上述树脂组合物从上述模具排出的步骤;和利用具有冷却辊的卷绕机卷绕从上述模具排出的上述树脂组合物,得到导电性膜的步骤,
在TD方向3个点、MD方向以1cm间隔100处的共计300个点测定上述导电性膜的厚度时为平均200μm以下,
下述式(1)所示的变动幅度为15%以下,
式(1):变动幅度(%)=100×(膜厚最大值-膜厚最小值)/膜厚平均值,
在通过牵拉由上述树脂组合物构成的柱状试验片的两端来对上述试验片施加基于规定应变速度的单轴伸长变形的状态下,对上述试验片的伸长粘度的变化进行测定时,
在从上述测定开始起经过5(s)的时刻,上述规定应变速度为0.02(/s)时的上述伸长粘度的对数值与上述规定应变速度为0.1(/s)时的上述伸长粘度的对数值之差小于0.5(Pa·s)。
在上述导电性膜的制造方法中,上述树脂组合物中上述炭黑的含量可以为27wt%以上。
在上述导电性膜的制造方法中,在上述300个点测定上述膜厚时可以为平均50μm以下,并且上述式(1)所示的变动幅度可以为10%以下。
一种用于制造导电性膜的树脂组合物的组成的确定方法,其包括:在通过牵拉由上述树脂组合物构成的柱状试验片的两端来对上述试验片施加基于规定应变速度的单轴伸长变形的状态下,对上述试验片的伸长粘度的变化进行测定的步骤;和
将在从上述测定开始起经过5(s)的时刻上述规定应变速度为0.02(/s)时的上述伸长粘度的对数值与上述规定应变速度为0.1(/s)时的上述伸长粘度的对数值之差小于0.5(Pa·s)时的树脂组合物的组成确定为在上述用于制造导电性膜的树脂组合物的组成的步骤。
本发明的第二导电性膜的制造方法包括:在通过牵拉由含有聚烯烃系树脂和炭黑的树脂组合物构成的柱状试验片的两端来对上述试验片施加基于规定应变速度的单轴伸长变形的状态下,对上述试验片的伸长粘度的变化进行测定的步骤;
将在从上述测定开始起经过5(s)的时刻上述规定应变速度为0.02(/s)时的上述伸长粘度的对数值与上述规定应变速度为0.1(/s)时的上述伸长粘度的对数值之差小于0.5(Pa·s)时的树脂组合物的组成确定为上述用于制造导电性膜的树脂组合物的组成的步骤;和
根据所确定的上述树脂组合物的组成,将含有上述聚烯烃系树脂和上述炭黑的树脂组合物通过挤出成型加工成导电性膜的步骤。
在第二导电性膜的制造方法中,上述聚烯烃系树脂可以为具有长链支化结构的聚丙烯树脂。
在第二导电性膜的制造方法中,上述炭黑可以为炉黑。
本发明的用于制造导电性膜的树脂组合物的组成的确定方法包括:在通过牵拉由树脂组合物构成的柱状试验片的两端来对上述试验片施加基于规定应变速度的单轴伸长变形的状态下,对上述试验片的伸长粘度的变化进行测定的步骤;和
将在从上述测定开始起经过5(s)的时刻上述规定应变速度为0.02(/s)时的上述伸长粘度的对数值与上述规定应变速度为0.1(/s)时的上述伸长粘度的对数值之差小于0.5(Pa·s)时的树脂组合物的组成确定为上述用于制造导电性膜的树脂组合物的组成的步骤。
发明的效果
根据本发明的导电性膜的制造方法,能够抑制拉伸共振的发生。
附图说明
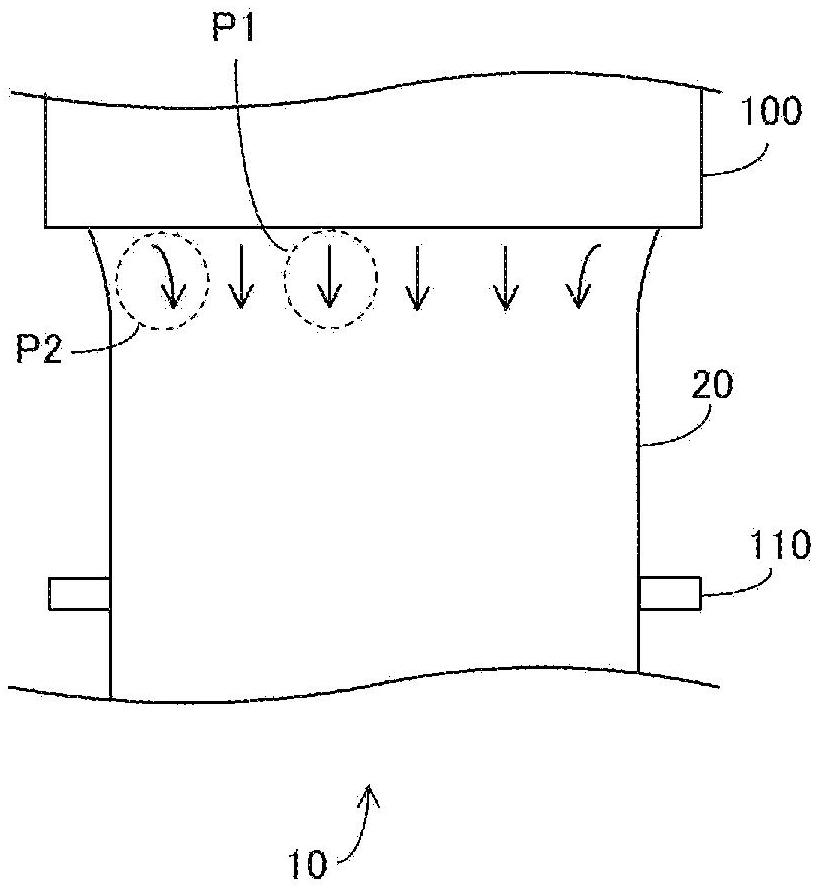
图1是表示挤出成型机的一部分的图。
图2是从正面方向表示测定装置的内部的示意图。
图3是从侧面方向表示测定装置的内部的示意图。
图4是表示实施例1的伸长粘度的测定结果的图。
图5是表示实施例2的伸长粘度的测定结果的图。
图6是表示实施例3的伸长粘度的测定结果的图。
图7是表示比较例的伸长粘度的测定结果的图。
具体实施方式
