一种隔离开关装配后整型装置及方法
文献发布时间:2023-06-19 18:34:06
技术领域
本发明涉及隔离开关整型技术领域,尤其是指一种隔离开关装配后整型装置及方法。
背景技术
隔离开关用于安全保险和供电控制,如图3和图4所示,其由中间体、倒扣在中间体上的底座、多组对称排布安装在中间体的扣腔两侧壁的插针和多个并排卡在底座的扣部上的片簧组成。使用时,外力(如活塞等)推动倒扣在中间体上底座在扣腔内前后移动,使相互配合成常开触点和常闭触点的片簧与插针接通或者脱开。因此,隔离开关的质量取决于底座与中间体装配的对称度及扣合面的贴合度。这就使得在隔离开关装配后,需要对其进行对称度矫正和扣合面压合的整型以保证质量。目前都是通过人工方式对装配后的隔离开关进行整型,明显的,由于一次只能对一个进行整形,再加上人工矫的精准度低以及施加的压合力不稳定,故不仅导致工人劳动强度大,而且导致整型效率低,以及整型质量难以保证。
发明内容
鉴于背景技术中存在的不足,本发明提供了一种隔离开关装配后整型装置及方法,以解决如何能保质地同时对多个装配后的隔离开关进行整型。
为解决上述技术问题,一种隔离开关装配后整型装置,包括基座、垂直式快速夹钳、压板、多个压块和多对数量与所述压块相同且对称配合的定位块,每对所述定位块在彼此的相对面的下部分别设有与标准隔离开关的左、右侧外轮廓形状对应适配的左定位槽和右定位槽,所述基座上平行设有多个与所述压块数量相同的放置槽,多对所述定位块竖直对应插置于所述放置槽内,多个所述压块对应竖直活动置入多对所述定位块之间,且顶端向上伸出所述放置槽并共同压放有所述压板,所述垂直式快速夹钳安装在所述基座上并用于压紧或者松开所述压板,处于工作状态时,多个隔离开关对应卡持在多对所述定位块的下部之间,多个所述压块在所述垂直式快速夹钳的作用下对应压紧在多个所述隔离开关上。
在本发明的一个实施例中,所述垂直式快速夹钳的数量为2个且斜对称设置在所述压板的相对侧。
在本发明的一个实施例中,所述垂直式快速夹钳通过垫块安装在所述基座上。
在本发明的一个实施例中,若干所述放置槽等间隔设置并共同位于所述基座的中部。
在本发明的一个实施例中,所述压块的底部覆设有缓冲垫。
本发明还提供了一种隔离开关装配后整型装置方法,在上述隔离开关装配后整型装置中进行,包括以下步骤:
步骤S1,将多个隔离开关对应插入多对所述定位块内,多个所述定位块通过各自的所述左定位槽和所述右定位槽对多个所述隔离开关进行对称度矫正并卡持;
步骤S2,将卡持有所述隔离开关的多对所述定位块对应插入多个放置块内,将多个所述压块对应竖直活动置入多对所述定位块之间并压放在相对应的所述隔离开关上,再将所述压板压放在所有的所述压块的顶端上;
步骤S3,操作所述垂直式快速夹钳使其压头压紧所述压板,以对多个所述隔离开关进行扣合面压合,达到压合时间后,操作所述垂直式快速夹钳压紧使其压头脱离所述压板;
步骤S4,先取下所述压板,然后再取出多个所述压块和多对所述定位块,最后从多对所述定位块内取出多个所述隔离开关即可。
本发明的上述技术方案相比现有技术具有以下优点:本发明通过两对称配合的定位块,两定位块在彼此的相对面的下部分别设有与标准隔离开关的左、右侧外轮廓形状对应适配的左定位槽和右定位槽的设置,使得在左定位槽和右定位槽的限位作用下能精准且快速地对插入的隔离开关进行对称度矫正及卡持;并通过将对称配合的定位块设为多对,在基座上设多个用于对应容置卡持隔离开关的对称配合的定位块的放置槽,多个对应插入对称配合的定位块之间并一一对应置放在隔离开关上的压块以及可压紧或者松开压块的垂直式快速夹钳的设置,使得压合力稳定并能一次性处理多件,从而实现了保质地同时对多个装配后的隔离开关进行整型,大大降低了工人劳动强度,提高了整型效率,并保证了整型质量。
附图说明
为了使本发明的内容更容易被清楚的理解,下面根据本发明的具体实施例并结合附图,对本发明作进一步详细的说明,其中
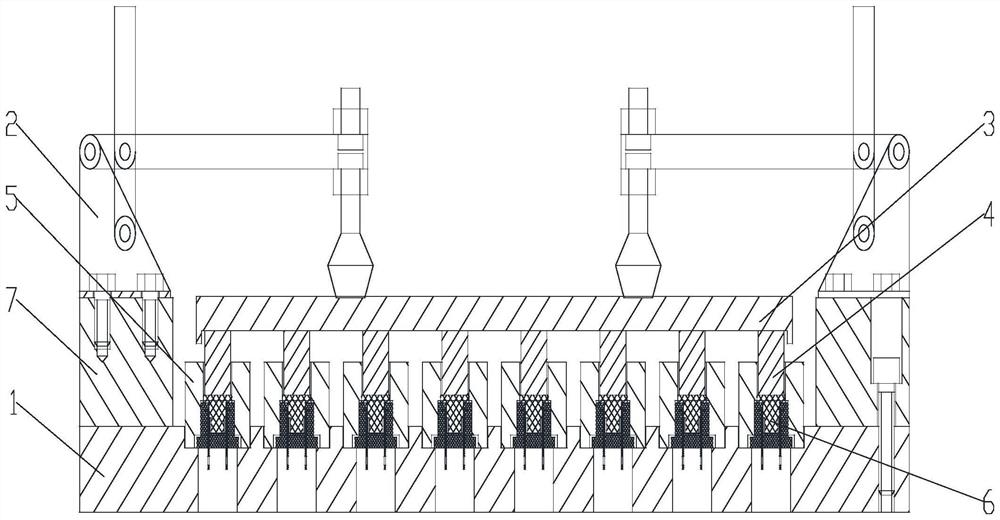
图1是本发明使用状态的结构示意图;
图2是本发明中的基座的结构示意图;
图3是隔离开关的结构示意图;
图4是隔离开关的另一视角的结构示意图;
