一种防冻阀的自动装配设备
文献发布时间:2023-06-19 11:37:30
技术领域
本发明涉及自动装配领域,具体是涉及一种防冻阀的自动装配设备。
背景技术
对于户外用水设施,例如,私家花园浇花、屋外洗车等,软管中都会存有带有压力的水,在冬季,大部分地区软管中的水会冻,关联到阀门和室内管路部分也会因热传递而结冰,给软管、阀门及管路等带来损坏,尽管随时关闭阀门并将软管中的水放掉能够避免出现这类问题,但会使不少人感到麻烦,并且一旦遗忘,则可能带来不必要的损失。
阀门作为流体介质密闭传输过程中的开关控制装置,在当今社会中运用十分广泛,阀门具有截止、调节、导流、防止逆流、稳压、分流或溢流泄压等功能,阀门可用于控制空气、水、蒸汽、各种腐蚀性介质、泥浆、油品、液态金属和放射性介质等各种类型流体的流动,现有技术中的阀门,通常包括阀体、阀杆、阀盖以及手柄,阀杆的上端与手柄相连接,手柄通常是手轮形,手柄与阀杆连接并通过转动来开启或关闭阀门。
阀门多设置在户外,在冬天温度较低,使得阀门内部水结冰,导致阀门不便于扳动,影响阀门正常使用,因此,需要一种防冻阀防治冻坏的情况,对于防冻阀的安装,传统是通过人工手动将防冻阀和三通阀连接,防冻阀和三通阀的连接防止冻坏的现象,然而对于多批量的组装防冻阀,人工操作大大降低了效率,并且加大了人力劳动,因此,需要设计一种能够自动装配防冻阀的设备。
发明内容
为解决上述技术问题,提供一种防冻阀的自动装配设备,本技术方案解决了传统通过人工组装防冻阀费时费力,以及效率低下的问题。
为达到以上目的,本发明采用的技术方案为:
一种防冻阀的自动装配设备,包括:
转盘式送料组件,用于转盘式360°循环输送方便龙头阀、三通阀和防冻阀之间的安装;
上料组件,用于将龙头阀和三通阀同时放置于转盘式送料组件上,上料组件设置于转盘式送料组件的一侧;
第一装配组件,用于将防冻阀组装于三通阀上,第一装配组件设置于转盘式送料组件垂直于上料组件的一侧;
第一定位组件,用于防冻阀安装于三通阀上时定位三通阀,第一定位组件设置于第一装配组件和转盘式送料组件之间;
第二装配组件,用于将三通阀组装于龙头阀上,第二装配组件设置于转盘式送料组件对称于上料组件的一侧;
第二定位组件,用于三通阀安装于龙头阀上时定位龙头阀,第二定位组件设置于第二装配组件上,并且第二定位组件还位于转盘式送料组件的上方;
下料组件,设置于转盘式送料组件对称于第一装配组件的一侧;
上料组件、第一装配组件、第二装配组件和下料组件之间依次沿着转盘式送料组件的圆周方向均匀分布。
作为一种防冻阀的自动装配设备的一种优选方案,
上料组件包括:
链板式输送机;
放置盒,设置有若干个,若干个放置盒分别安装于链板式输送机的每个链板上,并且每个放置盒上还分别设有一个用于安装三通阀和龙头阀的安置口;
第一坐标机器人,设置于链板式输送机靠近转盘式送料组件的一端;
第一电动气爪,设置有两个,用于同时抓取三通阀和龙头阀,两个第一电动气爪均呈竖直状态固定于第一坐标机器人的输出端上,并且每个第一电动气爪的输出端均面向下设置。
作为一种防冻阀的自动装配设备的一种优选方案,
转盘式送料组件包括:
转台,设置于链板式输送机和第二装配组件之间;
支撑盘,固定设置于转台的工作端顶部,支撑盘的顶部沿着支撑盘的轴心线方向均匀设有三个支撑柱,并且每个支撑柱的顶部还均设有一个螺纹柱;
