同轴电缆自动剥线焊接装置
文献发布时间:2024-01-17 01:13:28
技术领域
本发明涉及铁路通信室设备配线施工技术领域,具体为一种同轴电缆自动剥线焊接装置及方法。
背景技术
在铁路通信室内施工中,需要用到大量的2M同轴电缆配线,目前大多数设备配线都依赖施工人员手工裁剪和焊接,要保证施工质量及工艺完整,必须要保证施工人员的技术水平娴熟度,这样对施工人员的技术要求很高。
公开号为CN115275735A的中国发明专利公开一种电缆自动焊接装置,包括机架和缺口环轨,机架上滑动设有缺口环轨,缺口环轨上设有用于电缆活动的开口,以使焊接完成的电缆从所述开口处取出,还包括弧形轨、绞线机构和加热机构,缺口环轨的所述开口处活动连接有弧形轨,弧形轨与缺口环轨闭合组成完整的圆环导轨,所述圆环导轨上活动式设有两个用于缠绕电缆缆芯的绞线机构。通过绞线机构自动拧紧电缆的缆芯,无需手动缠绕,方便操作,然后通过加热块对电缆的缆芯加热,便于对电缆进行焊接。但是该方案需要人工将电缆头端的绝缘层剥开,使电缆的缆芯暴露再进行焊接,无法实现电缆自动剥线焊接。
发明内容
为了解决上述背景技术提出的问题,本方案提供一种同轴电缆自动剥线焊接装置。
本发明解决其技术问题所采用技术方案为:同轴电缆自动剥线焊接装置,包括剥线机架和焊接机架,所述剥线机架上安装有前端送线机构、后端送线机构、裁剪刀座和接线盘,所述裁剪刀座置于所述前端送线机构、后端送线机构之间,所述接线盘置于所述后端送线机构,所述前端送线机构和后端送线机构夹持并驱动同轴电缆输送,所述裁剪刀座将同轴电缆截断后,由所述后端送线机构将截断后的同轴电缆输送至所述接线盘上;所述焊接机架上安装有电缆头治具、固线器、焊锡机、吊夹、X轴给进机构、Y轴给进机构和Z轴给进机构,所述电缆头治具和固线器分别用以固定电缆头和同轴电缆,所述X轴给进机构连接所述固线器,并可驱动所述固线器沿水平X轴方向调整位置靠近或原理所述电缆头治具,所述焊锡机安装在所述吊夹上,所述Y轴给进机构和Z轴给进机构连接所述吊夹,并可驱动所述吊夹沿水平Y轴方向和垂直Z轴方向调整位置,从而使所述焊锡机对准电缆头治具上的电缆头和固线器上的同轴电缆进行焊接。
进一步的,所述剥线机架上还安装有整线机构,所述整线机构置于所述前端送线机构的前侧,所述整线机构包括水平整平单元和竖直整平单元,所述水平整平单元由若干个水平整轮组成,所述水平整轮呈上下交错设置,所述水平整轮之间设有有夹持同轴电缆的水平整平间隙;所述竖直整平单元由至少一组竖直整轮组成,每一组所述竖直整轮的数量为两个,两个所述竖直整轮之间设有有夹持同轴电缆的竖直整平间隙,同轴电缆通过所述竖直整轮和水平整轮,将同轴电缆捋直后传送到前端送线机构。其中,所述水平整轮和竖直整轮活动安装在所述剥线机架上,所述剥线机架上还安装有调整所述水平整平间隙和竖直整平间隙大小的整平调整机构。
进一步的,所述前端送线机构和后端送线机构均包括有上夹送轮组和下夹送轮组,所述上夹送轮组和下夹送轮组之间设置有夹持同轴电缆的夹送间隙,所述上夹送轮组或下夹送轮组活动安装在所述剥线机架上,所述剥线机架上还安装有调整所述夹送间隙大小的夹送调整机构,所述夹送调整机构连接并可驱动所述上夹送轮组或下夹送轮组相对移动,从而更加精确的夹送同轴电缆,甚至可实现夹固同轴电缆,使后续的剥线和裁线工艺进行更加精确。其中,所述上夹送轮组和下夹送轮组均包括有主动轮和从动轮,所述主动轮和从动轮通过皮带连接,所述剥线机架上安装有连接并驱动所述主动轮转动的送线电机,采用皮带夹送,可增加对同轴电缆的夹持面积,使得同轴电缆的输送更加精确和平稳。
