电池单体、电池包、电动车以及加工方法
文献发布时间:2023-06-19 19:27:02
技术领域
本申请涉及动力电池技术领域,具体而言,涉及一种电池单体、电池包、电动车以及加工方法。
背景技术
目前的防爆阀与极柱均设置于端盖上,电池单体内部的反应物通过防爆阀喷出后,可能黏附于其它电池单体的极柱表面,导致其它的电池单体也出现短路的情况,加重电池单体的热失控。
发明内容
本申请的目的之一在于提供一种电池单体,避免电池单体出现热失控后喷出的反应物对相邻电池单体造成影响,采用如下技术方案实现。
一种电池单体,包括电芯壳体,所述电芯壳体的第一侧具有第一开口,所述第一开口设置有第一端盖,所述第一端盖设置有正极柱和/或负极柱;包括位于所述电芯壳体第二侧的防爆片;所述电芯壳体位于所述第二侧的表面设置有通孔,所述防爆片覆盖于所述通孔,所述防爆片的周边与所述电芯壳体固定连接;包括位于所述电芯壳体内的极卷单元,所述极卷单元具有正极电极与负极电极,所述正极电极与所述正极柱电连接,所述负极柱与所述负极电极电连接;所述第一侧与所述第二侧为相邻侧或相对侧。
上述技术方案所提供的电池单体中,正、负极柱与防爆片设置于电池单体的不同侧,在电池单体出现热失控后,从防爆片喷出的反应物不会附着在正、负极柱上,避免了导致相邻电池单体出现短路等故障,避免了热失控的进一步加剧。
进一步地,所述第一侧与所述第二侧为相对侧,所述正极柱和所述负极柱均设置于所述第一端盖。
进一步地,所述第一侧与所述第二侧为相邻侧;
所述电芯壳体还具有第二开口,所述第一开口与所述第二开口位于所述电芯壳体上相对的两端;所述第二开口设置有第二端盖,所述正极柱设置与所述第一端盖,所述负极柱设置于所述第二端盖。
进一步地,所述通孔为腰型孔。
进一步地,所述防爆片位于所述电芯壳体的内侧。
将防爆片设置于电芯壳体的内侧能够避免在搬运或组装等过程中,防爆片因受到剐蹭而出现破损。
进一步地,所述防爆片为铝制结构件,所述防爆片与所述电芯壳体通过焊接连接。
本申请的目的之二在于,提供一种电池包,用于解决现有电池包内的电池单体出现热失控后,喷出的反应物会对电池包内其它电池单体造成影响的问题,采用如下技术方案实现。
一种电池包,包括位于上方的上壳体与设置于所述上壳体下方的下壳体,所述上壳体与所述下壳体形成用于容纳电池单体的腔体,所述腔体内设置有上述的任意一种电池单体,所述电芯壳体的第二侧朝向所述下壳体设置,所述电池单体与所述下壳体之间设置有引流装置,所述引流装置与所述防爆片对接。
本申请的目的之三在于提供一种电动车,在电池单体发生热失控后,从电池单体喷出的反应物不会对相邻电池单体造成影响,采用如下技术方案实现。
一种电动车,包括上述的电池单体、或上述的电池包。
本申请的目的之四在于提供一种加工方法,用于加工上述技术方案中的电芯壳体,采用如下技术方案实现,
包括步骤S1:在胚料上加工所述通孔;
S2:沿平行于所述胚料一侧边的直线将所述胚料折弯成横截面为L状的结构,在所述通孔位置盖合所述防爆片,并将所述防爆片与所述胚料连接;或者先在所述通孔位置盖合所述防爆片,将所述防爆片与所述胚料连接,再沿平行于所述胚料一侧边的直线将所述胚料弯折成横截面为L状的结构;弯折后,所有所述防爆片位于所述胚料的同一侧面;所述横截面为垂直于所述直线的截面;