以下,参照附图详细说明本发明的实施方式。另外,对图中相同或对应的部分赋予相同符号,省略重复说明。
[1.概要]
图1是表示配置成使用本实施方式的树脂组合物制造导电性膜20的挤出成型机10的一部分的图。如图1所示,挤出成型机10包括T模100和冷却辊110。树脂组合物从T模100挤出,由冷却辊110冷却,由此加工成导电性膜20。
例如,在导电性膜20的挤出成型中,在T模100的树脂排出部附近有可能发生缩幅现象。在发生缩幅的情况下,在加工中的导电性膜20的各区域,树脂的通过长度不同。例如,树脂在区域P1中通过的长度与树脂在区域P2中通过的长度不同。即,在加工中的导电性膜20的宽度方向的两端部,与导电性膜20的宽度方向的中央部相比,树脂通过的长度变长。
因此,在加工中的导电性膜20的各区域,树脂的应变速度不同。这种情况下,当树脂组合物的伸长粘度随着应变速度的变化而发生较大变化时,在加工中的导电性膜20的各区域,树脂的伸长状况偏差较大,成为拉伸共振的原因。
本发明的发明人发现,通过使用具有适当伸长粘度的树脂组合物制备导电性膜,能够抑制导电性膜中的上述拉伸共振的发生。以下具体说明本实施方式的树脂组合物。
[2.树脂组合物]
本实施方式的树脂组合物包含聚烯烃系树脂和炭黑。作为聚烯烃系树脂,例如包含以下A型或B型。
A型聚烯烃系树脂例如为i)分子量分布不同的聚丙烯树脂彼此混合的混合物(例如添加超高分子成分等)、ii)通过电子射线照射或与过氧化物反应而部分交联的聚丙烯树脂、或iii)具有长链支化结构的聚丙烯树脂。
B型聚烯烃系树脂例如为在温度230℃、负荷2.16kg的条件下按照JIS K7210-1:2014的方法测定的熔体质量流动速率(MFR)高于20的聚丙烯树脂。
作为炭黑,例如包含炉黑或乙炔黑。
本实施方式的树脂组合物的特征在于,在通过牵拉由该树脂组合物构成的柱状试验片的两端来对该试验片施加基于规定应变速度的单轴伸长变形的状态下,对试验片的伸长粘度的变化进行测定时,在从该测定开始起经过5(s)的时刻,规定应变速度为0.02(/s)时的伸长粘度的对数值与规定应变速度为0.1(/s)时的伸长粘度的对数值之差小于0.5(Pa·s)。优选为在从该测定开始起经过5(s)的时刻,规定应变速度为0.02(/s)时的伸长粘度的对数值与规定应变速度为0.1(/s)时的伸长粘度的对数值之差在0.42(Pa·s)以下。另外,伸长粘度的测定方法在后文详细说明。
根据该树脂组合物,由应变速度的变化导致的伸长粘度的变化有限,因此,即使在导电性膜20的挤出成型时发生了缩幅,导电性膜20的各区域的树脂伸长状况也不会有大的偏差,从而能够抑制拉伸共振的发生。
此外,当树脂组合物所含填料量(例如炭黑量)增加时,使用该树脂组合物生成的导电性膜20容易发生拉伸共振。这是由于大多数填料在成型加工中的导电性膜20中发生塑性变形的量非常小,所以当树脂组合物所含填料量多时,导电性膜20中能够发生塑性变形的树脂部分被分割得较小的缘故。当树脂组合物所含填料量多时,所生成的导电性膜20中的拉伸共振的发生变得显著。而根据本实施方式的树脂组合物,即使填料的质量%浓度为23wt%以上,也能够抑制所生成导电性膜20中的拉伸共振的发生。
[3.伸长粘度的测定方法]
使用测定装置30进行树脂组合物的伸长粘度的测定。首先说明测定装置30,然后说明使用测定装置30的伸长粘度的测定方法。
图2是从正面方向表示测定装置30的内部的示意图。图3是从侧面方向表示测定装置30的内部的示意图。箭头X1、X2、Y1、Y2、Z1、Z2各自所表示的方向在图2和图3中通用。