进一步的,所述剥线机架上还安装有若干导向板,每一所述导向板上设有容许同轴电缆穿过的导向孔,所述导向板上还可安装有检测同轴电缆的监测接触开关或者监测传感器,以结合传送速度准确判断裁剪同轴电缆的长度。
进一步的,所述剥线机架上还安装有剥线夹和剥线驱动装置,所述剥线夹置于所述裁剪刀座和前端送线机构之间,并且所述剥线夹可沿着同轴电缆传输方向活动的安装在所述剥线机架上,所述剥线驱动装置连接并可驱动所述剥线夹张合以及沿着同轴电缆传输方向往复运动,从而实现将同轴电缆端部剥取所需焊接长度的铜芯。
进一步的,所述焊锡机包括有焊接头、送锡器和吹锡盒,所述焊接头安装在所述吊夹上,所述送锡器上的锡线连接所述焊接头,所述吹锡盒置于所述焊接头的一侧,用于收集锡渣。
进一步的,所述焊接机架上还安装有监控所述焊接头工质温度的温控箱。
进一步的,所述电缆头治具上设置有多个电缆头卡座,可固定多个2M电缆头,通过参数设置及操控X轴给进机构和Y轴给进机构,可以水平控制焊接头的水平位置,从而进行连续焊接。
进一步的,所述剥线机架上还安装有剥线控制面板和剥线控制器,所述剥线控制器控制连接所述前端送线机构、后端送线机构和裁剪刀座,所述剥线控制面板数据连接所述剥线控制器;所述焊接机架上还安装有焊接控制面板和焊接控制器,所述焊接控制器控制连接所述X轴给进机构、Y轴给进机构和Z轴给进机构,所述焊接控制面板数据连接所述焊接控制器,通过在焊接控制面板的屏幕设置送线及焊接参数,机器自动识别焊接点位并在相应位置进行点焊。
进一步的,所述电缆头治具、固线器和吊夹等固定装置能够为焊接过程提供工艺保障,保证不存在焊歪、虚焊、假焊等情况。
本发明的有益效果是:本设计整合了剥线机和焊接机,实现了铁路通信室内设备配线所需的2M同轴电缆剥线焊接工艺自动化生产,提高了产率、质量、精度和效率,节省了能耗、原材料和工序,方便了加工、操作、控制和使用。
附图说明
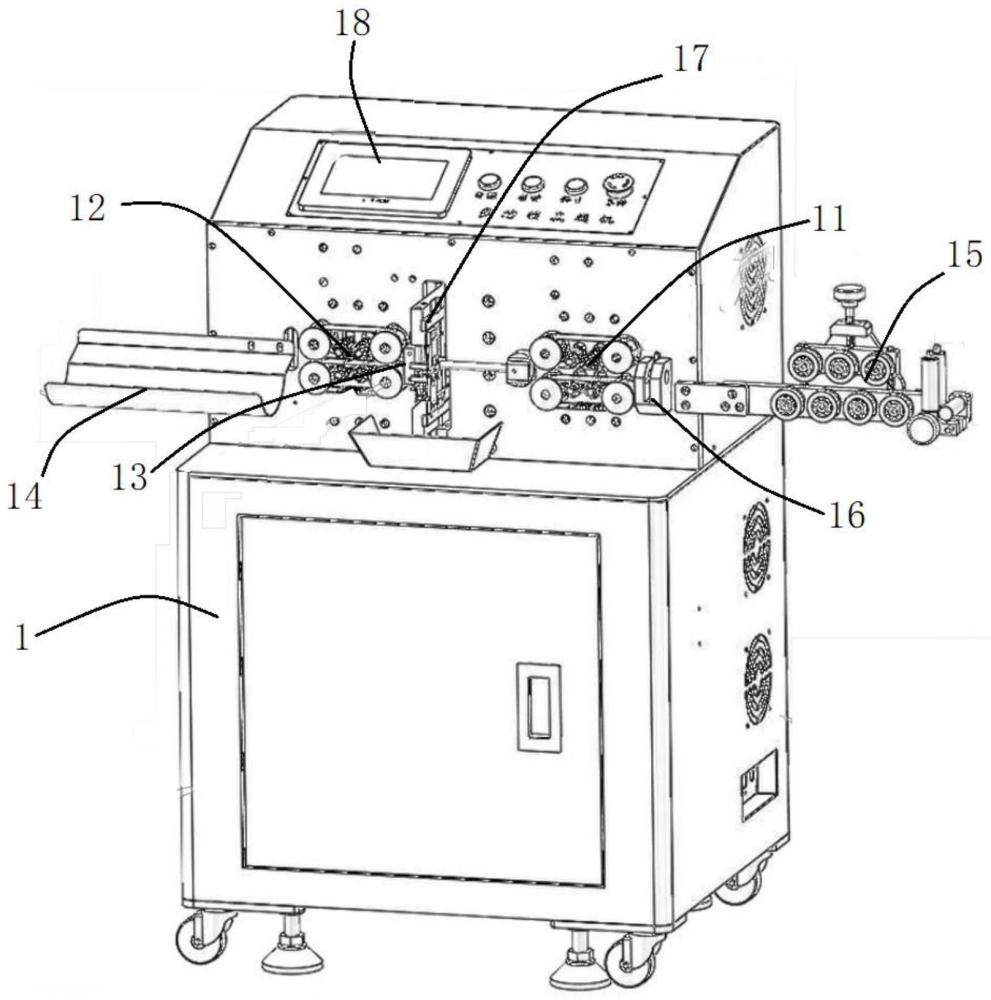
图1为本发明的剥线机架结构立体图;
图2为本发明的剥线机架背部结构示意图;
图3为本发明的焊接机架结构立体图;
图4为本发明的焊接控制器电路接线图。
具体实施方式
下面结合附图对本发明进行进一步的说明。值得注意的是,这些具体实施例仅为本发明代表性之具体实施例,其中所举例之特定方法、装置、条件、材质等并非用于限定本发明或对应之具体实施例。其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
同轴电缆自动剥线焊接装置,包括剥线机架1和焊接机架2。如图1和图2所示,所述剥线机架1上由右至左依次安装有整线机构15、导向板16、前端送线机构11、剥线夹17、裁剪刀座13、后端送线机构12和接线盘14。