S3:将所述胚料弯折成将所述防爆片包围在内的、横截面为封闭矩形的电芯壳体,将所述胚料的两相互接触的侧边进行连接。
进一步地,采用工装完成在所述步骤S2与所述步骤S3中对所述胚料的折弯成型过程;所述工装为一侧面具有槽体的长方体结构,所述槽体用于容纳所述防爆片。
通过在工装的一侧面设置用于容纳防爆片的槽体,能够避免使用工装对电芯壳体进行成型的过程中,工装与防爆片出现干涉,导致防爆片出现损伤。
本申请的其他特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
为了更清楚地说明本申请实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本申请的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
图1为本申请一实施例提供的电池单体的结构示意图;
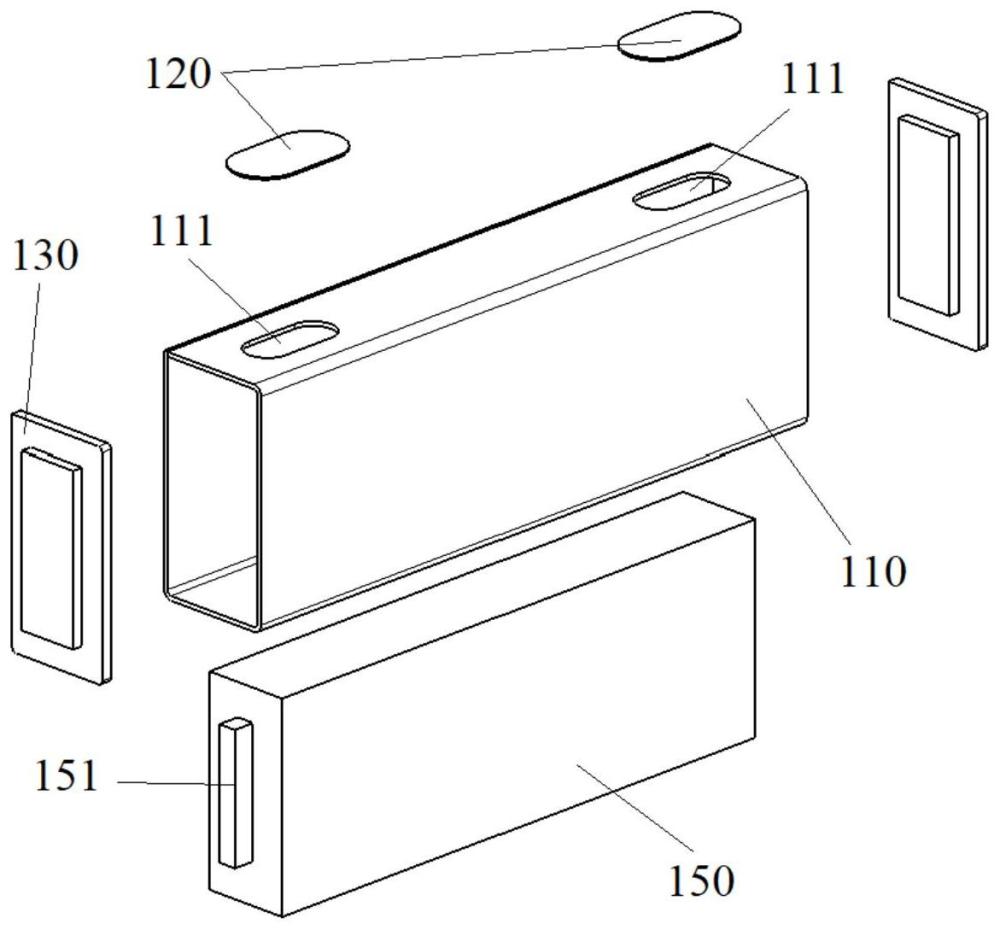
图2为本申请一实施例提供的电池单体结构的爆炸图;
图3为本申请一实施例提供的胚料的结构示意图;
图4为本申请一实施例提供的胚料经过步骤S1后的结构示意图;
图5为本申请一实施例提供的胚料被弯折成横截面为L状的结构示意图;
图6为本申请一实施例提供的胚料经过步骤S2后的结构示意图;
图7为本申请一实施例提供的胚料经过步骤S3后的结构示意图;
图8为利用工装完成步骤S3的示意图;
图9为从电芯壳体中取出工装的示意图。
图标:100-电池单体;110-电芯壳体;111-通孔;120-防爆片;130-第一端盖;140-第二端盖;150-极卷单元;151-正极电极;200-胚料;300-工装;310-槽体。
具体实施方式
为使本申请实施例的目的、技术方案和优点更加清楚,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例是本申请一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本申请实施例的组件可以以各种不同的配置来布置和设计。
在本申请的描述中,需要说明的是,术语“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该申请产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。此外,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
在本申请的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本申请中的具体含义。
本申请的发明人在对现有的电动车进行分析后发现,现有的电动车中的电池单体100出现热失控之后,从电池单体100中喷出反应物可能会黏附在其它电池单体100上,由于反应物本身是导电的,喷出的反应物可能使电池单体100之间形成回路,造成短路,加剧热失控的风险。
