汇流条层叠体、具备该汇流条层叠体的电子部件安装模块、以及汇流条层叠体的制造方法
文献发布时间:2023-06-19 09:30:39
技术领域
本发明涉及一种使用了汇流条的表面安装式的电子部件模块,其通过使层叠的阳极汇流条和阴极汇流条中的焊接安装面的高度一致而使得能够使用回流焊接。
背景技术
已知通过在搭载有多个电子部件的模块中使用金属板(汇流条)作为被施加大电流的导电材料而能够降低电阻、减少发热并且提高散热性。在使用大电流的情况下,在小型的电子设备的安装中通用的所谓的印刷线路基板等中,由于来不及散热而导致热量蓄积,因此电子部件等有可能受到热损伤。
因此,例如在安装多个电容器的情况下,将阳极汇流条和阴极汇流条隔着绝缘层(例如,绝缘片、绝缘材料的涂层)进行层叠(贴合),并将多个电容器排列地安装在该贴合后的汇流条的一个面上,由此提高散热性。
在以下的专利文献1的图4及该说明记载之处中,记载了“在图4所示的第二实施例的电容器模块31中,基板32具有在绝缘片33的两面贴合第一金属板34、第二金属板35而成的构造,图6用俯视图示出绝缘片33,绝缘片33在本实施例中由硅树脂组成,具有0.1~0.05mm左右的厚度。不过,绝缘片33也可以使用环氧树脂(抗蚀剂)等其他的合成树脂构成。”。
即,在专利文献1中公开了如下构造:第一金属板34和第二金属板35之间在夹持绝缘片33的状态下进行贴合,层叠电容器3的引线端子3a、3b垂直地贯通并竖立设置于金属板,引线端子3a、3b与金属板34、35焊接。
如专利文献1的图4所明示,引线端子3a通过焊料16焊接于上侧金属板34的底面,引线端子3b通过焊料17焊接于下侧金属板35的底面。因此,在这样的构造中,一对引线端子3a、3b的焊接高度彼此正好相差与绝缘片33及下侧金属板35的厚度相当的高度的量。就该情况下的焊接作业而言,当通过手工作业逐个进行焊接时不会产生任何问题,但当使用流体焊接等以期待一定程度的产量而考虑量产工艺时,无法对此进行应对。
现有技术文献
专利文献
专利文献1:日本特开2001-178151号公报
发明内容
发明所要解决的问题
通常,当在层叠的两片汇流条上安装多个表面安装式或引线插入式的电子部件时,由于阳极的汇流条与阴极汇流条中的安装面的高度(即,阳极和阴极的各个引线端子向各个汇流条的焊接点的高度)不同,因此无法使用回流焊接,存在电子部件的安装作业变得复杂的问题。
即,如以往那样,在一对引线端子的焊接高度互不相同的情况下,如果通过手工作业分别进行焊接则没有任何问题,但如果要使用在量产工艺中常用的回流焊接工艺,在焊接点高度不同的情况下,执行该工艺较为困难。尽管越是大电流就越考虑散热等而使得每个汇流条具有一定程度的厚度,但对于回流焊接工艺来说,与汇流条电极体的厚度相对应的焊接点的高度的差异不是能够忽略的问题。
因此,需要一种构造,其使得将阴极汇流条和阳极汇流条进行贴合使用的电子部件模块中的各引线端子(表面安装式)能够利用量产效率更高的回流焊接而焊接到各汇流条上。本发明是鉴于上述问题点而完成的,目的在于是提供一种使用了汇流条的表面安装式的电子部件模块等,其通过使层叠的阳极汇流条和阴极汇流条中的焊接安装表面的高度一致而使得能够使用回流焊接。
用于解决问题的手段
本发明的汇流条层叠体,其由分别具备供电子部件的外部端子焊接的焊接区域的第一汇流条和第二汇流条绝缘地层叠而成,其特征在于,第一汇流条具备开口部,第二汇流条具备向第一汇流条侧突出并作为焊接区域的凸状体,第二汇流条的凸状体配置在与开口部对应的位置,第一汇流条的焊接区域和凸状体的焊接区域在能够通过回流焊接供电子部件的外部端子焊接的程度内被设为相同高度。