说明书附图标记说明:1、基座,11、放置槽,2、垂直式快速夹钳,3、压板,4、压块,5、定位块,6、隔离开关,61、中间体,62、底座,63、插针,64、片簧,7、垫块。
具体实施方式
下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
关于本发明的前述及其他技术内容、特点与功效,在以下配合参考附图对实施例的详细说明中,将可清楚的呈现。以下实施例中所提到的方向用语,例如:上、下、左、右、前或后等,仅是参考附图的方向。因此,使用的方向用语是用来说明并非用来限制本发明,此外,在全部实施例中,相同的附图标号表示相同的元件。
参照图1、图2、图3和图4所示,一种隔离开关6装配后整型装置,包括基座1、垂直式快速夹钳2、压板3、多个压块4和多对数量与所述压块4相同且对称配合的定位块5,每对所述定位块5在彼此的相对面的下部分别设有与标准隔离开关6的左、右侧外轮廓形状对应适配的左定位槽和右定位槽,所述基座1上平行设有多个与所述压块4数量相同的放置槽11,多对所述定位块5竖直对应插置于所述放置槽11内,多个所述压块4对应竖直活动置入多对所述定位块5之间,且顶端向上伸出所述放置槽11并共同压放有所述压板3,所述垂直式快速夹钳2安装在所述基座1上并用于压紧或者松开所述压板3,处于工作状态时,多个隔离开关6对应卡持在多对所述定位块5的下部之间,多个所述压块4在所述垂直式快速夹钳2的作用下对应压紧在多个所述隔离开关6上。通过垂直式快速夹钳2、压板3、数量相同的多个放置槽11、多个压块4和多对对称配合的定位块5的如下配合:多对对称配合的定位块5对多个对应插入的隔离开关6进行对称度矫正并卡持后插入多个放置槽11,然后多个压块4对应压在多个已对称度矫正的隔离开关6上,最后垂直式快速夹钳2压紧压板3通过多个压块4将稳定的压合力施加至多个已对称度矫正的隔离开关6上,对隔离开关6进行扣合面压合,从而实现了保质地同时对多个装配后的隔离开关6进行整型的技术效果。
所述垂直式快速夹钳2的数量为2个且斜对称设置在所述压板3的相对侧,这样设置有效保证了压板3的水平度,提高了工作的稳定性。
所述垂直式快速夹钳2通过垫块7安装在所述基座1上,这样设置不仅使得固定效果好,而且保证了输出力的垂直度,并避免使用较长的压头,保证了压头的强度。
若干所述放置槽11等间隔设置并共同位于所述基座1的中部,这样设置提高了基座1的使用寿命。
所述压块4的底部覆设有缓冲垫,这样设置不仅提高了压合的稳定性,而且有效避免了硬接触损伤隔离开关6。
一种隔离开关6装配后整型装置方法,在上述隔离开关6装配后整型装置中进行,包括以下步骤:
步骤S1,将多个隔离开关6对应插入多对所述定位块5内,多个所述定位块5通过各自的所述左定位槽和所述右定位槽对多个所述隔离开关6进行对称度矫正并卡持;
步骤S2,将卡持有所述隔离开关6的多对所述定位块5对应插入多个放置块内,将多个所述压块4对应竖直活动置入多对所述定位块5之间并压放在相对应的所述隔离开关6上,再将所述压板3压放在所有的所述压块4的顶端上;
步骤S3,操作所述垂直式快速夹钳2使其压头压紧所述压板3,以对多个所述隔离开关6进行扣合面压合,达到压合时间后,操作所述垂直式快速夹钳2压紧使其压头脱离所述压板3;
步骤S4,先取下所述压板3,然后再取出多个所述压块4和多对所述定位块5,最后从多对所述定位块5内取出多个所述隔离开关6即可。采用该方法实现了保质地同时对多个装配后的隔离开关6进行整型的技术效果,工人劳动强度低,使用方便,整型效率高,并有效保证了整型质量。
在本发明实施例的描述中,还需要说明的是,除非另有明确的规定和限定,若出现术语“设置”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
显然,上述实施例仅仅是为清楚地说明所作的举例,并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
- 一种高压隔离开关分合状态判断与故障诊断装置及方法
- 一种隔离型负载开关动作控制装置及其控制方法
- 一种隔离开关装配用全自动驱动检测装置及方法
- 一种隔离开关装配用全自动驱动检测装置及方法