基于此,本申请提供了一种电动车,电动车内设置有电池包,电池包包括上壳体与下壳体,上壳体与下壳体形成用于安装电池模组的腔体,电池模组由多个电池单体100组成,电池单体100中的防爆片120均位于下部、朝向下壳体进行设置。电池单体100包括电芯壳体110,电芯壳体110上设置有被防爆片120覆盖的通孔111,在电池单体100出现热失控时,电池单体100内部的压力升高,使防爆片120破裂,电池单体100内部的反应物通过通孔111直接向下喷出,不会附着于其它的电池单体100表面,避免了对其它电池单体100造成影响。
在本申请所提供的电池包中,下壳体与电池模组之间存在间隙,该间隙可以用于容纳从电池单体100喷出的反应物,避免反应物附着于电池单体100表面。在一些实施方式中,电池单体100的通孔111与防爆片120还对接有收集装置,收集装置设置于下壳体与电池模组之间的间隙中,用于收集从电池单体100中喷出的反应物,避免对其它电池单体100造成影响。
本申请所提供的电池包中,用于对模组进行温度调节的液冷板可以设置于电池模组的上方,也可以设置于电池模组中两电池单体100之间,以使下壳体与电池模组之间存在间隙。
为了进一步避免热失控,本申请所提供的电池单体100中的防爆片120设置于未设置有正极柱和负极柱的侧面,以避免防爆片120破裂后从通孔111喷出的反应物粘附在正极柱或负极柱上,导致电池单体100之间出现短路等故障,避免了热失控的进一步加剧。
在一些实施方式中,正极柱与负极柱位于电池单体100相对的两个端部。具体地,电芯壳体110的第一侧具有第一开口,第一开口设置有第一端盖130,正极柱设置于第一端盖130上。电芯壳体110还具有第二开口,第一开口与第二开口位于电芯壳体110相对的两端。第二开口设置有第二端盖140,负极柱设置于第二端盖140上。通孔111设置于电芯壳体110的第二侧,第二侧与第一侧为相邻侧。
在另一些实施方式中,正极柱与负极柱位于电池单体100的同一端。具体地,通孔111位于电芯壳体110的第二侧。电芯壳体110的第一侧具有第一开口,第一开口设置有第一端盖130,正极柱与负极柱均设置于第一端盖130上。在正极柱与负极柱位于第一端盖130的情况下,电芯壳体110的第一侧与第二侧可以是相邻侧,也可以是相对侧。
本申请所提供的电池单体100中,包括位于电芯壳体110内部的极卷单元150,极卷单元150可通过电芯壳体110的第一开口放入电芯壳体110的内部。极卷单元150包括至少一个极卷,极卷单元150具有正极电极151以及负极电极。
在一些实施方式中,电芯壳体110包括第一开口与第二开口,第一开口与第二开口位于电芯壳体110相对的两端。第一端盖130设置于第一开口,第二端盖140设置于第二开口,第一端盖130与第二端盖140将电芯壳体110两端的开口完全盖合,并且与电芯壳体110通过焊接连接的方式保证密闭性,以避免电池单体100中的电解液泄露。正极柱设置于第一端盖130,负极柱设置于第二端盖140。极卷单元150的正极电极151与正极柱电连接,极卷单元150的负极电极与负极柱电连接。
为了向电池单体100中加入电解液,电池单体100还包括注液口,注液口可以设置在电芯壳体110或第一端盖130或第二端盖140上,也可以设置在电芯壳体110上。在向电池单体100内注入电解液之后,将注液口封闭即可。