另外,本发明的电子部件安装模块的特征在于,具备上述电子部件,该电子部件的外部端子焊接在第一汇流条侧。
另外,本发明的电子部件安装模块的特征在于,优选为,第一引线端子的前端配置在焊接凸状体的头顶部内。
另外,本发明的电子部件安装模块的特征在于,更优选为,包含焊接区域的汇流条层叠体进行了树脂模塑。
另外,本发明的电子部件安装模块的特征在于,更优选为,该电子部件安装模块具备散热器,该散热器齐平地粘接于汇流条层叠体的与电子部件的安装侧相对的背面。
在本发明的汇流条层叠体的制造方法中,所述汇流条层叠体由分别具备供电子部件的外部端子焊接的焊接区域的第一汇流条和第二汇流条绝缘地层叠而成,其中,在执行了在第一汇流条中形成开口部的工序、以及在第二汇流条中形成向第一汇流条侧突出并作为焊接区域的凸状体的工序之后,具有将第二汇流条的凸状体配置在与开口部对应的位置并将第一汇流条和第二汇流条绝缘层叠的工序,第一汇流条的焊接区域和凸状体的焊接区域在能够通过回流焊接供电子部件的外部端子焊接的程度内为相同高度。
发明效果
能够提供一种使用了汇流条的表面安装式的电子部件模块等,其通过使层叠的阳极汇流条和阴极汇流条中的焊接安装面的高度一致以使得能够使用回流焊接。
附图说明
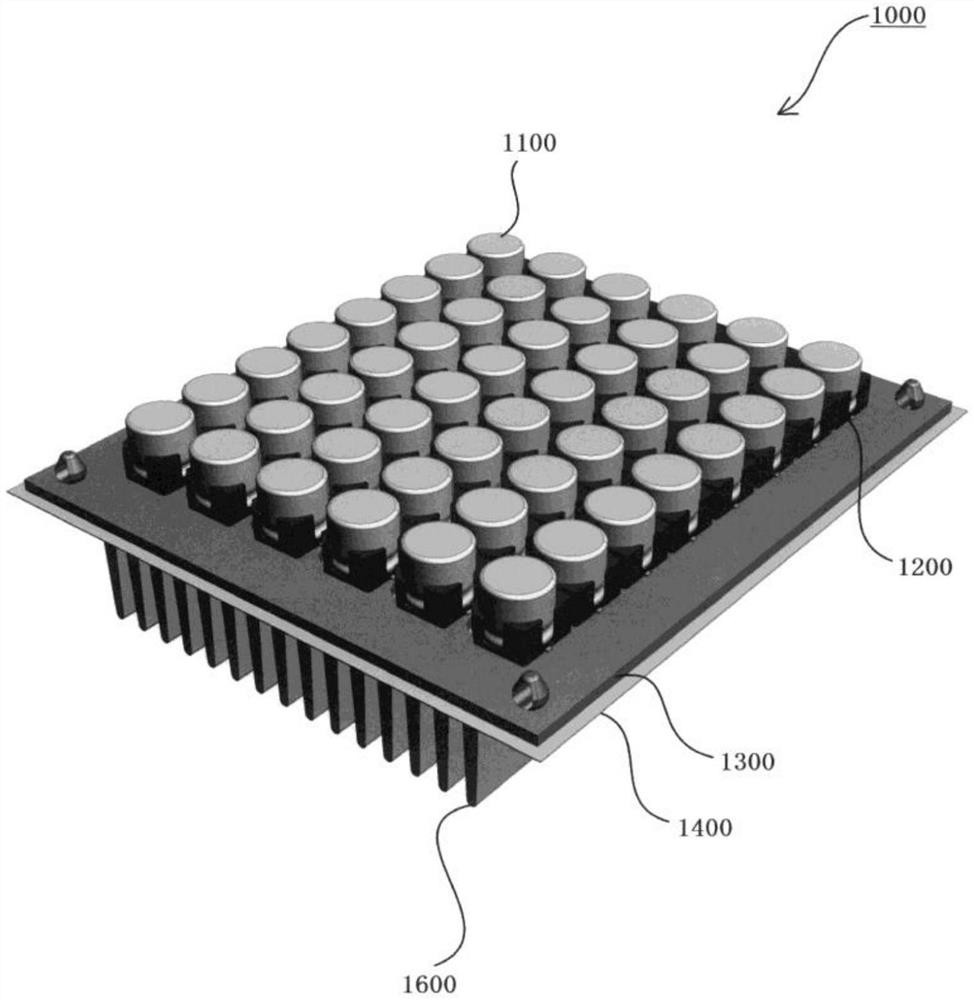
图1是对电子部件安装模块的整体概要进行说明的立体图。
图2a是对在电容器的中央进行切断的情况下的构成方式进行说明的剖视图。
图2b是对在电容器的中央进行切断的情况下的构成方式进行说明的剖视图。
图3是对本实施方式的汇流条层叠体的整体构成概要进行说明的图。
图4a是对构成为表面安装式的电容器进行说明的图。
图4b是对构成为表面安装式的电容器进行说明的图。
图4c是对构成为表面安装式的电容器进行说明的图。
图4d是对构成为表面安装式的电容器进行说明的图。
图5a是对安装了表面安装的片式陶瓷电容器的、第二实施方式的电子部件安装模块进行说明的概要图。
图5b是对安装了表面安装的片式陶瓷电容器的、第二实施方式的电子部件安装模块进行说明的概要图。
图5c是对安装了表面安装的片式陶瓷电容器的、第二实施方式的电子部件安装模块进行说明的概要图。
图6是对用虚线所示的树脂进行模塑后的电容器安装模块的典型例进行说明的图。
具体实施方式
本实施方式中示例的汇流条层叠体通过回流焊接而表面安装有排列成平面状的使用大电流的、例如电容器等多个电子部件,并能够利用于车载用途等中。以往,在汇流条层叠体中,上层的汇流条和下层的汇流条中各自具有相当程度的厚度,因此在供所安装的电子部件的引线端子进行焊接的各汇流条的焊接点处,在高度方向上产生了与该厚度相当的程度的差异。
另外,电子部件安装模块的技术趋势是,向小型化和轻量化发展的同时,进一步推进电子部件的芯片化。假设,若安装的电子部件中芯片和引线端子混合存在,则进行电性连接固定、机械性连接固定的焊接成为两道工序,因此使得工序增加而导致成本增大,从而优选统一为其中的任一工序,因此当前期待电容器和线圈的芯片化。
根据实施方式中提出的结构,作为回流焊接之后的必要工序的焊接质量确认的工序变得容易,能够通过图像处理或目视来确认焊接角来评估/确认焊接的质量。另外,作为可回流焊接的相同高度,优选为高度差在0.6mm以下,更优选为在0.3mm以下,从而在本实施方式中,能够将各汇流条的焊接高度的差异在这样的可回流焊接的程度以内设为相同高度。