圆盘,呈水平状态设置于转台的上方,圆盘还通过三个螺母固定安装于三个支撑柱的顶部,圆盘还与支撑盘之间共轴线;
第一定位盒,设置有四个,四个第一定位盒沿着圆盘的圆周方向均匀设置于圆盘的顶部边缘,每个第一定位盒的向外端还均呈开口状,并且每个第一定位盒上均设有用于龙头阀放置的定位口。
作为一种防冻阀的自动装配设备的一种优选方案,
转盘式送料组件还包括:
外环弧形板,设置有四个,四个外环弧形板沿着圆盘的圆周方向均匀设置于圆盘的外侧,每个外环弧形板的底部还均竖直向下设有一个插板;
第二定位盒,设置有四个,四个第二定位盒分别固定设置于每个外环弧形板的顶部,每个第二定位盒还分别位于每个第一定位盒的开口端;
圆环套圈,固定设置于支撑盘的顶部,圆环套圈与支撑盘之间共轴线,并且圆环套圈的顶部还设有四个用于每个插板活动插接的插口;
支撑环,呈水平状态设置于四个外环弧形板的底部,支撑环的一侧通过一个支撑架固定于转台非工作端上,支撑环面向第二装配组件的侧还设有一个缺口;
卡接下压机构,用于使外环弧形板不妨碍第二装配组件的安装,卡接下压机构设置于缺口处。
作为一种防冻阀的自动装配设备的一种优选方案,
卡接下压机构包括:
弧形卡接板,设置于支撑环的缺口处,弧形卡接板于支撑环之间共轴线,每个外环弧形板的外侧均设有一个卡板,并且弧形卡紧板面向圆盘的内侧还设有一个用于卡板能够活动卡接的卡口;
支撑座,顶部设有两个空心柱,弧形卡紧板的底部还设有两个插接于空心柱内的插杆;
电动气杆,弧形卡紧板的底部中心和支撑座的顶部中心均设有一个铰接部,并且电动气杆的工作端和非工作端分别铰接于弧形卡紧板的铰接部和支撑座的铰接部上。
作为一种防冻阀的自动装配设备的一种优选方案,
第一装配组件包括:
振动盘,输出端设有一个用于批量防冻阀输送的振动轨道,振动轨道的末端位于圆盘的一侧;
第二坐标机器人,设置于振动轨道末端上方;
机壳,固定设置于第二坐标机器人的工作端;
第一旋转电机,固定安装于机壳内,第一旋转电机的输出端面向下设置,并且第一旋转电机的输出端还安装设有一个第一安装壳;
第二电动气爪,用于防冻阀,第二电动气爪均呈竖直状态固定于第一安装壳的底部,并且第二电动气爪的输出端均面向下设置。
作为一种防冻阀的自动装配设备的一种优选方案,
第一定位组件包括:
第三电动气爪,用于定位安装防冻阀时的三通阀,第三电动气爪设置于圆盘的一侧;
第一水平驱动器,用于带动第三电动气爪水平移动,第一水平驱动器设置于圆盘的旁侧,第三电动气爪安装于第一水平驱动器的工作端上。
作为一种防冻阀的自动装配设备的一种优选方案,
第二装配组件包括:
第四电动气爪,用于抓取三通阀将其螺纹连接于龙头阀的一端,第四电动气爪设置于弧形卡接板的外侧,第四电动气爪的输出端面向圆盘;
第二水平驱动器,设置于弧形卡接板的外侧,第二水平驱动器的输出方向面向圆盘;
第二旋转电机,固定安装于第二水平驱动器上,第二旋转电机的输出端面向圆盘设置,并且第二旋转电机的输出端还安装设有一个第二安装壳,第四电动气爪还固定安装于第二安装壳内。
作为一种防冻阀的自动装配设备的一种优选方案,
第二定位组件包括:
下压气杆,呈竖直状态设置于一个支撑板的顶部,支撑板的一端固定设置于第二水平驱动器的非工作端上,下压气杆的输出端穿过支撑板面向圆盘设置,并且下压气缸的输出端还设有一个用于将龙头阀压紧于第一定位盒内的下压板。