本申请一种实施方式所提供的电池单体100结构中,电池单体100在电池包内采用水平设置的方式进行安装。电池单体100的第一端盖130与第二端盖140位于电芯壳体110长度方向上的两端,电芯壳体110的一侧面设置有通孔111,该侧面为电芯壳体110高度方向上的侧面,在电池单体100安装于电池包内之后,该侧面为电池单体100的底面。在通孔111处设置有防爆片120。防爆片120将电芯壳体110的通孔111完全盖合,并且防爆片120的边缘与电芯壳体110固定连接。电池单体100组装成电池模组并安装在电池包时,电池单体100设置有该通孔111并连接有防爆片120的侧面朝向电池包的下壳体。
在一些实施方式中,电芯壳体110上开设有多个需要覆盖防爆片120的通孔111,且所有盖合有防爆片120的通孔111均位于电芯壳体110的同一侧面。本申请中,对通孔111的形状以及防爆片120的形状并没有限制,优选地,通孔111可以为腰型孔。
在一些实施方式中,防爆片120与电芯壳体110为相同材质的结构件,如铝材,防爆片120与电芯壳体110通过焊接的方式连接,以保证防爆片120与电芯壳体110的连接可靠以及密封性好,起到在预设压力下防爆片120被破坏的目的。
优选地,本申请所提供的电池单体100中,防爆片120位于电芯壳体110的内侧表面,以避免在搬运与组装的过程中,防爆片120因受到剐蹭而损伤。
由于本申请所提供的电池单体100中,电芯壳体110的结构与现有技术中的电芯壳体110存在差异,现有技术中的电芯壳体110多采用挤压的方式直接得到。对于通过挤压方式直接得到的电芯壳体110,不便于在其表面加工通孔111,即便加工得到了通孔111,也不便于将防爆片120固定连接于电芯壳体110的内表面。此外,由于电池单体100结构在不断优化的过程中,电芯壳体110的侧壁厚度逐渐减小,在电芯壳体110的侧壁厚度较厚的情况下(如厚度为1mm),能够采用挤压的方式直接得到现有结构的电芯壳体110,在电芯壳体110的侧壁较薄得情况下(如厚度为0.35mm),采用挤压方式难以得到合格的电芯壳体110。
基于此,本申请的发明人还提供了一种加工方法,用于制得本申请所提供的、各种侧壁厚度尺寸的、带有防爆片120的电芯壳体110。
加工本申请所采用的胚料200为图3所示的方形的板状结构件,胚料200的厚度即为待加工的电芯壳体110的侧壁厚度,通过将胚料200通过多次折弯后得到两端开口的电芯壳体110。具体包括步骤,
S1:如图4所示,沿胚料200的一侧边在胚料200上加工多个用于安装防爆片120的通孔111;
S2:如图5所示,沿平行于S1中侧边的直线将胚料200弯折成横截面为L状的结构件,并且保证弯折后,所有用于安装防爆片120的通孔111位于胚料200上的同一平面,之后在通孔111处盖合防爆片120,并将防爆片120的边缘与胚料200固定连接。如图6所示,防爆片120应位于胚料200形成的直角空间内,以确保在得到最终的电芯壳体110后,防爆片120位于电芯壳体110的内侧面。或者先使用防爆片120将通孔111盖合,再将防爆片120的边缘与胚料200固定连接,之后再沿平行于S1中侧边的直线对胚料200进行弯折,使胚料200的部分区域朝向防爆片120进行翻转,得到弯折成横截面为L状结构的胚料200。其中,横截面为垂直于所述直线的截面。
在步骤S2中,若采用第二种加工顺序,需要保证在对胚料200进行弯折的过程中不对已经安装完成的防爆片120造成损伤。
防爆片120与胚料200之间的固定连接可以采用激光焊的方式进行连接,也可以采用结构胶进行固定连接,只要能够保证连接后的强度以及密封性满足使用要求即可。