图1是对电子部件安装模块1000的整体概要进行说明的立体图。如图1所示,电子部件安装模块1000具备第一汇流条1300、绝缘片1400和第二汇流条1500(图1中未图示),在第一汇流条1300上,表面安装有装配于基座1200的状态下的多个电容器1100。另外,在第二汇流条1500的外表面侧,面安装(面接触)有散热器1600。
如图1所示,汇流条层叠体能够提供大电流,并且散热性也优异,因此即使以高密度搭载多个电容器1100等电子部件,也能够避免该电子部件受到热损伤。特别是,已知电容器1100不耐高热,但在本发明的汇流条层叠体中能够维持高可靠性且高耐久性的特性。虽然考虑到大电流以及散热而使各汇流条1300、1500由具有一定程度的厚度的金属构成,但由此能够在强度方面也得到相当强的特性。因而,即使是其寿命受热量很大影响的电容器等,也能够毫无问题地进行集成。
图2a是对在电容器的中央进行切断的情况下的构成方式进行说明的剖视图,图2b是其放大图。在图2a中,在第二汇流条1500的外表面侧齐平地贴附有导热膜1610和散热器1600,由此能够有效地将第二汇流条1500的热量释放至外部。在第二汇流条1500的外表面侧,由于不存在突出的端子、焊接角等突起障碍物,因此能够齐平地通过大面积接触而贴附导热膜1610、散热器1600,从而提高散热性。此外,也可以省略导热膜1610而仅直接设置散热器1600。
另外,如图2b所示,第二汇流条1500所具备的第一电极用焊接凸状体1510配置在第一汇流条1300的凸状体用开口部1310内,并被设为在能够进行回流焊接的程度内与第一汇流条1300的外表面大致相同的高度。
而且,通过使第一引线端子1110以及第二引线端子1120插通于基座1200并在其底面弯折,并将基座1200设置于电容器1100,从而能够作为表面安装式的电子部件进行处理。另外,如从图2b所能理解的那样,第一引线端子1110被回流焊接于第一电极用焊接凸状体1510的平坦的头顶部。在此,第一引线端子1110的至少前端部以从基座1200稍微突出的状态,收在第一电极用焊接凸状体1510的平坦的头顶部内而不从该头顶部内伸出。
因此,在从上方进行观察的情况下,第一引线端子1110的前端能够被视觉辨认等(视觉辨认或获取摄像机图像及其处理),因此能够通过对在其周围形成的焊接角的状态的观察来进行回流焊接的质量确认。另外,第二引线端子1120的前端部以从基座1200稍微突出的状态回流焊接于第一汇流条1300。
通过这样的结构,能够使第一电极用焊接凸状体1510的头顶部和第一汇流条1300凸状体用开口部1310的周缘部的平面的相互的高度一致,使回流焊接的利用也变得容易。
图3是对本实施方式的汇流条层叠体的整体构成概要进行说明的图。在图3中,汇流条层叠体具备记载于纸面的上层侧的第一汇流条1300、记载于下层侧的第二汇流条1500、以及配设在第一汇流条1300与第二汇流条1500之间的绝缘片1400。第二汇流条1500在向第一汇流条1300侧突出的第一电极用焊接凸状体1510的平坦的头顶部且从纸面的上面侧回流焊接固定有被表面安装的电子部件的第一引线端子。另外,第一电极用焊接凸状体1510以设置所期望的间隙来形成非接触的状态的方式配置于凸状体开口部1310内,所述凸状体开口部1310在与第一电极用焊接凸体1510对应的位置处设置于第一汇流条1300中。