作为一种防冻阀的自动装配设备的一种优选方案,
下料组件包括:
下料机械手,设置于转台的旁侧;
储料盒,设置于下料机械手的旁侧。
本发明与现有技术相比具有的有益效果是:防冻阀进行自动组装过程中,首先,上料组件将龙头阀和三通阀同时放置于转盘式送料组件上,转盘式送料组件随之间歇式将其送至第一装配组件处,第一定位组件将三通阀定位,接着,第一装配组件随之将防冻阀螺纹固定于三通阀的一个端口,转盘式送料组件随之继续将其送至第二装配组件处,第二定位组件将龙头阀定位,第二装配组件随之将安装好防冻阀的三通阀一端螺纹固定于龙头阀的一个端口,最终,转盘式送料组件将组装完成的防冻阀送至下料组件处被送出,本发明解决了传统通过人工组装防冻阀费时费力,以及效率低下的问题,减少了人力劳动,以及提高了防冻阀的组装效率。
附图说明
图1为防冻阀的组装成型立体结构示意图;
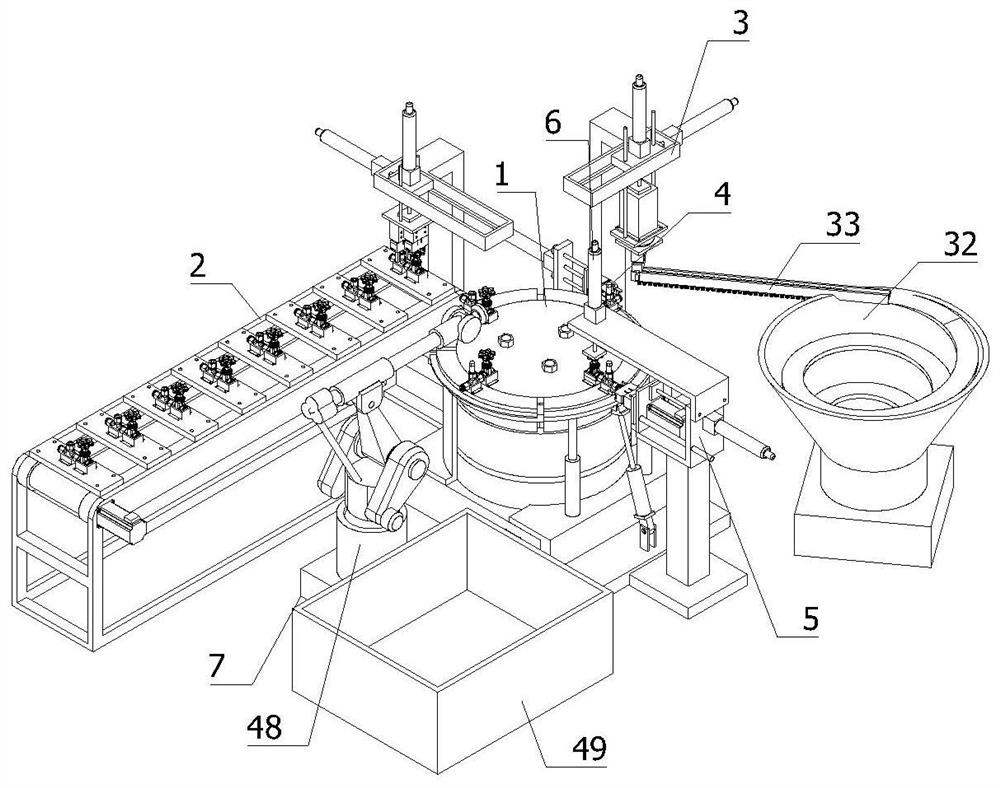
图2为本发明的立体结构示意图;
图3为上料组件的立体结构示意图;
图4为转盘式送料组件的立体结构示意图;
图5为转盘式送料组件的正视图;
图6为转盘式送料组件的立体结构分解示意图;
图7为本发明的局部立体结构示意图一;
图8为第一装配组件的局部剖视图;
图9为本发明的局部立体结构示意图二;
图10为图9的正视图。
图中标号为:转盘式送料组件1、上料组件2、第一装配组件3、第一定位组件4、第二装配组件5、第二定位组件6、下料组件7、龙头阀8、三通阀9、防冻阀10、链板式输送机11、放置盒12、第一坐标机器人13、第一电动气爪14、转台15、支撑盘16、支撑柱17、圆盘18、螺母19、第一定位盒20、外环弧形板21、插板22、第二定位盒23、圆环套圈24、支撑环25、弧形卡接板26、卡板27、支撑座28、空心柱29、插杆30、电动气杆31、振动盘32、振动轨道33、第二坐标机器人34、机壳35、第一旋转电机36、第一安装壳37、第二电动气爪38、第三电动气爪39、第一水平驱动器40、第四电动气爪41、第二水平驱动器42、第二旋转电机43、第二安装壳44、下压气杆45、支撑板46、下压板47、下料机械手48、储料盒49。
具体实施方式
以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
参照图1至图10所示,一种防冻阀的自动装配设备,包括:
转盘式送料组件1,用于转盘式360°循环输送方便龙头阀8、三通阀9和防冻阀10之间的安装;
上料组件2,用于将龙头阀8和三通阀9同时放置于转盘式送料组件1上,上料组件2设置于转盘式送料组件1的一侧;
第一装配组件3,用于将防冻阀10组装于三通阀9上,第一装配组件3设置于转盘式送料组件1垂直于上料组件2的一侧;
第一定位组件4,用于防冻阀10安装于三通阀9上时定位三通阀9,第一定位组件4设置于第一装配组件3和转盘式送料组件1之间;
第二装配组件5,用于将三通阀9组装于龙头阀8上,第二装配组件5设置于转盘式送料组件1对称于上料组件2的一侧;
第二定位组件6,用于三通阀9安装于龙头阀8上时定位龙头阀8,第二定位组件6设置于第二装配组件5上,并且第二定位组件6还位于转盘式送料组件1的上方;
下料组件7,设置于转盘式送料组件1对称于第一装配组件3的一侧;