S3:沿平行于S2中直线的直线将胚料200进一步弯折,使胚料200形成如图7所示的横截面为封闭矩形的电芯壳体110,将胚料200相互接触的两侧边进行焊接,或将胚料200相互接触的两侧边通过结构胶进行连接,只要能够保证连接强度以及连接处的密封性即可。
本申请提供的上述加工步骤能够适用于各种厚度的胚料200。
由于步骤S2以及步骤S3对胚料200进行弯折的过程中,均需要对已经安装的防爆片120进行避让,以避免对已安装的防爆片120造成损伤,本申请还提供了一种可以用于步骤S2与S3中的工装300。本申请所提供的工装300为长方体结构,如图9所示,包括两个端面以及四个侧面,在工装300的一侧面设置有能够容纳防爆片120的槽体310。工装300的外形尺寸与待加工的电芯壳体110的横截面的内侧矩形适配。
采用上述工装300实现步骤S2中的弯折过程时,先将工装300的槽体310与通孔111对齐(或者先使固定设置于通孔111处的防爆片120位于槽体310内),再使工装300的一侧棱与胚料200的侧边平齐,之后使用折弯设备将胚料200进行折弯,使胚料200变形为横截面为L状的结构。
在步骤S3中,保证工装300与胚料200的相对位置不变,使用折弯设备将胚料200沿工装300的另外两侧棱依次折弯,得到目标结构的电芯壳体110。
在得到目标结构的电芯壳体110后,工装300与胚料200的位置示意如图8所示,需要将工装300从电芯壳体110内抽出,为了避免工装300与安装与电芯壳体110内侧的防爆片120之间出现干涉而造成防爆片120损伤,设置于工装300侧面的槽体310至少一端延伸至工装300在长度方向的端部,也可以是槽体310的两端均延伸至工装300在长度方向的端部,此时,槽体310为通槽。
实施例1
本实施例提供了一种电池单体100,如图1与图2所示,包括电芯壳体110,电芯壳体110长度方向的一端具有第一开口,另一端具有第二开口。电芯壳体110的第一开口盖合有第一端盖130、第二开口盖合有第二端盖140,第一端盖130与第二端盖140均通过焊接的方式与电芯壳体110进行连接。
在电芯壳体110内部设置有极卷单元150,极卷单元150的正极电极151与第一端盖130电连接,极卷单元150的负极电极与第二端盖140电连接。
电芯壳体110面积较小的一侧面设置有腰型的通孔111。电池单体100安装于电池包内后,该侧面为电芯壳体110中朝向下方设置的表面,通孔111位于该表面在电芯壳体110长度方向上的两端。电芯壳体110内侧设置有防爆片120,防爆片120将电芯壳体110表面的通孔111盖合,且防爆片120的边缘通过焊接的方式固定连接与电芯壳体110。
需要说明的是,在不冲突的情况下,本申请中的实施例中的特征可以相互结合。
以上所述仅为本申请的优选实施例而已,并不用于限制本申请,对于本领域的技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本申请的保护范围之内。
- 一种热电池单体电池测试装置及单体电池测试方法
- 一种软包锂离子电池注液后的静置方法及软包锂离子电池的制备方法
- 电池盖板组件、单体电池、电池包及电动车辆
- 电动车的动力电池单体排布方法及电池包