另外,在第一汇流条1300中,在纸面的上面侧回流焊接固定有在凸状体用开口部1310的周缘部处表面安装的电子部件中的第二引线端子1120。即,本实施方式中所示的表面安装式的电子部件为在安装侧进行回流焊接的电子部件。更详细而言,在图3的汇流条层叠体中,电子部件被表面安装在纸面的上面侧的第一汇流条1300的上表面,且该电子部件的引线端子回流焊接固定于纸面的上面侧的第一汇流条1300的上表面。如已经说明的那样,各引线端子并非是插入固定于汇流条,而是在基座的底面上弯折并以面接触的方式安装并焊接。
各汇流条1300、1500由具有相当程度的厚度的金属构成,导热性优异,并且能够以低电阻供大电流流动。通过汇流条层叠体的顺畅的散热效果,能够防止搭载在汇流条层叠体上的多个电子部件的热损伤。
如从图3所能理解的那样,在第一汇流条1300中,在与第二汇流条1500所具备的第一电极用焊接凸状体1510对应的位置处,设置有口径更大的凸状体用开口部1310。搭载于第一汇流条1300的外表面侧的表面安装式电子部件中的第二引线端子1120,在凸状体用开口部1310的周边部处电性以及机械性地回流焊接固定于第一汇流条1300。此外,绝缘片1200可以通过具有绝缘特性的各种膜(例如聚酰亚胺膜)、抗蚀剂等绝缘材料的涂布而形成。
此外,在图3等中,为了在回流焊接等时也能更可靠地维持第一汇流条1300与第二汇流条1500之间的、凸状体用开口部1310中的绝缘特性,可以使绝缘片1400的与第一电极用焊接凸状体1510对应的开口面积小于凸状体用开口部1310的开口面积。
另外,可以设为,从绝缘片1400的该处的开口仅露出第一电极用焊接凸状体1510,并使第二汇流条1500的其他的平面部位不露出。由此,即使回流焊料过量地附着于凸状体用开口部1310的边缘部并顺着其内周壁漏出到第二汇流条1500侧,也能被绝缘片1400阻挡而使焊料无法接触第二汇流条1500,从而能够可靠且安全地确保绝缘特性。更优选地,通过在形成第一电极用焊接凸状体1510的侧壁(图2a、2b中为锥状)、凸状体用开口部1310的侧壁(图2a、2b中为垂直周壁)上配置、涂布抗蚀剂等绝缘材料来进一步提高绝缘特性。
另外,图4a、4b、4c、4d是对构成为表面安装式的本实施方式中所示例安装的电容器1100进行说明的图。虽然在图4a、4b、4c、4d中作为电子部件的典型例对电容器进行说明,但本发明的电子部件不限于电容器,而可以是任意的表面安装式电子设备。如图4a、4b、4c、4d所示,电容器1100以使引线端子1110、1120插通于基座1200的状态而嵌装在基座1200上,由此能够利用基座1200的底面通过面接触进行安装。
另外,第一引线端子1110和第二引线端子1120分别插通于基座1200并在底面沿着底面弯折,并形成它们的至少前端部分从基座1200的边缘部突出的状态。因此,形成如下状态:在从上方俯视电容器1100以及基座1200的情况下,能够从基座1200的边缘视觉辨认第一引线端子1110和第二引线端子1120的各前端部分。
此外,在基座1200的底面,在第一引线端子1110和第二引线端子1120的各自的周围分别设置有一对辅助端子1130,在回流焊接工序中,与第一引线端子1110和第二引线端子1120一起各辅助端子1130也被焊接,由此使得固定强度增大而提高抗冲击性、抗振动性。