上料组件2、第一装配组件3、第二装配组件5和下料组件7之间依次沿着转盘式送料组件1的圆周方向均匀分布。
防冻阀10进行自动组装过程中,首先,上料组件2将龙头阀8和三通阀9同时放置于转盘式送料组件1上,转盘式送料组件1随之间歇式将其送至第一装配组件3处,第一定位组件4将三通阀9定位,接着,第一装配组件3随之将防冻阀10螺纹固定于三通阀9的一个端口,转盘式送料组件1随之继续将其送至第二装配组件5处,第二定位组件6将龙头阀8定位,第二装配组件5随之将安装好防冻阀10的三通阀9一端螺纹固定于龙头阀8的一个端口,最终,转盘式送料组件1将组装完成的防冻阀10送至下料组件7处被送出。
上料组件2包括:
链板式输送机11;
放置盒12,设置有若干个,若干个放置盒12分别安装于链板式输送机11的每个链板上,并且每个放置盒12上还分别设有一个用于安装三通阀9和龙头阀8的安置口;
第一坐标机器人13,设置于链板式输送机11靠近转盘式送料组件1的一端;
第一电动气爪14,设置有两个,用于同时抓取三通阀9和龙头阀8,两个第一电动气爪14均呈竖直状态固定于第一坐标机器人13的输出端上,并且每个第一电动气爪14的输出端均面向下设置。
防冻阀10进行自动组装过程中,操作人员将批量的龙头阀8和三通阀9分别放置于链板式输送机11的相应放置盒12内,龙头阀8和三通阀9随之同时输送到第一坐标机器人13的下方,两个第一电动气爪14随之同时抓取相应的龙头阀8和三通阀9,第一坐标机器人13控制龙头阀8和三通阀9移至转盘式送料组件1上。
转盘式送料组件1包括:
转台15,设置于链板式输送机11和第二装配组件5之间;
支撑盘16,固定设置于转台15的工作端顶部,支撑盘16的顶部沿着支撑盘16的轴心线方向均匀设有三个支撑柱17,并且每个支撑柱17的顶部还均设有一个螺纹柱;
圆盘18,呈水平状态设置于转台15的上方,圆盘18还通过三个螺母19固定安装于三个支撑柱17的顶部,圆盘18还与支撑盘16之间共轴线;
第一定位盒20,设置有四个,四个第一定位盒20沿着圆盘18的圆周方向均匀设置于圆盘18的顶部边缘,每个第一定位盒20的向外端还均呈开口状,并且每个第一定位盒20上均设有用于龙头阀8放置的定位口。
当龙头阀8和三通阀9放置好后,转台15带动支撑盘16转动,由于圆盘18固定于支撑盘16上的三个支撑柱17上,因此,圆盘18随之同步转动,龙头阀8和三通阀9随之随着圆盘18输送。
转盘式送料组件1还包括:
外环弧形板21,设置有四个,四个外环弧形板21沿着圆盘18的圆周方向均匀设置于圆盘18的外侧,每个外环弧形板21的底部还均竖直向下设有一个插板22;
第二定位盒23,设置有四个,四个第二定位盒23分别固定设置于每个外环弧形板21的顶部,每个第二定位盒23还分别位于每个第一定位盒20的开口端;
圆环套圈24,固定设置于支撑盘16的顶部,圆环套圈24与支撑盘16之间共轴线,并且圆环套圈24的顶部还设有四个用于每个插板22活动插接的插口;
支撑环25,呈水平状态设置于四个外环弧形板21的底部,支撑环25的一侧通过一个支撑架固定于转台15非工作端上,支撑环25面向第二装配组件5的侧还设有一个缺口;
卡接下压机构,用于使外环弧形板21不妨碍第二装配组件5的安装,卡接下压机构设置于缺口处。