如图2和图3所示,测定装置30包括油浴槽31、多个(两个)辊300A、多个(两个)辊300B、光源320、光纤330、多个(两个)光照射部340A、镜子350A、350B和摄像机360。
油浴槽31中填充有硅油。多个辊300A、多个辊300B和镜子350A、350B分别浸渍在硅油中。
试验片40由测定对象树脂组合物构成。试验片40的形状例如为圆柱形状或棱柱形状。
靠近箭头X1方向的辊300A、300B和靠近箭头X2方向的辊300A、300B各自配置为对试验片40的端部进行保持。辊300A、300B各自配置为以一定速度旋转,且向箭头X1方向或箭头X2方向牵拉试验片40。
靠近箭头X1方向的辊300A、300B和靠近箭头X2方向的辊300A、300B中的至少一方具有测力传感器,配置为检测施加到试验片40的负荷。试验片40的两端由辊300A、300B牵拉,由此对试验片40施加单轴伸长变形。另外,所谓单轴伸长变形,是指最初仅相隔L
L(t)=L
ε:应变速度(sec
光源320配置为能够发光,光纤330配置为传输光源320所发出的光。光照射部340A、340B配置为向镜子350A、350B分别照射光。镜子350A、350B各自反射光,所反射的光照射到试验片40。摄像机360配置为对试验片40所反射的光进行拍摄。
当上述单轴伸长变形施加到试验片40时,试验片40的截面积S(t)在截面积初始值为S
S(t)=S
在本实施方式的伸长粘度的测定中,通过辊300A、300B对试验片40施加单轴伸长变形,此时施加到试验片40的负荷由具有测力传感器的辊300A、300B检测出。进而,基于在施加有单轴伸长变形的状态下由摄像机360拍摄的图像,检测出试验片40的直径。根据所检测出的直径的数据和上述式(2),计算试验片40所受到的应变速度。根据截面积、所算出的应变速度和检测出的负荷的数据、以及以下式(3)计算伸长粘度。
η
η
根据上述方法,测定树脂组合物的伸长粘度。
[4.特征]
如上所述,本实施方式的树脂组合物含有聚烯烃系树脂和炭黑,通过挤出成型加工成导电性膜20。该树脂组合物在通过牵拉由该树脂组合物构成的柱状试验片40的两端来对试验片40施加基于规定应变速度的单轴伸长变形的状态下,对试验片40的伸长粘度的变化进行测定时,在从该测定开始起经过5(s)的时刻,规定应变速度为0.02(/s)时的伸长粘度的对数值与规定应变速度为0.1(/s)时的伸长粘度的对数值之差小于0.5(Pa·s)。
因此,根据该树脂组合物,由应变速度的变化导致的伸长粘度的变化有限,所以即使在导电性膜20的挤出成型时发生了缩幅,导电性膜20的各区域的树脂伸长程度也不会有大的偏差,能够抑制拉伸共振的发生。
[5.实施例和比较例]
(5-1.实施例1)
实施例1的树脂组合物含有具有长链支化结构的聚丙烯树脂和炉黑。在该树脂组合物中,具有长链支化结构的聚丙烯树脂的质量百分浓度为73wt%,炉黑的质量百分浓度为27wt%。
图4是表示实施例1的伸长粘度的测定结果的图。参照图4,横轴表示时间(s),纵轴表示伸长粘度的对数值(Pa·s)。在实施例1中,在从伸长粘度的测定开始起经过5(s)的时刻,应变速度为0.02(/s)时的伸长粘度的对数值与应变速度为0.1(/s)时的伸长粘度的对数值之差为0.00。
(5-2.实施例2)
实施例2的树脂组合物含有具有长链支化结构的聚丙烯树脂和炉黑。在该树脂组合物中,具有长链支化结构的聚丙烯树脂的质量百分浓度为70wt%,炉黑的质量百分浓度为30wt%。