此外,图5a、5b、5c是对安装了表面安装的片式陶瓷电容器的、第二实施方式的电子部件安装模块进行说明的概要图。片式陶瓷电容器2100具备第一电极2110和第二电极2120,第一电极2110回流焊接于第一电极用焊接凸状体1510的平坦的头顶部内,并且第二电极2120回流焊接于第一汇流条1300。如已经说明的那样,第一电极用焊接凸状体1510是由平板状的第二汇流条1500的一部分形成为凸形而成,是第二汇流条1500的一部分。
通过这样形成,从而使得针对第一电极2110的焊接角的一部分、更优选其全部形成在第一电极用焊接凸状体1510的平坦的头顶部内,因此能够通过从上方俯视观察/评估而容易且迅速地执行回流焊接工序的质量检查和确认。另外,通过对第一电极2110和第二电极2120的整个底面进行焊接,增大了安装强度而提高了抗振动性和抗冲击性,并且还提高了散热特性,因此提高了陶瓷电容器2100的可靠性、耐久性/寿命。在此,作为回流焊接的表面安装部件的外部端子,例如可以是图2a、2b中示例的引线端子、图5a、5b、5c中示例的电极端子。
图6是对用虚线所示的树脂1700进行模塑后的电容器安装模块的典型例进行说明的图。在图6中,示出了由树脂1700模塑第一汇流条1300、第二汇流条1500和电容器1100的一部分(典型地为包括基座的大致下半部分)后的状态。此外,虽然在图6中未明示,但各引线端子1110、1120已被焊接。
如图6所示,如果用树脂1700进行模塑,则该树脂1700还进入并填充到第一电极用焊接凸状体1510的周围空间、凸状体用开口部1310内,因此不仅散热特性提高,而且整体的强度也大幅增大,从而使耐振动性、耐冲击性/耐久性提高。另外,在焊接的基础上电容器1100与各汇流条1300、1500模塑一体化,因此电容器1100还得到树脂1700固定,从而耐冲击性也显著提高。
特别是,由图3以及图6可明确得知,汇流条1300、1500不是板状平面体的平坦的汇流条,而是具有凹凸形状而表面积增大的汇流条1300、1500,因此能够确保与树脂1700的接触面积较大,从而散热特性、粘接强度能够由此而提高。即使在施加较大的振动、冲击/加速度的情况下,通过树脂1700整体进行形状保持,因此与仅通过引线端子1120、1110进行固定的情况相比,对引线端子1120、1110的负载的负担较小。此外,虽然未图示,但可以在树脂1700中设置用于排出电容器1100的气体的任意的路径孔。另外,也可以在设置有散热器1600的状态下进一步用树脂1700进行模塑。
在本实施方式所示例的电子部件中,从电子部件突出的引线端子不需要贯通在汇流条的插入孔中。因此,在将电子部件进行表面安装的情况下,能够在可表面安装的范围内自由地设计、变更电子部件和汇流条的配向、相对朝向。因而,能够提高电子部件的安装中的通用性、自由度。
本发明的汇流条层叠体、电子部件安装模块等并不限定于上述实施方式中说明的结构、方法,在本领域技术人员显而易见的范围内且在本发明的技术思想的范围内,可以适当地变更、组合应用其结构并变更方法。
工业实用性
本发明适用于以电容器为典型例的多个电子部件的安装模块。
附图标记说明
1000:电子部件安装模块;
1100:电容器;
1110:第一引线端子;
1120:第二引线端子;
1130:辅助端子;
1200:基座;
1300:第一汇流条;
1310:凸状体用开口部;
1400:绝缘片;
1500:第二汇流条;
1510:第一电极用焊接凸状体;
1600:散热器;
1700:树脂。
- 汇流条层叠体、具备该汇流条层叠体的电子部件安装模块、以及汇流条层叠体的制造方法
- 汇流条叠层板、该汇流条叠层板的电子元件安装模块及汇流条叠层板的制造方法