一种小口径管材的手动矫直方法
文献发布时间:2023-06-19 19:20:08
技术领域
本发明涉及一种管材矫直方法,尤其是一种小口径管材的手动矫直方法。
背景技术
目前,小口径厚壁管材广泛应用于国民生活中,尤其是小堆的蒸汽发生器中,管材通常以弯管形式安装在蒸发器内作为换热主要部件。蒸发器的弯管形式主要有U型弯管和螺旋弯管2种,在弯管成型前管材需采用矫直机设备进行全长的直线度校直。市场上的矫直设备主要有压力矫直机、平衡滚矫直机、斜滚矫直机、旋转反弯矫直机等,上述设备基本都是安装在地面上,占用空间较大,通过咬入管材实现其全长的矫直,但当弯管后的直段出现变形弯曲时,以上矫直设备无法满足校直矫形的要求。
发明内容
为解决上述问题,本发明提供能够用于小口径弯管成型后部分直管段校直矫形,避免成型后直管段直线度不满足要求,一种小口径管材的手动矫直方法,具体技术方案为:
一种小口径管材的手动矫直方法,包括以下步骤:
步骤一、将矫直工具插到待矫直管材上,调整上矫直辊的高度,使上矫直辊的上矫直槽的槽底与下矫直辊的下矫直槽的槽底均与待矫直管材的表面接触;
步骤二、观察待矫直管材的弯曲情况,旋转矫直工具的矫直丝杆使上矫直辊方位与待矫直管材的弯曲拱面的方位一致;
步骤三、拉动矫直工具,观察矫直后管材的直线度状态,根据管材矫直后的直线度情况微调上矫直辊的高度;
步骤四、反复拉动矫直工具,并根据矫后直线度情况调整上矫直辊的高度,直到达到要求的直线度;
其中,所述矫直工具包括:矫直架、安装在所述矫直架上的下矫直辊和矫直丝杆,以及转动安装在所述矫直丝杆上的升降架和安装所述升降架上的上矫直辊;所述下矫直辊位于所述上矫直辊的两侧,且所述下矫直辊至少比所述上矫直辊多一个,所述上矫直辊上设有上矫直槽,所述下矫直辊上设有与所述上矫直槽相对设置的下矫直槽;所述矫直丝杆用于驱动所述上矫直辊升降。
优选的,所述上矫直槽和所述下矫直槽均为半圆形,且直径不小于待矫直管材的直径。
优选的,两个所述下矫直辊之间的中心距不小于所述上矫直辊的直径,且所述上矫直辊的上矫直槽的槽底下降的高度不低于所述下矫直辊的槽底。
优选的,所述矫直架和所述升降架均为铝合金制成的U形架,所述升降架和所述下矫直辊均位于所述矫直架的内部。
优选的,所述矫直架上设有若干减重孔。
优选的,所述上矫直辊和所述下矫直辊均采用工程塑料制成。
优选的,所述上矫直辊通过轴承安装在上连接轴上,所述上连接轴固定在所述升降架上。
优选的,所述下矫直辊通过轴承安装在下连接轴下,所述下连接轴固定在所述升降架上。
优选的,所述矫直丝杆的顶部装有矫直手轮。
优选的,所述上矫直辊和所述下矫直辊结构相同。
与现有技术相比本发明具有以下有益效果:
本发明提供的一种小口径管材的手动矫直方法可以实现小口径管材弯管后部分管段的矫直作业,且矫直后直线度可以达到1mm/m以内,成本低、操作简单、适用性强、携带方便,解决了小口径管材弯管后部分管段校直矫形的问题,具有一定的工业制造价值。小口径管材的直径理论上不应超过18mm。
附图说明
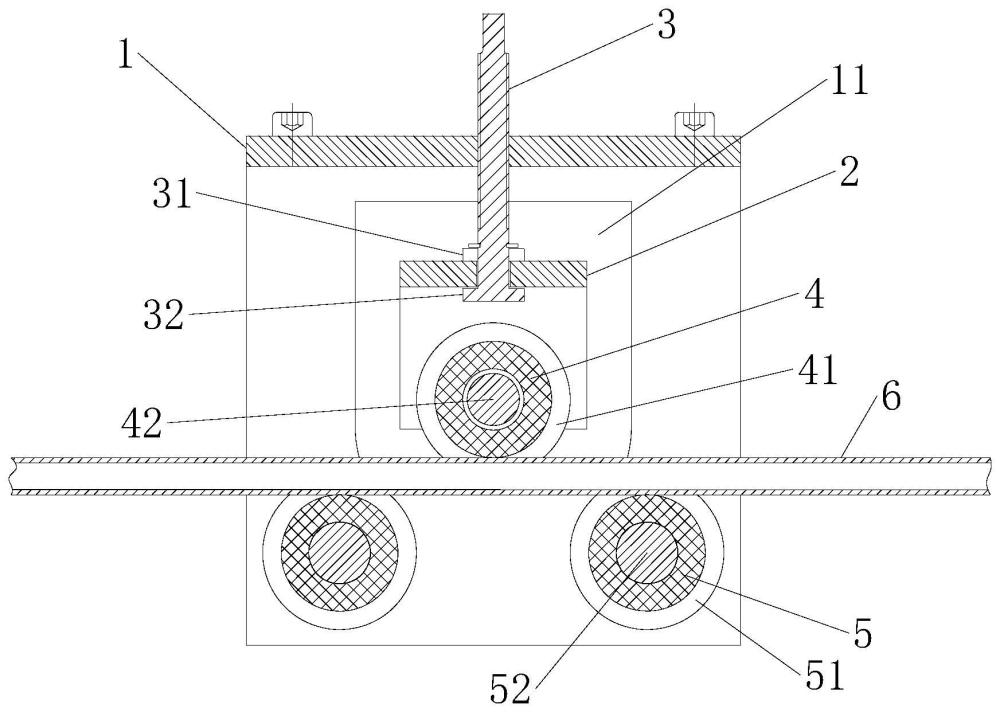
图1是矫直工具的剖视图;
图2是矫直工具的正视图。
具体实施方式
现结合附图对本发明作进一步说明。
如图1和图2所示,一种小口径管材的手动矫直方法,包括以下步骤:
步骤一、将矫直工具插到待矫直管材6上,调整上矫直辊4的高度,使上矫直辊4的上矫直槽41的槽底与下矫直辊5的下矫直槽51的槽底均与待矫直管材6的表面接触;
步骤二、观察待矫直管材6的弯曲情况,旋转矫直工具的矫直丝杆3使上矫直辊4方位与待矫直管材6的弯曲拱面的方位一致;
步骤三、拉动矫直工具,观察矫直后管材的直线度状态,根据管材矫直后的直线度情况微调上矫直辊4的高度;
步骤四、反复拉动矫直工具,并根据矫后直线度情况调整上矫直辊4的高度,直到达到要求的直线度;
矫直工具包括矫直架1、升降架2、矫直丝杆3、上矫直辊4和下矫直辊5。
矫直架1和升降架2均为铝合金制成,并且结构均为U。矫直架1上设有若干减重孔11,减重用用于减轻重量。矫直丝杆3安装在矫直架1的顶部,并且矫直丝杆3的顶部装有矫直手轮,矫直手轮方便转动矫直丝杆3。升降架2的顶部转动安装在矫直丝杆3的底部,并且矫直丝杆3的底部设有上限位环31和下限位环32,上限位环31和下限位环32分别位于升降架2的两侧,从而使矫直丝杆3既能与升降架2转动连接,并且限定了轴向位置。升降架2位于矫直架1的内部,下矫直辊5也位于矫直架1的内部。下矫直辊5通过轴承安装在下连接轴52下,下连接轴52固定在升降架2上,上矫直辊4通过轴承安装在上连接轴42上,上连接轴42固定在升降架2上。轴承减少摩擦力,使推动矫直工具时更加省力。上矫直辊4和下矫直辊5结构相同,能够互换,同时一个上矫直辊4与两个下矫直辊5相对设置,并且位于两个下矫直辊5之间,下矫直辊5的数量始终比上矫直辊4多一个。其中,两个下矫直辊5的中心距离应在滚轮直径至200mm之间。本实施例中,下矫直辊5对称位于上矫直辊4的两侧,并且两个下矫直辊5之间的中心距不小于上矫直辊4的直径,且上矫直辊4的上矫直槽41的槽底下降的高度不低于下矫直辊5的槽底。上矫直辊4上设有上矫直槽41,下矫直辊5上设有与上矫直槽41相对设置的下矫直槽51;上矫直槽41和下矫直槽51均为半圆形,且直径不小于待矫直管材6的直径,通常与待矫直管材6的直径相同或略大于待矫直管材6的直径。上矫直辊4和下矫直辊5均采用工程塑料制成,减轻重量。矫直丝杆3用于驱动上矫直辊4升降。
以直径为12mm的管材情况为例,包括以下步骤:
步骤一、将矫直工具插到待矫直管材6上,上矫直槽41和下矫直槽51的直径为12mm,转动矫直丝杆3,调整上矫直辊4的高度,使上矫直辊4的上矫直槽41的槽底与下矫直辊5的下矫直槽51的槽底均与待矫直管材6的表面接触;
步骤二、观察待矫直管材6的弯曲情况,旋转矫直工具的矫直丝杆3使上矫直辊4方位与待矫直管材6的弯曲拱面的方位一致;
步骤三、拉动矫直工具,观察矫直后管材的直线度状态,根据管材矫直后的直线度情况转动矫直丝杆3,微调上矫直辊4的高度;
步骤四、反复拉动矫直工具,并根据矫后直线度情况转动矫直丝杆3调整上矫直辊4的高度,直到达到要求的直线度。
以上结合具体实施例描述了本发明的技术原理。这些描述只是为了解释本发明的原理,而不能以任何方式解释为对本发明保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本发明的其它具体实施方式,这些方式都将落入本发明权利要求的保护范围之内。
- 一种基于离散寻优的管材矫直机工作辊倾斜角调整方法
- 一种带检测直线度功能的管材矫直机
- 一种小口径厚壁金属管材高效矫直机组
- 一种小口径厚壁金属管材高效矫直机组