所述整线机构15包括水平整平单元和竖直整平单元,所述水平整平单元由若干个水平整轮组成,所述水平整轮呈上下交错设置,所述水平整轮之间设有有夹持2M同轴电缆的水平整平间隙;所述竖直整平单元由至少一组竖直整轮组成,每一组所述竖直整轮的数量为两个,两个所述竖直整轮之间设有有夹持2M同轴电缆的竖直整平间隙,导向板16上设有容许2M同轴电缆穿过的导向孔,同轴电缆通过所述竖直整轮和水平整轮,将同轴电缆捋直后穿过导向孔再连接到所述前端送线机构11上,所述前端送线机构11和后端送线机构12夹持并驱动同轴电缆输送,所述剥线机架1上还安装有连接并驱动所述裁剪刀座13张合运动的刀座伺服电机100,刀座伺服电机100驱动所述裁剪刀座13将同轴电缆截断后,由所述后端送线机构12将截断后的同轴电缆输送至所述接线盘14上。
进一步的,所述水平整轮和竖直整轮活动安装在所述剥线机架1上,所述剥线机架1上还安装有调整所述水平整平间隙和竖直整平间隙大小的整平调整机构。
进一步的,所述导向板16可上下活动的安装在所述剥线机架1上,所述剥线机架1上设置有连接所述导向板16上下移动的提管气缸102。
进一步的,所述导向板16的数量可以是多个,间隔的布置在2M同轴电缆的传输通道上,每一所述导向板上均设有所述导向孔。所述导向板16上还可安装有检测2M同轴电缆的监测接触开关或者监测传感器(如光电传感器),以结合传送速度准确判断裁剪2M同轴电缆的长度。
进一步的,所述前端送线机构11和后端送线机构12均包括有上夹送轮组和下夹送轮组,所述上夹送轮组和下夹送轮组之间设置有夹持2M同轴电缆的夹送间隙,所述上夹送轮组或下夹送轮组活动安装在所述剥线机架1上,所述剥线机架1上还安装有调整所述夹送间隙大小的夹送调整机构,所述夹送调整机构连接并可驱动所述上夹送轮组或下夹送轮组相对移动,从而更加精确的夹送2M同轴电缆,甚至可实现夹固2M同轴电缆,使后续的剥线和裁线工艺进行更加精确。其中,所述上夹送轮组和下夹送轮组均包括有主动轮和从动轮,所述主动轮和从动轮通过皮带连接,所述剥线机架上安装有连接并驱动所述主动轮转动的送线电机101,采用皮带夹送,可增加对2M同轴电缆的夹持面积,使得2M同轴电缆的输送更加精确和平稳。
进一步的,所述剥线夹17可沿着2M同轴电缆传输方向活动的安装在所述剥线机架1上,所述剥线机架1上还安装有剥线驱动装置,所述剥线驱动装置连接并可驱动所述剥线夹张合以及沿着2M同轴电缆传输方向往复运动,从而实现将2M同轴电缆端部剥取所需焊接长度的铜芯。所述剥线机架1于所述剥线夹17的下方还设置有承接电缆外皮的储物盒,方便清洁和收拾剥离的电缆外皮。
进一步的,所述剥线机架1上还设置有机箱、剥线控制面板18、控制按钮、剥线控制器、电源接口和若干散热风扇等,所述剥线控制器控制连接所述前端送线机构和后端送线机构的送线电机101、以及刀座伺服电机100等,所述剥线控制面板18数据连接所述剥线控制器,用户可以通过剥线控制面板18及相关控制按钮选择合适长度并通过裁剪刀座对2M同轴电缆进行自动化截断。
如图3和图4所示,所述焊接机架2上安装有电缆头治具21、固线器22、焊锡机23、吊夹24、X轴给进机构25、Y轴给进机构26、Z轴给进机构27、焊接控制面板28、焊接控制器和若干控制按键,所述电缆头治具21和固线器22分别用以固定2M电缆头和由所述剥线机架1裁剪好的2M同轴电缆,所述电缆头治具21至于所述X轴给进机构25的一侧,所述X轴给进机构连接所述固线器22,并可驱动所述固线器22沿水平X轴方向调整位置靠近所述电缆头治具21,使2M电缆头和2M同轴电缆组合到合适焊接的位置,所述焊锡机23安装在所述吊夹24上,所述Y轴给进机构25和Z轴给进机构26连接所述吊夹24,并可驱动所述吊夹24沿水平Y轴方向和垂直Z轴方向调整位置,从而使所述焊锡机23对准电缆头治具21上的电缆头和固线器22上的2M同轴电缆进行焊接。