当龙头阀8和三通阀9被同时放置时,龙头阀8和三通阀9被同时放置于第一定位盒20和第二定位盒23上,为了三通阀9在被第二装配组件5安装于龙头阀8上时不受到妨碍,因此,卡接下压机构能够带动外环弧形板21下移不妨碍第二装配组件5的工作。
卡接下压机构包括:
弧形卡接板26,设置于支撑环25的缺口处,弧形卡接板26于支撑环25之间共轴线,每个外环弧形板21的外侧均设有一个卡板27,并且弧形卡紧板面向圆盘18的内侧还设有一个用于卡板27能够活动卡接的卡口;
支撑座28,顶部设有两个空心柱29,弧形卡紧板的底部还设有两个插接于空心柱29内的插杆30;
电动气杆31,弧形卡紧板的底部中心和支撑座28的顶部中心均设有一个铰接部,并且电动气杆31的工作端和非工作端分别铰接于弧形卡紧板的铰接部和支撑座28的铰接部上。
当随之圆盘18转动时,正常情况下,每个外环弧形板21在支撑环25上随着圆盘18转动,在外环弧形板21位于支撑环25的缺口处时,外环弧形板21通过卡板27卡接于弧形卡接板26的卡口内,电动气杆31随之拉动弧形卡接板26下移,使三通阀9在螺纹安装时需要转动不会受到阻碍。
第一装配组件3包括:
振动盘32,输出端设有一个用于批量防冻阀10输送的振动轨道33,振动轨道33的末端位于圆盘18的一侧;
第二坐标机器人34,设置于振动轨道33末端上方;
机壳35,固定设置于第二坐标机器人34的工作端;
第一旋转电机36,固定安装于机壳35内,第一旋转电机36的输出端面向下设置,并且第一旋转电机36的输出端还安装设有一个第一安装壳37;
第二电动气爪38,用于防冻阀10,第二电动气爪38均呈竖直状态固定于第一安装壳37的底部,并且第二电动气爪38的输出端均面向下设置。
当第一装配组件3装配防冻阀10时,振动盘32将批量的防冻阀10通过振动轨道33输送至第二电动气爪38的下方,第二电动气爪38随之抓取住防冻阀10的顶端,第二坐标机器人34随之带其移至三通阀9一端的上方,第一旋转电机36带动防冻阀10转动,防冻阀10的螺纹端随之螺纹连接于三通阀9的一端。
第一定位组件4包括:
第三电动气爪39,用于定位安装防冻阀10时的三通阀9,第三电动气爪39设置于圆盘18的一侧;
第一水平驱动器40,用于带动第三电动气爪39水平移动,第一水平驱动器40设置于圆盘18的旁侧,第三电动气爪39安装于第一水平驱动器40的工作端上。
当防冻阀10螺纹连接于三通阀9上之前,第一水平驱动器40首先将第三电动气爪39带至三通阀9的面向外的一端,第三电动气爪39随之抓紧三通阀9的向外端,使防冻阀10螺纹连接于三通阀9上时不会使其发生抖动无法安装。
第二装配组件5包括:
第四电动气爪41,用于抓取三通阀9将其螺纹连接于龙头阀8的一端,第四电动气爪41设置于弧形卡接板26的外侧,第四电动气爪41的输出端面向圆盘18;
第二水平驱动器42,设置于弧形卡接板26的外侧,第二水平驱动器42的输出方向面向圆盘18;
第二旋转电机43,固定安装于第二水平驱动器42上,第二旋转电机43的输出端面向圆盘18设置,并且第二旋转电机43的输出端还安装设有一个第二安装壳44,第四电动气爪41还固定安装于第二安装壳44内。
当第二装配组件5将安装好防冻阀10的三通阀9螺纹连接于龙头阀8上时,第二水平驱动器42带动第四电动气爪41移至三通阀9的向外端,第四电动气爪41将其抓紧,第二旋转电机43随之带动三通阀9转动,三通阀9的螺纹端随之螺纹连接于龙头阀8的一端。
第二定位组件6包括:
下压气杆45,呈竖直状态设置于一个支撑板46的顶部,支撑板46的一端固定设置于第二水平驱动器42的非工作端上,下压气杆45的输出端穿过支撑板46面向圆盘18设置,并且下压气缸的输出端还设有一个用于将龙头阀8压紧于第一定位盒20内的下压板47。
当三通阀9螺纹连接于龙头阀8之前,下压气杆45通过下压板47压至龙头阀8的顶部,防止龙头阀8在与三通阀9安装时发生抖动无法安装。
下料组件7包括:
下料机械手48,设置于转台15的旁侧;
储料盒49,设置于下料机械手48的旁侧。
当防冻阀10、三通阀9和龙头阀8之间安装完成后,圆盘18带其移动至下料机械手48处,最终,下料机械手48将其取出放置储料盒49内。
本发明的工作原理:
本设备/装置/方法通过以下步骤实现本发明的功能,进而解决了本发明提出的技术问题:
步骤一、防冻阀10进行自动组装过程中,操作人员将批量的龙头阀8和三通阀9分别放置于链板式输送机11的相应放置盒12内,龙头阀8和三通阀9随之同时输送到第一坐标机器人13的下方,两个第一电动气爪14随之同时抓取相应的龙头阀8和三通阀9,第一坐标机器人13控制龙头阀8和三通阀9移至转盘式送料组件1上,龙头阀8和三通阀9被同时放置时,龙头阀8和三通阀9被同时放置于第一定位盒20和第二定位盒23上,转台15带动支撑盘16转动,由于圆盘18固定于支撑盘16上的三个支撑柱17上,因此,圆盘18随之同步转动,龙头阀8和三通阀9随之随着圆盘18输送。
步骤二、当第一装配组件3装配防冻阀10时,防冻阀10螺纹连接于三通阀9上之前,第一水平驱动器40首先将第三电动气爪39带至三通阀9的面向外的一端,第三电动气爪39随之抓紧三通阀9的向外端,使防冻阀10螺纹连接于三通阀9上时不会使其发生抖动无法安装,振动盘32将批量的防冻阀10通过振动轨道33输送至第二电动气爪38的下方,第二电动气爪38随之抓取住防冻阀10的顶端,第二坐标机器人34随之带其移至三通阀9一端的上方,第一旋转电机36带动防冻阀10转动,防冻阀10的螺纹端随之螺纹连接于三通阀9的一端。
步骤三、当第二装配组件5安装三通阀9时,为了三通阀9在被第二装配组件5安装于龙头阀8上时不受到妨碍,因此,卡接下压机构能够带动外环弧形板21下移不妨碍第二装配组件5的工作,正常情况下,每个外环弧形板21在支撑环25上随着圆盘18转动,在外环弧形板21位于支撑环25的缺口处时,外环弧形板21通过卡板27卡接于弧形卡接板26的卡口内,电动气杆31随之拉动弧形卡接板26下移,使三通阀9在螺纹安装时需要转动不会受到阻碍。
步骤四、当第二装配组件5将安装好防冻阀10的三通阀9螺纹连接于龙头阀8之前,下压气杆45通过下压板47压至龙头阀8的顶部,防止龙头阀8在与三通阀9安装时发生抖动无法安装,第二水平驱动器42带动第四电动气爪41移至三通阀9的向外端,第四电动气爪41将其抓紧,第二旋转电机43随之带动三通阀9转动,三通阀9的螺纹端随之螺纹连接于龙头阀8的一端。
步骤五、当防冻阀10、三通阀9和龙头阀8之间安装完成后,圆盘18带其移动至下料机械手48处,最终,下料机械手48将其取出放置储料盒49内。
以上描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。
- 一种防冻阀的自动装配设备
- 一种迷你电磁阀的自动装配设备