图5是表示实施例2的伸长粘度的测定结果的图。参照图5,横轴表示时间(s),纵轴表示伸长粘度的对数值(Pa·s)。在实施例2中,在从伸长粘度的测定开始起经过5(s)的时刻,应变速度为0.02(/s)时的伸长粘度的对数值与应变速度为0.1(/s)时的伸长粘度的对数值之差为0.02。
(5-3.实施例3)
实施例3的树脂组合物含有在温度230℃、负荷2.16kg的条件下按照JIS K7210-1:2014的方法测定的熔体质量流动速率(MFR)高于20的聚丙烯树脂、和乙炔黑。在该树脂组合物中,上述MFR高于20的聚丙烯树脂的质量百分浓度为75wt%,乙炔黑的质量百分浓度为25wt%。
图6是表示实施例3的伸长粘度的测定结果的图。参照图6,横轴表示时间(s),纵轴表示伸长粘度的对数值(Pa·s)。在实施例3中,在从伸长粘度的测定开始起经过5(s)的时刻,应变速度为0.02(/s)时的伸长粘度的对数值与应变速度为0.1(/s)时的伸长粘度的对数值之差为0.42。
(5-4.比较例)
比较例的树脂组合物含有具有长链支化结构的聚丙烯树脂和科琴黑。在该树脂组合物中,具有长链支化结构的聚丙烯树脂的质量百分浓度为70wt%,科琴黑的质量百分浓度为30wt%。
图7是表示比较例的伸长粘度的测定结果的图。参照图7,横轴表示时间(s),纵轴表示伸长粘度的对数值(Pa·s)。在比较例中,在从伸长粘度的测定开始起经过5(s)的时刻,应变速度为0.02(/s)时的伸长粘度的对数值与应变速度为0.1(/s)时的伸长粘度的对数值之差为1.42。将实施例1~3和比较例的结果汇总于以下表1。
[表1]
(5-5.拉伸共振的评价结果)
使用实施例1~3和比较例的各树脂组合物制备导电性膜,对各导电性膜进行拉伸共振的评价。具体通过以下方法进行拉伸共振的评价。
采用全螺纹(full flight)单螺杆挤出机(
调整为在各实施例的所有试验区中树脂排出量始终固定,使得同一树脂组成下的厚度水准的变更仅取决于卷绕速度的变更。在将膜中央和从中央向两侧各15cm位置的TD方向上的3个点在MD方向上以1cm间隔取100处得到的共计300个点,测定膜厚。
使用以下式(4)所示的变动幅度对拉伸共振的发生进行评价。
变动幅度(%)=100×(膜厚最大值-膜厚最小值)/膜厚平均值…(4)
将变动幅度为10%以下的情况评价为“优秀”,将变动幅度为15%以下的情况评价为“好”,将变动幅度超过15%的情况评价为“差”。将评价结果汇总于以下表2。
[表2]
如表2所示,实施例1和实施例2在所有膜厚下均评价为“好”。实施例3在膜厚为200μm时评价为“优秀”,膜厚为50μm和100μm时评价为“好”。另一方面,比较例虽然在膜厚为200μm时评价为“好”,但在膜厚为50μm和100μm时评价为“差”。
符号说明
10:挤出成型机;20:导电性膜;30:测定装置;31:油浴槽;40:试验片;100:T模;110:冷却辊;300A、300B:辊;320:光源;330:光纤;340A、340B:光照射部;350A、350B:镜子;360:摄像机;P1、P2:区域。
- 包含金属纳米线的透明导电性粘接剂膜及其制造方法
- 粉体涂料、粉体涂料的制造方法、带涂膜的基材的制造方法以及带涂膜的基材
- 膜的输送方法及输送装置、以及处理膜的制造方法及制造装置
- 缺陷记录系统、膜制造系统以及膜的制造方法
- 偏振膜的制造方法及偏振膜的制造装置
- 氧化铜油墨和使用其的导电性基板的制造方法、包含涂膜的制品和使用其的制品的制造方法、带导电性图案的制品的制造方法以及带导电性图案的制品
- 透明导电性膜、用于形成透明导电性膜的涂层组合物以及透明导电性膜的制造方法