所述X轴给进机构25、Y轴给进机构26和Z轴给进机构27可参考机床给进伺服系统,在本实施例中,所述X轴给进机构25、Y轴给进机构26和Z轴给进机构27优选采用丝杆往复机构,其包括有导轨、滑块、伺服电机和丝杆,实现高精度的加工给进。所述焊接控制器控制连接所述X轴给进机构、Y轴给进机构和Z轴给进机构,所述焊接控制面板和控制按键数据连接所述焊接控制器,通过在焊接控制面板28的屏幕设置送线及焊接参数,机器自动识别焊接点位并在相应位置进行点焊。
进一步的,所述焊锡机23包括有焊接头、送锡器和吹锡盒,所述焊接头安装在所述吊夹上,所述送锡器上的锡线连接所述焊接头,所述吹锡盒置于所述焊接头的一侧,用于收集锡渣。
进一步的,所述焊接机架2上还安装有监控所述焊接头工质温度的温控箱。
进一步的,所述电缆头治具21呈环形,所述电缆头治具21上圆周均布式设置有多个电缆头卡座,可固定多个2M电缆头,通过参数设置及操控X轴给进机构25和Y轴给进机构26,可以水平控制焊接头和2M同轴电缆的水平位置,从而进行连续焊接。
进一步的,所述电缆头治具21、固线器22和吊夹24等固定装置能够为焊接过程提供工艺保障,保证不存在焊歪、虚焊、假焊等情况。
本发明的工作原理:在剥线机架1上,2M同轴电缆通过整线机构15将电缆捋直后传送到前端送线机构11,再由前端送线机构11传送到后端送线机构12,通过剥线控制面板18的屏幕及相关按键选择合适长度并通过裁剪刀座13进行截断,所截2M同轴电缆由接线盘14接住,所有参数的设置通过屏幕进行选择设置。剥线机通过参数设置可以精准的截取所需长度的电缆,精确剥取内外护套,提高剥线的精确度。在焊接机架2上,整个焊锡系统可在运动系统的控制下对焊点进行精确焊接。再具体适用时,将焊锡机23的烙铁头(即焊接头)安装在吊夹24上并固定好,在操作台上安装好定制的2M电缆头固定治具21,在操作台上的固线器22放置好裁剪好的2M同轴电缆,通过控制系统的参数设置使吊夹24的烙铁头与电缆头固定治具21的2M头对准,并进行焊接,最终达到施工工艺标准,定制的2M电缆头固定治具21可在一排内固定多个2M头,通过焊接控制面板28的触屏输入各项参数对运动系统进行控制,使烙铁头及焊锡运动到焊点位置,人机界面触摸屏参数主要包括控制工作幅面(水平左右方向及垂直上下方向)、最大速度、以及重复定位精度等,通过控制系统的参数设置可以达到2M头连续焊接。焊接机通过2M电缆头治具21、固线器22、烙铁座上安装的吊夹24、吊夹24夹持烙铁装置,通过上述装置将2M同轴电缆、2M电缆头、烙铁(焊锡机23)进行固定,达到稳定焊接的目的。利用机器代替人工焊接2M头满足相关技术规定及工艺标准大大提高了施工的效率、精确度。
以上所述者,仅为本发明的较佳实施例而已,当不能以此限定本发明实施的范围,即大凡依本发明申请专利范围及发明说明内容所作的简单等效分体及组合变化与修饰,皆仍属本发明专利涵盖的范围内。
- 一种刚性同轴线缆剥线装置及剥线工艺
- 一种同轴电缆剥线焊接一体化装置及方法
- 一种同轴电缆剥线焊接一体化装置